CIRP Journal of Manufacturing Science and Technology ( IF 4.8 ) Pub Date : 2023-10-11 , DOI: 10.1016/j.cirpj.2023.09.004 Vivek Rana , Neelesh Kumar Jain , Sunil Pathak
|
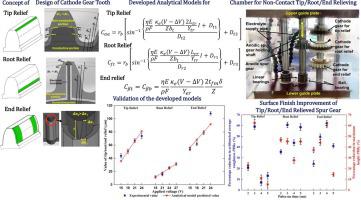
This paper describes analytical modelling for the non-contact tip, root, and end relieving of spur gears and their associated volumetric material removal rate (MRR) by the pulsed electrochemical finishing (PECF) process. The models were developed using Faraday’s law of electrolysis and involute geometry of spur gears. The developed models are validated experimentally using the innovatively designed and developed cathode gears and experimental apparatus by varying voltage, pulse-on time, and pulse-off time at four levels each. It found that minimum prediction errors for the developed models for the amount of tip, root, and end relief are 0.8%, 0.3%, and 1.3%, respectively, and minimum prediction error for models of volumetric MRR of tip, root, and end relief are 6.9%, 0.6%, and 9.8% respectively. A study of microgeometry along the profile and lead direction of spur gear confirmed that the PECF process not only successfully imparted tip, root, and end relief but also reduced their arithmetical average roughness and maximum height by 61.1% and 62.5% for tip relief, 67.7% and 67.8% for root relief, and 63.8% and 66.6% for end relief respectively. It also removed hob cutter marks and cracks revealed from the comparison of surface morphology of spur gear flank surfaces before and after tip, root, and end relieving. Maximum values of % reductions in maximum height and arithmetical average roughness occurred for pulse-on and pulse-off times as 3 and 4 ms (i.e., 43% duty cycle). The developed models will be very useful in designing or predicting the amount of tip, root, and end relief that can be imparted for a given modification duration. Conversely, they can be used for parametric optimization of the PECF process and to compute the required duration for the PECF process to impart the desired amount of tip/root/end relief to spur gears.
中文翻译:
通过脉冲电化学精加工工艺开发正齿轮齿尖、齿根和端部切削的分析模型
本文介绍了通过脉冲电化学精加工 (PECF) 工艺对正齿轮进行非接触式尖端、根部和端部切削的分析模型及其相关的体积材料去除率 (MRR)。该模型是利用法拉第电解定律和正齿轮渐开线几何形状开发的。使用创新设计和开发的阴极齿轮和实验装置,通过在四个级别上改变电压、脉冲开启时间和脉冲关闭时间,对开发的模型进行实验验证。研究发现,所开发的尖端、根部和末端浮雕量模型的最小预测误差分别为 0.8%、0.3% 和 1.3%,尖端、根部和末端的体积 MRR 模型的最小预测误差分别为 0.8%、0.3% 和 1.3%。缓解率分别为 6.9%、0.6% 和 9.8%。沿着正齿轮轮廓和导程方向的微观几何形状研究证实,PECF 工艺不仅成功地赋予了齿尖、齿根和端部退刀,而且还使齿尖退刀的算术平均粗糙度和最大高度分别降低了 61.1% 和 62.5%,即 67.7根部浮雕分别为 % 和 67.8%,端部浮雕分别为 63.8% 和 66.6%。它还消除了通过比较尖端、根部和端部切削前后的直齿轮齿侧表面的表面形态而发现的滚刀痕迹和裂纹。对于脉冲开启和脉冲关闭时间,最大高度和算术平均粗糙度的%降低最大值分别为3和4毫秒(即43%占空比)。开发的模型对于设计或预测在给定的修改持续时间内可以赋予的尖端、根部和端部浮雕的量非常有用。相反,它们可用于 PECF 工艺的参数优化,并计算 PECF 工艺所需的持续时间,以赋予正齿轮所需的齿顶/齿根/端部间隙量。


























 京公网安备 11010802027423号
京公网安备 11010802027423号