Experimental Techniques ( IF 1.6 ) Pub Date : 2023-07-08 , DOI: 10.1007/s40799-023-00665-x A. Jiao , Y. Zhang , J. Zhang , J. Li
|
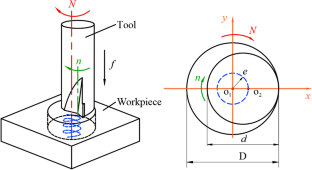
In order to significantly reduce the defects of hole-making on Carbon Fiber Reinforced Plastics (CFRP), a scheme on the variable parameter helical milling experiments was carried out. First, the helical milling process was analyzed. Second, using the response surface methodology (RSM) in the experiments, the max exit tear value, aperture diameter and surface roughness Ra at the intermediate area were analyzed and the optimum combination of parameters was obtained: spindle speed 8962 r/min, helical speed 60 r/min, and pitch 0.207 mm at the hole entry and exit areas; spindle speed 6242 r/min, helical speed 87 r/min, and pitch 0.205 mm at the hole intermediate area. Last, the effect of milling direction on hole-making was obtained: up milling at the hole entry and exit areas and down milling at the hole intermediate area. The superiority of variable parameter helical milling experiment was verified: there were fewer defects such as burrs and tears at hole entry and exit areas; and the surface roughness Ra was 6.39% lower, the aperture deviation was from + 0.011 mm to -0.007 mm at the hole intermediate area. Therefore, the quality of hole-making by the variable parameter helical milling scheme was significantly improved.
中文翻译:
碳纤维增强塑料变参数螺旋铣削试验研究
为了显着减少碳纤维增强塑料(CFRP)的制孔缺陷,开展了变参数螺旋铣削实验方案。首先,对螺旋铣削加工过程进行了分析。其次,实验中采用响应面法(RSM),得出最大出口撕裂值、孔径直径和表面粗糙度Ra对中间区域进行分析,得出最佳参数组合:进出孔区域主轴转速8962 r/min、螺旋转速60 r/min、螺距0.207 mm;主轴转速6242 r/min,螺旋转速87 r/min,孔中间区螺距0.205 mm。最后,得出了铣削方向对孔加工的影响:孔入口和出口区域向上铣削,孔中间区域向下铣削。验证了变参数螺旋铣削实验的优越性:进出孔毛刺、撕裂等缺陷较少;和表面粗糙度Ra降低了6.39%,孔中间区域孔径偏差从+0.011mm变为-0.007mm。因此,变参数螺旋铣削方案的制孔质量显着提高。


























 京公网安备 11010802027423号
京公网安备 11010802027423号