
Abstract
The proper representation of friction contact conditions between each wheel and the rail is necessary to accurately model the behaviour of a heavy haul locomotive since friction conditions at the wheel-rail interface affect the locomotive’s dynamic performance under traction and braking conditions. In normal operations, a phenomenon commonly known as rail cleaning effect occurs. The rail cleaning effect causes increased friction coefficients between the following wheel treads and the rail head. The wheel-rail interaction causes the third body layer to be partly or wholly eliminated from the surfaces in contact and generates new layer. An experimental analysis of the changes in friction coefficients under simulated locomotive wheel-rail contact conditions, in terms of contact pressure and slip, is presented in this paper. For this study, data processing equations are presented to obtain the experimental traction coefficient and slip. Furthermore, the rail cleaning effect is examined under different slip conditions. The experiment shows the traction coefficient increases for a given number of cycles until reaching a steady value, demonstrating that the rail cleaning effect is measurable in various slip conditions on a twin disc machine.
Similar content being viewed by others
Introduction
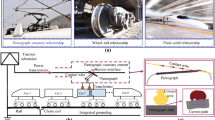
A gradual increase in carrying capacity and speed will be achieved by improving rail vehicles in various areas, including vehicle traction. The adhesion between wheel and rail is a significant factor that influences the dynamic performance of a locomotive under traction and braking conditions [1-3]. Contaminants like water, oil, grease, and leaves can affect adhesion on the wheel-rail contact interface[4]. There is a strong relationship between adhesion and friction processes, characterised by the surface conditions and the presence of third body layers at the point of contact between rails and wheels. Understanding wheel-rail contact requires a deeper understanding of the surface interactions and the presence of a third body [5], a solid interfacial layer in the wheel-rail contact interface characterised by contaminants and surface roughness [6]. One factor that affects the rails’ friction condition is the self-cleaning process. As a result of the successive passages of the leading wheelsets, some third body layer components are removed from the interface between the wheel and rail [3]. This phenomenon is called the rail cleaning effect (RCE). However, due to the difficulties associated with the third body layer and the difficulty of instrumenting the wheel-rail interface, industrial companies and scientists have had challenges in studying the RCE [7]. Nevertheless, complex multibody simulations for estimating the performance of railway vehicles, considering the nonlinear elements that characterise these complex mechanical systems, have evolved into reliable and widely used techniques for developing, designing and validating modern railway vehicle designs [8]. Hence, considering the RCE when modelling rail vehicles is important to guarantee that results are representative of the conditions in the field.
The wheel-rail adhesion processes, wear, and rolling contact fatigue can result in a highly complex tribological phenomenon [9-11]. Tests have been performed in the field and laboratory to explain the layer between the wheel and rail contact surfaces [7, 12]. Part of these studies revealed the presence of a third body through a metallographic cross-section technique and improved the modelling equations of the third body layer and contaminants utilising the Reynolds equation. One of the possible reasons that the wheel-rail adhesion can drop is due to contaminants lying on the track. This statement is supported by the experimental setup shown in [5, 13]. The first study was based on data obtained with an experimental device to simulate the sliding velocity and the adhesion coefficient using wheel rail sample materials and its natural third body. They concluded that the third body on the roller and rail body limits the removed particles’ surface and adhesion [5]. In the second study, the variable friction condition was observed. With the increase in creepage, the measured adhesion coefficient dropped but reached a steady state, meaning sliding removed all contaminants [13]. However, in the studies shown above, an apparent increase in the coefficient of friction is not observed at the system’s start-up since there is still a limited understanding of this effect and the techniques for measuring this phenomenon. The effect of locomotive traction performance has recently been studied theoretically and through modelling approaches [14, 15].
For this reason, substantial experimental work is required with the assistance of recent theoretical developments to explain and understand self-cleaning effects. This paper aims to obtain the friction coefficient curves by utilising a Tribo-machine (TM) and the subsequent data processing performance to visualise the effect of rail cleaning. This paper uses experimental approaches to understanding the effect of rail cleaning on locomotive traction performance by reproducing the slip and contact pressure conditions observed in the field on a twin-disc TM. A total of nine test runs were conducted, and it was observed that the post-processing results approach proposed in this paper delivered the RCE; the higher slip allows the traction coefficient to stabilise faster and increases the slip value. Four sections are included in the article. An overview of the rail cleaning effect in locomotives is provided in the first section. The second section describes the methodology used to characterise the friction condition through experiments. The Equations to post-process the results and obtain the traction coefficient and slip percentage are also described in the second section. In the third section, experimental cases are presented along with the results obtained. Finally, conclusions are shown in the fourth section.
Twin disc machine description
The twin disc machine used for this research was refurbished by the Centre for Railway engineering at CQUniversity in Australia. This machine was purpose-built to investigate the wear of rail and wheel materials, third body layers and traction. As shown in Fig. 1, the twin disc machine comprises three subsystems: hydraulic, pneumatic and electric.

Twin Disc Machine Scheme
The CRE tribo-machine allows subjecting two discs to normal load and slip set points. First, an electric motor rotates one of the discs at a constant rate. Then, a pneumatic actuator pushes the discs against each other to cause the electric motor to drive the second disc. At the same time, a hydraulic pump brakes the wheel disc to generate traction force under rolling conditions. To carry out this work sequence, three separate PID feedback loops were implemented in the twin disc machine to control three variables: rail disc RPM, normal force and slip, at a rate of 100 Hz.
The rail disc is operated under a position control scheme where its desired angular location continuously advances at a rate set by the test RPM. The associated PID controller then adjusts the drive system for the direct-coupled electric motor to maintain the alignment between the rail disc and its rotating reference angle. To achieve this, the real-time position of the rail disc is monitored via an optical encoder whose output signal is compared to a reference signal via a phase detector circuit. This yields the angular difference between where the rail is and where it should be—the PID controller can then use this information to close the overall phase (position) locked loop.
The wheel disc is under position control much the same way as the rail disc. However, it follows a rotating reference position that advances at a rate slightly slower than the rail by an amount determined by the slip test parameter. The PID controller for the wheel disc generates a torque command for the braking system that aims to drive the sample’s angular position error to zero. This torque is generated through the braking system by regulating the back pressure on the hydraulic pump attached to the wheel disc via a torque transducer, secondary PID controller and proportional valve.
The vertical wheel load PID controller measures the normal force via a load cell and actuates the associated pneumatic cylinder to maintain the correct contact force between the wheel and rail discs. The control set point is in newtons, and the cylinder is controlled via pneumatic PWM.
Regarding data collection, the TM has two HENGSTLER RI 58-O encoders with a maximum pulse rate of 300 kHz and 10,000 pulses [16] and a dynamic torque transducer HBM T40B with a nominal torque of up to 500 Nm at a speed of up to 1,000 rpm [17] with a maximum pulse of 1024 and a frequency range of 6 kHz. In addition, the CRE TM records the normal force, absolute position and torques on the wheel and rail shafts at a 100 S/s rate.
Experimental program
Tribomachine measurement
This experiment was conducted with a twin-disc tribo-machine at the Centre for Railway Engineering (CRE) (Fig. 2) [18]. During the test preparation, the procedure was carried out in the same way as described in [19]. Electrical Discharge Machining was used initially to extract discs from wheel and rail samples, as shown in Fig. 3, which were then machined to their final dimensions on a lathe, at a reasonable speed to prevent thermal damage. An acetone solution was used to clean the discs, which were installed on the tribo-machine. Several tests were conducted at a constant slip set point within a range of 0.25% to 1.0%. The test runs were stopped when a steady traction coefficient was observed at around 500 cycles. The normal force applied was 6.9 kN to achieve maximum contact stress of 1.5 GPa and the test speed was 400 rpm.

Experiment set up: a) CRE tribo-machine and b) twin discs installation on the tribo-machine. Redrawn from [19]

Disc extraction location: a) inside rail sample; b) inside wheel sample
Wheel and rail materials
The wheel discs for this case study were manufactured using Australian Class B wheel material, and the rail discs were manufactured using AS60 head-hardened rail material. The material’s tensile and stress properties were determined in accordance with the ISO 6892–1 standard [20]. In addition, Australian standard AS1085.1:2019 Railway Track Material Part 1 [21] specifies the specimen length, tensile spigot diameter, and location within the railhead where the specimens must be extracted. Mechanical ptoperties of the tested wheel and disc materials can be found in Ref. [22].
Traction coefficient and slip post-processing data
The results obtained from the tribo-machine are saved into a CSV file. The tribo-machine instantly records parameters such as RPM, torques and the actual normal force. The TM data is taken at a reasonably high sampling rate, which allows it to capture stick–slip behaviour during the test run. The slip was calculated using the following expression.
were \({RPM}_{wheel}\) is the rotational speed of the wheel disc, and \({RPM}_{rail}\) is the rotational speed of the rail disc.
On the other hand, from the recorded data, it is possible to calculate the traction coefficient from the following equation.
where \({T}_{wheel}\) is the torque recorded from the wheel disc shaft, \({R}_{wheel}\) is the disc sample radius (30 mm), and \({F}_{normal}\) is the normal force acting between the discs. However, due to the stick–slip behaviour commonly observed in rolling-sliding contact conditions, it is essential to use processing data techniques to better visualise the results. Therefore, the trends were captured using a moving average function with a filter size of 600 samples. This function takes the average of every 600 consecutive samples of the recorded data.
Results
Figures 4, 5 and 6 show the TM measurement results for friction and slip from the processed data. The traction coefficient and slip percentage results were taken in a range of 10 to 500 disc passes or “number of cycles”. Measured values of traction coefficient and slip during the first ten cycles of each test run were removed because, in this range, the torque necessary to overcome the wheel’s inertia is high until it finally drops considerably to achieve the desired slip value. Three tests were run for the same slip set point. In this case, the slip values analysed were 0.25%, 0.5% and 1%.

(a) Slip and (b) Traction measurements under the number of cycles for a slip of 0.25%

(a) Slip and (b) Traction coefficient measurements for a slip of 0.5%

(a) Slip and (b) Traction coefficient measurements for a slip of 1%
Figure 4 shows the slip and traction coefficient variation versus the number of elapsed cycles. Figure 4(a) shows that it took around 175 cycles to reach the slip set value (0.25%). After that, the slip was maintained throughout the experiment. On the other hand, the traction coefficient (Fig. 4(b)) increases, up to approximately 350 cycles, until it reaches a steady value at around 0.13 traction coefficient.
Something similar happened during the test run shown in Fig. 5. In this case, the desired set point of slip was 0.5%. The slip reached the set value after approximately 150, as shown in Fig. 5(a). Afterwards, the slip tends to be within the value of 0.5% slip. The traction coefficient shows a similar trend of 0.25% slip, i.e., it gradually increases up to about 300 cycles and then it maintains a steady value of approximately 0.26 for the remaining period of the experiment as shown in Fig. 5(b).
Figure 6 shows the variation of slip % and traction coefficient with the number of passes when the set value of slip was 1%. The traction coefficient quickly stabilises at an average value of 0.31 after 150 cycles. In addition, the rail cleaning effect can be clearly observed as a gradual and continuous increase in traction coefficient as shown in Fig. 6(b). On the other hand, the the slip fluctuates since the stick–slip behaviour causes instabilities on the system for 1% slip set point. Therefore, the controller forces the desired signal to return to the set point, causing peaks in the signal.
Discussion
This case study analysed the approach of friction and slip in dry conditions using two Australian AS60HH rail and Class B wheel material discs. As part of the TM method, two identical discs are manufactured from samples of wheel and rail materials and measured for friction by quantifying the torque transmitted between the two discs in response to a controlled slip set point. The TM was configurated to produce contact stress of 1.5 GPa with a normal force of 6.9 kN. The analysis was performed within the range from 10 to 500 cycles, where the rail cleaning effect was prominent. Each test was repeated three times under the same conditions to observe that the data under the same slip did not have high discrepancies. At more than 500 cycles, the experiment shows a constant value of the friction coefficient.
According to the data obtained from a slip of 0.25% (Fig. 4), a gradual increase in the traction coefficient could be observed. Figure 4(a) shows that it took around 175 cycles to reach the slip set point value (0.25%). After that, the traction coefficient was maintained at that level throughout the experiment. On the other hand, the traction coefficient (Fig. 4(b)) increases (up to approximately 350 cycles) until it reaches a steady value of about 0.13. Although the friction coefficient increases during the test, it does not do so homogeneously.
Regarding the slip of 0.5%, during the test run, it is observed how the friction coefficient increases gradually in the three tests carried out, evidencing the cleaning effect that exists between the two discs (wheel and rail). Furthermore, the slip measured in this test coincides perfectly with that entered in the set point. In addition, the test shows great stability in the system, which influences the traction coefficient since it remains invariant when it reaches a stable state.
In tests carried out under a slip of 1%, the rail cleaning effect between the wheel-rail surfaces is evident. It is observed from 50 cycles that the traction coefficient increases gradually and homogeneously until it stabilises at 0.31 after 150 cycles. The slip percentage fluctuates with cycles. This indicates the ongoing changes of surfaces (for example, wear of disc) that restricted the controller from maintaining a steady set value. However, the rail cleaning effect occurred during all the test runs presented in this paper. Figures 4, 5, 6 demonstrate that the wheel-rail cleaning effect exists in each case, and that the effect is more prominent under a higher percentage of slip (1%). Theoretical analysis showed that introducing the rail cleaning effect by linearly varying friction coefficient from the leading wheel to each subsequent following wheel can increase the tractive effort by over 10 percent [1, 14]. However, this study showed that the effect of rail cleaning on traction coefficient depends on operating conditions, for instance, slip rate for the present case. This indicates that operating conditions need to be consider during implementation of rail cleaning effect in adhesion/traction analysis.
A transition in friction coefficient can be found in almost all cases during tribological testing of steel pairs. The transition in friction coefficient vs time/distance curve is termed ‘running-in’ in tribology and has been classified into several types [23, 24]. At the beginning of a test, the micro geometry and physicomechanical properties of surface layers of contacting materials changed until they reached a relatively steady state [25, 26]. During the initial stage of running-in, only a small number of the highest interacting asperities participate in the rubbing process, and they experience highly concentrated contact pressure. As a result, they undergo plastic deformation and truncate quickly [23, 25]. The original machined/manufactured surfaces (asperities) are destroyed wholly or partially. New asperities with different sizes and shapes form and produce a state of surface conformity on the microscale (equilibrium roughness) [25]. During the running-in process, the elastic component of deformation increases gradually, and plastic deformation decreases proportionally. The process finishes when the proportion of elastic and plastic contact areas of an asperity becomes equal [25]. The process may continue until the elastic shakedown limit is achieved (support the contact pressure elastically, although the work-hardened condition is achieved due to initial plastic deformation). The shakedown may occur only after a few running cycles depending on the sliding conditions [24].
Apart from the microgeometry change, microstructure and physicomechanical properties change of surface layers due to contact stress and frictional heating play a critical role in the running-in process [25]. Furthermore, the frictional process may introduce a more rigid layer (harder than martensite) and a mechanically mixed layer (third body), reducing the shear strength significantly [25, 27].
However, the traction coefficient curves shown in Figs. 4, 5, 6 are comparable to a typical “Type a” friction breaking-in (running-in) curve. “Type a” frictional running-in curve generally forms during dry and non-intentionally lubricated metal-on-metal contact sliding [24]. The adhered contamination, oxide, and absorbed species (a thin film of lubricious contamination) are worn away quickly at the early stage of testing, which enables a higher degree of adhesion and raises the friction coefficient at the end of the running-in period [26].
It is evident from comparing the test results for different slip percentages that the traction coefficient increases as the slip set point increases (Fig. 7). In this case, by increasing the relative speed between the two discs, the disc located in the wheel part is forced to slow down, resulting in a braking effect that equates to the torque of the wheel. Also, it was found that the larger the slip set point, the slope of the traction coefficient—cycles function increases. The system finds an equilibrium in fewer cycles when the slip between the surfaces is higher. Since the slip is defined as the relative speed percentage between the two surfaces in contact, the slip is zero in the event of pure rolling, but when this value grows, the two pieces in contact slide against each other. This operation significantly influences the traction coefficient’s speed stabilisation; since there is a significant slippage between the two pieces, cleaning between the surfaces is faster.

Comparison of the traction coefficient under different slip percentages
This study was intended to analyse the effect of rail cleaning between two metallic surfaces in contact under specific conditions mentioned in the methodology. The experiment was scaled to two 30 mm radius discs to observe this phenomenon. In future work, it would be important to study the influence of scaling on rail cleaning effects observed in the field. Furthermore, as a strategy for measuring the traction coefficient during rail cleaning, an empirical mathematical approach model could also be proposed to analyse this phenomenon under different conditions, to allow studying the influence of parameters such as contact pressure, temperature, humidity, material properties, and dimensions of the contact patch, among other variables that could influence the result of the test.
Conclusions
Two Australian standard railway materials AS60HH rail and Class B wheel material discs, were used in a TM to examine the variation of traction coefficient with slip % under the dry friction condition. The TM test run results were post-processed to obtain the instantaneous coefficient of friction and the slip percentage. The experiment allowed the observation of the transient behaviour of the traction coefficient for a given number of cycles. It was found that the traction coefficient gradually increases until it reaches a steady value under the tested slip conditions. This could be due to the wear/removal of the absorbed unintended lubricious contamination and adhered thin oxide film at the early testing stage. This enables a higher degree of adhesion and raises the traction coefficient. However, the traction coefficient results clearly demonstrate that the cleaning effects exist in all slip conditions tested in this study. Throughout the analysis of different test runs with various slip percentages, it was found that the higher the slip percentage, the faster the cleaning between the surfaces in contact occurs. Therefore, the maximum value of the traction coefficient stabilises much faster.
Data Availability
The datasets generated during and/or analysed during the current study are available from the corresponding author on reasonable request.
References
Shrestha S et al. 2021 Introduction of Rail Cleaning Effect into Locomotive Traction Study Based on Tribometer Measurements, in ICRT. p. 41–51. https://doi.org/10.1061/9780784483886.006.
Spiryagin M et al (2019) Friction measurement and creep force modelling methodology for locomotive track damage studies. Wear 432–433:202932
Shrestha S et al. Investigation on How Rail Surface Self-cleaning Changes the Locomotive Traction Dynamics, in Advances in Dynamics of Vehicles on Roads and Tracks II. IAVSD 2021, A. Orlova and D. Cole, Editors., Springer International Publishing: Cham. p. 332–341. https://doi.org/10.1007/978-3-031-07305-2_34.
Bosso N et al (2019) Experimental Setup of an Innovative Multi-Axle Roller Rig for the Investigation of the Adhesion Recovery Phenomenon. Exp Tech 43(6):695–706
Niccolini E, Berthier Y (2005) Wheel–rail adhesion: laboratory study of “natural” third body role on locomotives wheels and rails. Wear 258(7):1172–1178
Olofsson U et al (2013) Tribology of the wheel–rail contact – aspects of wear, particle emission and adhesion. Veh Syst Dyn 51(7):1091–1120
Berthier Y et al (2004) The role and effects of the 3rd body in the wheel-rail interaction. Fatigue Fract Eng Mater Struct 27(5):423–436
Spiryagin M et al (2022) Problems, assumptions and solutions in locomotive design, traction and operational studies. Railway Eng Sci 30(3):265–288
Bernal E, Spiryagin M, Cole C (2021) Rolling contact fatigue prediction using locomotive digital twin and a wheel-rail experimental program, in ACAM10: 10th Australasian Congress on Applied Mechanics. Engineers Australia. p. 89–99
Spiryagin M et al (2008) Modeling of Adhesion for Railway Vehicles. J Adhes Sci Technol 22(10–11):1017–1034
Shrestha S, Spiryagin M, Wu Q (2019) Friction condition characterization for rail vehicle advanced braking system. Mech Syst Signal Process 134:106324
Meacci M et al (2021) A railway local degraded adhesion model including variable friction, energy dissipation and adhesion recovery. Veh Syst Dyn 59(11):1697–1718
Voltr P, Lata M (2015) Transient wheel–rail adhesion characteristics under the cleaning effect of sliding. Veh Syst Dyn 53(5):605–618
Spiryagin M et al. (2017) Theoretical investigation of the effect of rail cleaning by wheels on locomotive tractive effort. CQUniversity
Spiryagin M et al. (2017) Rail Cleaning Process and its Influence on Locomotive Performance. In 2017 Joint Rail Conference. https://doi.org/10.1115/jrc2017-2222
Hengstler GmbH: Technical datasheet, Incremental Encoder RI 58–0. 2010: Germany. www.hengstler.com
Hottinger Brüel & Kjaer GmbH: T40B; Torque Flange; Data sheet; B03406. 2021: Germany. www.hbm.com
Bernal E et al. (2022) Hand operated tribometer versus twin disc dry friction characteristics measurements, in 12th International Conference on Contact Mechanics and Wear of Rail/Wheel Systems (CM2022). Melbourne, Australia
Bernal E et al. (2022) Friction-Slip Curves – The Pathway From Twin-Disc Tribo Measurements to Full-Scale Locomotive Multibody Simulations, in Proceedings of the ASME 2022 Joint Rail Conference. Baltimore, Maryland, US
Standards Australia, AS 1391:2007 Metallic Materials - Tensile Testing at Ambient Temperature. 2007: www.standards.org.au
Standards Australia, AS-1085.1–2019 Railway track materials Part 1 : Steel rails. 2019: www.standards.org.au
Bernal E et al (2022) Prediction of rail surface damage in locomotive traction operations using laboratory-field measured and calibrated data. Eng Fail Anal 135:106165
Bhushan, B., Introduction to Tribology. 2013: John Wiley & Sons Ltd
Blau PJ (2008) Friction Science and Technology: From Concepts to Applications. 2nd ed. CRC Press
Kragelsky IV, Dobychin MN, Kombalov VS (1982) Chapter 9 - Running-in and Equilibrium Roughness, in Friction and Wear, I.V. Kragelsky, M.N. Dobychin, and V.S. Kombalov, Editors. Pergamon. p. 297–316
Blau PJ (2005) On the nature of running-in. Tribol Int 38(11):1007–1012
Shvetsova EM, Kracelsky IV (1953) Classification of types of surface damage to machine components under conditions of dry and boundary friction. Friction and Wear in Machines. Vol. 8. Moscow: Academy of Sciences USSR
Aknowledgments
The editing contribution of Mr Tim McSweeney (Adjunct Research Fellow, Centre for Railway Engineering) is gratefully acknowledged.
Funding
Open Access funding enabled and organized by CAUL and its Member Institutions
Author information
Authors and Affiliations
Contributions
Esteban Bernal: Conceptualisation; methodology; investigation; writing—review & editing.
Diego Camacho: Software; analysis; writing—original draft.
Mohammad Lutfar Rahaman: Analysis; writing – review & editing; manuscript revision.
Maksym Spiryagin: Conceptualisation; writing—review & editing; supervision.
Qing Wu: Conceptualisation; writing—review & editing.
Ben Sneath: Methodology; writing—review & editing.
Chris Bosomworth: Methodology; writing—review & editing.
Colin Cole: Conceptualisation; writing—review & editing; supervision.
All authors approved the final manuscript.
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Bernal, E., Camacho, D., Rahaman, M. et al. Analysis of Traction Coefficient Subject to Rail Cleaning Effect Based on Tribomachine Measurements. Exp Tech 48, 219–228 (2024). https://doi.org/10.1007/s40799-023-00651-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40799-023-00651-3