当前位置:
X-MOL 学术
›
CIRP Ann. Manuf. Technol.
›
论文详情
Our official English website, www.x-mol.net, welcomes your feedback! (Note: you will need to create a separate account there.)
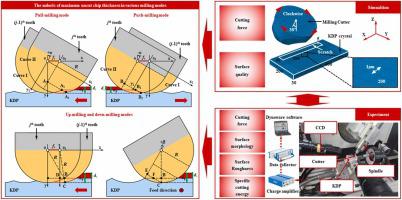
Material removal mechanisms affected by milling modes for defective KDP surfaces
CIRP Journal of Manufacturing Science and Technology ( IF 4.8 ) Pub Date : 2023-12-17 , DOI: 10.1016/j.cirpj.2023.11.008 Hongqin Lei , Linjie Zhao , Jian Cheng , Mingjun Chen , Qi Liu
CIRP Journal of Manufacturing Science and Technology ( IF 4.8 ) Pub Date : 2023-12-17 , DOI: 10.1016/j.cirpj.2023.11.008 Hongqin Lei , Linjie Zhao , Jian Cheng , Mingjun Chen , Qi Liu
|
Surface defects which are caused by diamond fly-cutting can degrade the optical characteristics of KDP crystals by inducing the laser damage and resultantly shortening the service life when working in the condition of extremely high-power laser irradiations. The ball-end milling repair can totally remove the defects and correspondingly enhance the ability of the KDP crystals to resist laser damage. However, because of the existence of pull-milling, push-milling, down-milling, and up-milling in the complex machining trajectory, it is of great challenge for soft-brittle KDP crystals to achieve full plastic domain milling of repair points for obtaining ultra-smooth repaired surface. In this study, theoretical models of the maximum uncut chip thickness (UCT) considering the defect are constructed in the various milling modes. The cutting force and surface morphology affected by milling modes on the defective surface are simulated using a three-dimensional (3D) finite element model. Combined with the simulations, micro-milling tests are employed to confirm the influence of milling modes on the material removal mechanisms for defective KDP crystals by cutting force, surface morphology, surface roughness and specific cutting energy (SCE). It is found that defects could reduce the maximum UCT to distinct degrees in the various milling modes. Defects have a greater influence on the maximum UCT in the push-milling mode than that in the pull-milling mode, while the influence is the same in the up-milling and down-milling modes. Interestingly, the ductile removal mode occurs on the both defect-free and defective surfaces in the pull-milling mode when the feed per tooth () is 0.5 µm/z. In contrast, the brittle-ductile transition caused by surface defects occurs in the other three milling modes. Furthermore, defects would lead to severer size effect in the all milling modes. When the is 0.1 µm/z, for the defective surface, the SCE is larger and the ploughing effect is more significant in the push-milling mode compared to the pull-milling mode. More importantly, as a result of the difficulty of chip discharge, the SCE is greater in the up-milling mode than in the down-milling mode on the defective surface. This work reveals the influence mechanism of milling modes on the material removal process for defective KDP crystals and offers a theoretical foundation and technical value for improving the repaired surface quality of functional KDP crystals served as the optical devices.
中文翻译:

有缺陷的 KDP 表面铣削模式影响的材料去除机制
金刚石飞切产生的表面缺陷会引起激光损伤,从而降低KDP晶体的光学特性,从而缩短在极高功率激光照射条件下的使用寿命。球头铣修复可以完全去除缺陷,相应增强KDP晶体抵抗激光损伤的能力。然而,由于复杂加工轨迹中存在拉铣、推铣、顺铣、逆铣等加工过程,软脆KDP晶体实现修复点的全塑性域铣削面临着巨大的挑战。获得超光滑的修复表面。在本研究中,在各种铣削模式下构建了考虑缺陷的最大未切屑厚度(UCT)的理论模型。使用三维 (3D) 有限元模型模拟有缺陷表面上铣削模式影响的切削力和表面形态。结合模拟,微铣削测试通过切削力、表面形貌、表面粗糙度和比切削能(SCE)来确认铣削模式对有缺陷的 KDP 晶体的材料去除机制的影响。研究发现,在各种铣削模式下,缺陷会明显降低最大 UCT。推铣模式下缺陷对最大 UCT 的影响大于拉铣模式,而逆铣和逆铣的影响相同。有趣的是,当每齿进给量 () 为 0.5 µm/z 时,拉铣模式下的无缺陷和有缺陷表面都会出现延性去除模式。相比之下,由表面缺陷引起的脆塑转变发生在其他三种铣削模式中。此外,缺陷会导致所有铣削模式中更严重的尺寸效应。当 为 0.1 µm/z 时,对于缺陷表面,与拉铣模式相比,推铣模式的 SCE 更大,犁耕效果更显着。更重要的是,由于切屑排出困难,在缺陷表面上逆铣模式下的SCE要大于顺铣模式下的SCE。该工作揭示了铣削方式对缺陷KDP晶体材料去除过程的影响机制,为提高作为光学器件的功能性KDP晶体的修复表面质量提供了理论基础和技术价值。
更新日期:2023-12-17
中文翻译:
有缺陷的 KDP 表面铣削模式影响的材料去除机制
金刚石飞切产生的表面缺陷会引起激光损伤,从而降低KDP晶体的光学特性,从而缩短在极高功率激光照射条件下的使用寿命。球头铣修复可以完全去除缺陷,相应增强KDP晶体抵抗激光损伤的能力。然而,由于复杂加工轨迹中存在拉铣、推铣、顺铣、逆铣等加工过程,软脆KDP晶体实现修复点的全塑性域铣削面临着巨大的挑战。获得超光滑的修复表面。在本研究中,在各种铣削模式下构建了考虑缺陷的最大未切屑厚度(UCT)的理论模型。使用三维 (3D) 有限元模型模拟有缺陷表面上铣削模式影响的切削力和表面形态。结合模拟,微铣削测试通过切削力、表面形貌、表面粗糙度和比切削能(SCE)来确认铣削模式对有缺陷的 KDP 晶体的材料去除机制的影响。研究发现,在各种铣削模式下,缺陷会明显降低最大 UCT。推铣模式下缺陷对最大 UCT 的影响大于拉铣模式,而逆铣和逆铣的影响相同。有趣的是,当每齿进给量 () 为 0.5 µm/z 时,拉铣模式下的无缺陷和有缺陷表面都会出现延性去除模式。相比之下,由表面缺陷引起的脆塑转变发生在其他三种铣削模式中。此外,缺陷会导致所有铣削模式中更严重的尺寸效应。当 为 0.1 µm/z 时,对于缺陷表面,与拉铣模式相比,推铣模式的 SCE 更大,犁耕效果更显着。更重要的是,由于切屑排出困难,在缺陷表面上逆铣模式下的SCE要大于顺铣模式下的SCE。该工作揭示了铣削方式对缺陷KDP晶体材料去除过程的影响机制,为提高作为光学器件的功能性KDP晶体的修复表面质量提供了理论基础和技术价值。


























 京公网安备 11010802027423号
京公网安备 11010802027423号