Experimental Techniques ( IF 1.6 ) Pub Date : 2023-10-11 , DOI: 10.1007/s40799-023-00681-x Anshuman Kumar , Chandramani Upadhyay , Naveen Kumar , A. V. S. Ram Prasad , Dusanapudi Siva Nagaraju
|
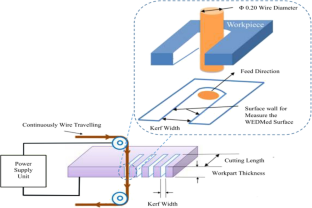
The present study focused on the machinability of Ti-3Al-2.5 V for wire-electrical discharge machining (WEDM) using "BroncoCut-X wire" (zinc-coated copper wire). The machining characteristics have been evaluated by varying wire-tension (Tw), wire-speed (Sw), flushing-pressure (Pf), discharge current (Id), and spark-on-time (Son). The response characteristics associated with cutting-speed (Cs), kerf-width (KW), and surface roughness (RA) have been collected and analyzed using main-effect plots, scanning electron microscope (SEM), and analysis of variance (ANOVA). The maximum Cs and minimum KW and RA are obtained upto 8.90 mm/min, 3.34 µm and 0.2218 mm, respectively. Additionally, the novelty lies in the smart hybrid prediction tool considering the conflicting nature of responses are converted into single responses using Grey Relation Analysis (GRA) and Fuzzy Interference System (FIS) (Namely: Gray-Fuzzy Reasoning Grade (GFRG)). Furthermore, the optimal performance is calculated using Rao-algorithms (i.e., Rao1, Rao2, and Rao3). The obtained ideal machining condition is 16N wire-tension, 3 m/min wire-speed, 8 kg/mm2 flushing-pressure, 21A discharge current, and 14 µs spark-on-time. The result has also been compared with the JAYA-algorithm and improved-grey wolf optimizer (I-GWO) to demonstrate the efficacy of the intended approach. The confirmation test has been conducted and obtained that the GFRG-based results are further improved by using a hybrid GFRG-based Rao-algorithm of 9.55%, 2.36%, and 7.99% as Cs, KW and RA, respectively. Furthermore, this study shows that the proposed multi-objective optimization method not only leads to more stable solutions but also to shorter run times and enhanced quality to support engineers in reducing the cost of item failures.
中文翻译:
基于软计算的高强度 Ti-3Al-2.5 V 电火花线切割加工切削速率、表面粗糙度和切口宽度参数优化
本研究的重点是使用“BroncoCut-X 线”(镀锌铜线)进行线切割放电加工 (WEDM) 的 Ti-3Al-2.5 V 的切削加工性。通过改变线张力(T w)、线速度(S w)、冲洗压力(P f)、放电电流(I d)和火花时间(S on)来评估加工特性。使用主效应图、扫描电子显微镜 (SEM) 和方差分析 (ANOVA) 收集并分析了与切割速度 (Cs)、切口宽度 (KW) 和表面粗糙度 (RA) 相关的响应特性。最大 Cs 和最小 KW 和 RA 分别达到 8.90 mm/min、3.34 µm 和 0.2218 mm。此外,新颖之处在于智能混合预测工具考虑到响应的冲突性质,使用灰色关联分析(GRA)和模糊干扰系统(FIS)(即:灰色模糊推理等级(GFRG))将响应转换为单一响应。此外,最佳性能是使用 Rao 算法(即 Rao1、Rao2 和 Rao3)计算的。获得的理想加工条件为线张力16N、线速度3m/min、冲洗压力8kg/mm 2、放电电流21A、火花时间14μs。结果还与 JAYA 算法和改进的灰狼优化器 (I-GWO) 进行了比较,以证明预期方法的有效性。进行了验证测试,结果表明,通过使用基于 GFRG 的混合 Rao 算法,Cs、KW 和 RA 分别为 9.55%、2.36% 和 7.99%,基于 GFRG 的结果得到进一步改善。此外,这项研究表明,所提出的多目标优化方法不仅可以带来更稳定的解决方案,还可以缩短运行时间并提高质量,以支持工程师降低项目故障的成本。


























 京公网安备 11010802027423号
京公网安备 11010802027423号