
Abstract
Developing a technology that increases the service life of valve seats in CNG/LNG-powered vehicles requires the appropriate selection of material and its application technology. Commercially used valve seat materials show accelerated wear under operating conditions, especially in natural gas vehicle engines. The authors developed a new material and technological concept to protect the valve seat in CNG/LNG-powered vehicles. Two materials were used in the research: Stellite 6 alloy and Fe\(_{3}\)Al intermetal. A commonly used material for valve seats of combustion engines is Stellite 6. The Fe\(_{3}\)Al is the new proposed material coating for the protection of the valve seats of internal combustion engines. The article compares the abrasive wear resistance of these materials. The abrasion tests were performed on a T-11 pin-on-disc tester, and the counter-sample was steel S235JR. The test conditions were similar to those prevailing during the operation of the valves in the head of the internal combustion engine, without the influence of temperature. The results indicate that the Fe3Al intermetallic compound is characterised by a lower coefficient of friction and wear intensity than Stellite 6. The results of exploitation tests confirm that the Fe\(_{3}\)Al phase is a prospective material to be used as a protective material on the valve seat of vehicles. The authors made a mathematical model for the wear of the newly created surface layers and proposed hypotheses regarding the wear mechanisms of these layers.
Similar content being viewed by others


1 Introduction
The analysis of the literature data [1, 2] shows the rapid development of the natural gas sector in road and sea transport. It can be concluded that the number of transportation means using this fuel will constantly increase. Manufacturers offer a more comprehensive range of new vehicles equipped with a natural gas supply system. The automotive market includes new vehicles and diesel engine vehicles with such modifications, adapting them to run on natural gas. The improvement makes it possible to use natural gas fuel in cars which are not adjusted to it at the factory [3, 4]. The literature [3, 5] shows that using a gas installation in these types of cars changes the working environment of their structural components. Lack of surface protection of these installation elements will require more frequent vehicle servicing, regulation of their operating parameters or even their earlier replacement.
The authors of this article developed a material and technological concept for producing a surface layer protecting exhaust valve faces, characterised by better abrasive and corrosive wear resistance properties. The study has implementation potential. In addition, the authors made a mathematical model for the wear of the newly created surface layers and proposed hypotheses regarding the wear mechanisms of these layers. The research presented hitherto in the literature does not comprehensively cover the development of new materials, the technology of their application, as well as the mechanisms of their wear. The literature lacks a comprehensive analysis of both the course of the curves, the speed of wear and the cause and effect analysis of the synergistic influence of the environment and changes in the material’s structure. The results of the research obtained by the authors and the hypotheses put forward are compared to the mechanisms and models presented in the literature regarding the solutions used so far.
1.1 Unsolved problem in CNG/LNG vehicles
One of the unsolved operational problems of natural gas engines and engines with intense thermal operation is the accelerated wear of the seat of exhaust valve faces.
The most important feature that determines the operation of valve faces is the higher combustion temperature of gaseous fuel compared to conventional liquid fuel. Due to increasingly higher engine power and new emission standards, new materials are sought that could withstand ever higher mechanical and thermal loads.
Currently, valves in natural gas combustion engines are covered with a layer of superalloys, e.g. Stellite or Inconel [6, 7].
Some studies [8, 9] show that valve face protection with Stellite and Inconel does not solve the problem of their accelerated wear. A review of literature [10, 11] also does not indicate appropriate solutions. The main problem lies in the complex and too expensive technology of producing the coating layer from new materials for relatively small, conical surfaces. Such surfaces are characteristic of valve faces. In particular, the problem concerns the protection of the exhaust valve face in a diesel engine vehicle adapted to run on natural gas.
Work is underway to develop new materials with increased durability [12, 13]. Depending on the technological requirements, these can be steels with high abrasion resistance, e.g. surfaced, laser treated with coatings (e.g. thermally sprayed composite coatings containing chromium, titanium and tungsten carbides) or alloys characterised by, e.g. high durability at elevated temperatures [14, 15].
Our attention was drawn to the intermetallic phases among the available commercial materials. Their advantages, like corrosion resistance in an oxidising environment [16], significant erosion resistance and relatively low density [17], make these materials suitable for use in the operating conditions of the exhaust valve face. These properties suggest that intermetallic materials may offer better protection to a valve face than the currently produced Stellite coatings. The article’s authors decided to develop a technology for protecting valve faces for vehicles powered by CNG/LNG.
Ensuring the appropriate life cycle of valve faces in LNG- and CNG-powered vehicles is a significant problem. Valve faces are subjected to various wear mechanisms, one of which is abrasive wear. It is estimated to be one of the most common sources of intensive wear of machine components. Information in the literature shows that, in industrial conditions, it accounts for about 50% of cases [3, 4]. The durability of this vehicle element affects the vehicle’s passive safety and its impact on the environment. Several publications [7, 9, 11] showed that the combustion chamber lacks tightness in a drive unit in which the exhaust valve is damaged. The damage results include lower vehicle performance and increased methane emission to the combustion system and the atmosphere.
1.2 The aim of the article
The previous chapter showed that the modification of the fuel system allows the use of natural gas in vehicles that are not factory-ready. The modification results in different working environment for the valve face. Commercially used valve face coating materials are not suitable in the new environment. Therefore, the authors aim to develop new coating protection for valve faces. The authors chose the Fe\(_{3}\)Al intermetallic phase material.
In this article, the authors present selected research tasks carried out under the grant. The study aims to assess whether the chosen material will meet the requirements of abrasive wear resistance. Abrasive wear is a significant cause of valve face degradation. In the article, the research question was put:
“Will using a new intermetallic coating material increase the resistance to abrasive wear of valve faces?“ For that purpose, the tribological properties of valve face coating materials, such as commercially used—Stellite 6 and the newly proposed intermetallic material—Fe\(_{3}\)Al, were compared in the laboratory tests. The durability of materials is determined by testing the intensity of abrasive wear with a pin-disk tribometer [18]. The article assesses the structure of the newly created intermetallic coatings and the layer quality. The operational tests carried out during the study confirmed the possibility of using the newly developed layers in the drive unit. The results of tribological tests and microstructural investigation and their analysis provided the basis for creating a mathematical model of the wear of the newly developed seat surfaces and a comparison of the hypotheses concerning the wear mechanisms of new materials with the wear intensity of commercially used Stellite layers.
2 Materials
The tests were carried out on Stellite 6 and Fe\(_{3}\)Al intermetallic alloy. Stellite 6 is an alloy of cobalt, chromium and tungsten, which is characterised by high hardness, brittleness, resistance to abrasion, high temperatures, and good corrosion resistance [19, 20]. It is used as a material for surfacing parts working at elevated temperatures. It is commonly used on valve faces of internal combustion engines [21]. Fe3Al intermetallic compound is a material that is characterised by high resistance to oxidation and sulfidation [22]. Its limited use as a construction material was associated with a drop in strength above 600 \(^{\circ }\)C [23]. In recent years, the technology of producing intermetals has been improved by controlling the composition and microstructure. This material has been selected as the one that can replace Stellite 6 as a construction material for valve faces in internal combustion engines.
The intermetallic material was used to make the hardface of exhaust valves using the TIG method. Preliminary studies have shown that the best parameters are possessed by the surfacing made at the following parameters (Fig. 1):
-
welding current in the range of 60–70 A and arc voltage of 19 V,
-
the hardfacing speed was 70–80 mm/min,
-
the flow rate of argon shielding gas was 8 l/min.
A size6 welding scale was used to increase the uniformity of shielding gas discharge. Before hardfacing, the contact surface of the exhaust valve was chemically cleaned with acetone. Then, single-layer hardfacing was started using a tungsten electrode (2.4 mm) in a filler metal configuration in the form of a thin Fe\(_{3}\)Al wire with a cross section of 1.4 \(\times \) 1.4 [mm\(^{2}\)]. Materials prepared in this way were submitted for testing.
3 Research methods
3.1 Visual inspection and evaluation of the welds
Before testing, all samples were evaluated by visual examination. Visual testing (VT) of the surfaced coatings was performed with an eye armed with a magnifying glass at 3 times magnification—the tests were performed following the requirements of PN-EN ISO 17638, evaluation criteria according to EN ISO 5817. The results confirmed the uniformity of the coating application, with no defects such as cracks, peeling, delamination, etc. All samples were submitted for further testing.
3.2 Roentgenographic examination
The tests were performed following PN-EN ISO 17635 for non-destructive testing of welds, with general rules for metals according to PN-EN ISO 17636-2 in non-destructive testing of welds. Radiographic examination using X-rays and gamma rays with digital detectors was carried out according to PN-EN ISO 6520-1 Welding and related processes Classification of geometric welding imperfections in metals was determined using PN-EN ISO 5817 Welding, welded joints of steel, nickel, titanium and their alloys.
3.3 Tribological testing
The tests were carried out on a T-11 pin-on-disc tester. The scheme of the friction pair is shown in Fig. 1. The T-11 tester allows for registering the friction force and linear wear. The friction coefficient and wear intensity can be determined based on the collected data.

View of the scheme of the friction pair, pin (Stellite 6)—disc (steel S235JR) during the test
The test samples were in the form of a cylinder with a diameter of 3.3 mm (Stellite 6) and 6 mm (Fe\(_{3}\)Al intermetallic compound). The counter-sample was a target made of S235JR steel. The unit pressure in both cases was 1 MPa. The test time was set at 30 min. The slip velocity \(V_{p} \quad =\) 0.5 m/s was assumed. Taking into account the adopted parameters, the rotational speed of the counter-sample was determined, \(n = 240\) rpm. During the experiment, the value of friction force T was monitored, which allowed the identification of the friction coefficient µ:
where T, friction force; P, load of steel sample perpendicular to the surface of the silicate disc.
Pressure \(p_{t}\) is calculated based on the formula:
where P, load force on the sample; d, sample diameter
The measurement of sample mass before and after the test allowed us to define the intensity of wear using the formula:
where \(M_{1}\) and \(M_{2}\), mass of the sample before and after the wear test [mg]; S, distance travelled by the sample under load [m]; F, area of the sample’s cross-section [m\(^{2}\)].
3.4 Macroscopic metallographic studies
The tests were performed with the naked eye and with a magnifying glass ranging from 3\(\times \) to 50\(\times \) magnification. Visual examinations of the macrographs were performed according to PN-EN ISO 17638. The etching of the deposits was performed chemically using Nital reagent. During the examination, illumination was provided at 520 Lx (measured with a white light lux meter).
3.5 Metallographic microscopic studies (LM and SEM) and X-ray microanalysis of chemical composition
Examination of the microstructure was performed on cross-sectional samples. Preparation of the specimens involved cutting out the samples and polishing them on sandpaper with a gradation of 50 to 1000. When switching to the next paper, the polishing angle was changed by \(90^\circ \). The samples were chemically etched in Nital reagent. The samples prepared this way were observed on a light microscope (LM—light microscopy)—Olympus. A qualitative evaluation of the made welds was carried out.
The tests were performed on a PHILIPS XL scanning electron microscope. On the cross section of the hardfacing (the deposits were made analogously to the studies on the light microscope), an examination was made along the centerline of the surfacing and also at selected points. The deposits were etched with the colour method, using Beraha’s reagent.
In addition, an X-ray microanalysis of the chemical composition was performed using an EDS attachment.
3.6 Operational-validation tests
Exploitation tests were aimed at assessing whether the developed material and the surfacing technology made it possible to produce a protective coating suitable for real-world applications and how the new method affects the friction pair disturbance compared to the commercially used solution. In comparative exploitation tests, valve clearances were measured in an engine fuelled by natural gas. For this purpose, both valves with a Stellite-protected face and valves with a surfaced Fe\(_{3}\)Al intermetallic phase were installed in the engine head. The Hino H series 165 HP B53 No: UFH408218 drive unit was placed on an engine dynamometer and tested. The tests were conducted under the test methodology presented in [36]. Gap gauges were used in the test.
All test and measurement results formed the basis for developing a mathematical model and presenting a hypothesis for the wear model of the friction pair under study.
4 Research results and analysis
4.1 Results of visual and roentgenographic examinations
The results of visual testing (VT) confirmed the uniformity of the coating application, with no defects such as cracks, peeling, and delamination (Fig. 2a, b). RT tests also showed no defects or welding inconsistencies (Fig. 2c).

View of the hardfaced exhaust valve with intermetallic phase a side view; b top view; and c X-ray
4.2 Metallographic microscopic studies (LM and SEM) of the surfaced joint and assessment of the chemical composition
Microscopic examinations were aimed at checking the correctness of the connections made.

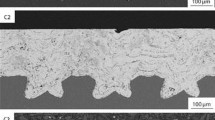
LM test a base material, b heat affected zone, c fusion line
LM and SEM studies confirmed the correct structure of the joint (Figs. 3, 4). The obtained structure of the surfacing is characterised by homogeneity in its entire volume; it is free of defects and welding inconsistencies (Fig. 3a) In the area of the joint (fusion line), no cavities, delaminations that could indicate improper bonding of materials were found (Fig. 3c).

Sintered structure a Light microscopy (LM), b Scanning electron microscopy (SEM), and c spectrum of x-ray microanalysis
The image (Fig. 4b) clearly shows the dominant single-phase character of the Fe3Al intermetallic compound with a DO3 crystal lattice. The lack of colour change within one phase indicates the absence of elemental segregation within the grains of this phase. At the grain boundary, darker areas become visible. Analysis of the chemical composition allows us to conclude that the dominant elements in the structure are Fe and Al (Table 1).
In the dark areas, elements are segregated, resulting from the micro-admixing of the alloy with zirconium (Fig. 4b, c). A local increase in the content of these elements is accompanied by a decrease in the proportion of aluminium (Table 1).
4.3 Tribological test results and analysis
On the mandrel and the disc, we can observe signs of wear caused by abrasive wear (Fig. 5a). An exemplary view of the pin (Fe\(_{3}\)Al) and the disc (S235JR steel) is shown in Fig. 5b, c.

View of the friction pair a scheme; b after the test: pin made of Fe\(_{3}\)Al, c disc made of S235JR steel
The materials were tested using an equal pressure of 1 MPa and an identical slip speed of 0.5 m/s. Each attempt was repeated three times. Figure 6a, b show the tested materials’ friction coefficient and temperature curves.

Graphs of the coefficient of friction and temperature: a Stellite 6, b Fe\(_{3}\)Al intermetallic compound
We can observe that in the case of the friction pair of Stellite—S235JR steel, the temperature rises rapidly and reaches its maximum value after about 2 min of friction. In the case of the Fe\(_{3}\)Al intermetallic alloy, the temperature increases more gently and comes to its maximum value after 30 min of friction. Based on the tests performed, the mean values of the friction coefficient and the average temperature generated for each tested material were determined. Stellite 6 was characterised by an average value of the coefficient of friction of 0.69, while the Fe\(_{3}\)Al intermetallic compound—0.64. The mean temperature values at the contact point were: Stellite 6—48\(^{\circ }\)C, Fe\(_{3}\)Al intermetallic compound – 44.5\(^{\circ }\)C. The mean values of the friction coefficients of the tested materials, calculated based on data from three tests, together with the standard deviation, are shown in Fig. 7.

Friction coefficient charts: 1—Stellite 6, 2—Fe\(_{3}\)Al
The mean temperature values of the tested materials measured in the pin at a distance of about 2 mm from the contact surface are shown in Fig. 8.

Average temperature charts: 1—Stellite 6, 2—Fe\(_{3}\)Al
Based on the loss of spindle mass, friction path and transverse surface of the spindle, average values of the wear intensity of the tested materials were determined. Stellite 6 was characterised by an average wear intensity of 1560 mg/m\(^3\), and Fe\(_3\)Al intermetallic compound of 1463 mg/m\(^{3}\). The comparison of the obtained values with the standard deviation is shown in Fig. 9.

Wear intensity charts: 1—Stellite 6, 2—Fe\(_{3}\)Al
Analysing the obtained results, we can conclude that the average values of the three tests: coefficient of friction, temperature and wear intensity, indicate that the Fe\(_{3}\)Al intermetallic compound is characterised by better tribological properties. Figure 10 shows the surface view of the tested materials. The surface structure in both cases is different.

Surfaces of tested materials: a Fe\(_{3}\)Al, b Stellite 6
In the case of Stellite 6, we can see clear traces of plastic deformation. In the case of intermetal, we see small gaps and scratches on the surface. The conducted research allowed for the tribological evaluation of Stellite 6 and the Fe\(_{3}\)Al intermetallic compound. All recorded parameters indicated that the Fe\(_{3}\)Al intermetallic alloy had better tribological properties.
4.4 Validation studies
4.4.1 Results of valve clearance measurements carried out on an engine dynamometer vs the valve face’s service life.
The measurement results (Fig. 11) obtained at the initial stage (period I of operation) are arranged along the abscissa axis differently from those obtained at the later stage of operation under test conditions. The plotted overview curves show the variable nature of the function.

Measurements of the value of deviation from nominal clearance as a function of distance travelled, with indication of estimated ranges of occurrence of successive wear stages
Initially, the slope of the function is steeper. At the end of the projected stage I, it reaches a certain value, after which it stabilises (stage II) and has a slightly increasing character. The observed changes are due to the process of clearance of the mating elements in the friction pair. According to the literature, components of machine and equipment structures wear rapidly in the initial clearance process, but this is a harmless process, as clearance is followed by a long stable working process called the period of normal wear [24,25,26,27,28]. Period I is relatively short (considering the duration of the assumed service life of the components). Its length depends on the type of materials and the way they work together. It is a critical period for the proper operation of the device. Then takes place the smoothing and matching of the mating surfaces. According to the literature, in the initial phase, material loss is quite intense (Fig. 12). Period I, also known as the incubation or initiation period, occurs in the early stages of operation.

Stages of valve face damage: a pictorial diagram based on M. Zimmermann [26] b, c observation results for the intermetallic surface in stage I—initiation period, d, e light microscopy (LM) observation of stage II—stabilisation period —- own research
At the end of the analysed period I, the actual contact area of the two parts enlarges, the intensity of wear decreases, and the state of stress and strain in the surface layer stabilises. Analogous observations were made by Wang et al. [29], among others.
In the case of the analysed data (Fig. 11) for valves with a Stellite 6 protected contact surface, the lapping period can be estimated at approximately 40,000 h. Since stage I is not as intensive, it is somewhat more challenging to determine the lapping time for valve seats cooperating with a surface protected by an intermetallic phase. Significant differences in clearance measurements with a distance of 20,000 to 40,000 km are not recorded. From the course of the curve, it can be estimated that the processes stabilise during this time.
Period II is the period of normal operation of the elements of the friction pair of the valve face—valve seat. The literature analysis in this area indicates that this period is characterised by a low occurrence of the phenomena and a reduced, almost constant, intensity of wear. A similar course of the curve is shown in the graph (Fig. 12). The service life of machinery and equipment parts is determined by this period. Therefore, further on, this period is analysed in greater detail. According to the literature, the next period (stage III) begins when the permissible clearance of a given friction pair is exceeded. Therefore, clearance measurements can be considered a guideline for predicting the wear of friction pair components.
The results of measurements obtained for period II are presented in Fig. 11. The graph shows the dependence of the deviation of clearance from the nominal value (mm) as a function of the distance covered by the vehicle. It can be concluded that the wear processes occurring in the friction pair translate into the results of valve clearance measurements. According to the literature [108], during the normal operation of friction pair components, the measured clearance deviates from the nominal value but does not exceed the so-called permissible clearance. If the permissible value is exceeded, there is a disruption of the normal cooperation of the parts, which manifests in the following effects: excessive heating, reduced mechanical efficiency, increased lubricant consumption, reduced accuracy and rigidity of the connection. The observations were also confirmed by K.J. Chun and J.H. Lim and showed that continued operation under these conditions results in the destruction or failure of the friction pair [30].
As there were no instances of measured clearance exceeding the nominal value by more than 30 percentage points during in-service laboratory tests, it was concluded that all measurement results were representative of period II operation.
4.4.2 The causal relation between the registered valve clearance and the durability of the valve face material in the second period of operation—a mathematical model
The results obtained for the period of stabilisation of the course of valve wear processes are shown in Fig. 13. The results were approximated by linear functions.

Test results obtained for the stabilisation period with the determined correlations between the recorded values of measurement deviation from the nominal clearance and the estimated distance covered by the test vehicle
The difference in the recorded average deviation of clearances from the nominal value for the different types of valves with the tested valve faces is marked. The recorded values of the difference are correspondingly higher for longer vehicle operating distances. This means that as the operating time increases, the wear of the valve components manifests itself in their increasing looseness when the car covers equal distances. The statistical significance of the observed differences was examined. Statistical tests included all the measurement results obtained (60 measurements).
To test the assumption of the equality of variances for the two groups considered (30 measurements in each), the Lavene test was performed. The value of the statistic (\(F=4.381\)) allows us to conclude that the variances are not statistically significantly different at the \(\alpha =0.05\) level (the p-value from the test is equal to 0.041). Based on the ANOVA one-way analysis of variance for the groups describing the type of valve face, it can be concluded that the clearance values are statistically significantly different at the \(\alpha =0.05\) level.

Arithmetic averages of deviations from the nominal value of valve clearances by type of face area with 95% confidence intervals
Figure 14 shows disjoint confidence intervals for the mean deviations of the clearances from the nominal value. This thesis is also supported by Tukey’s reasonable significant difference (RIR) (\(p= 0.00011\)) and Scheffe’s (\(p = 0.00000\)) tests at a significance level of \(\alpha =0.05\).
The results obtained for the stabilisation period allow us to conclude that the progressive changes in valve clearance concerning the nominal dimension during operation for valves with a Stellite-protected surface can be described by the equation of the function
The x-factor determines the rate of visor wear manifested by the registered valve clearance.
Similarly, the equation of function determining the changes in valve clearance concerning the nominal dimension was determined for valves mating with a valve face protected by an intermetallic phase binder layer. The equation of function takes the form:
The next step was to analyse the tangent of the slope angle of the determined functions. The results show that valve clearance, and valve face wear, are faster for the valve face protected with Stellite 6 than for the valve face coated with an intermetallic coating.
The tangent of the straight angle for the function f2(x) is lower. The result confirms that there is much slower wear of the intermetallic-phase-protected valve face. A valve face protected by a layer of hardfaced Fe\(_3\) Al binder will therefore be able to be operated for a longer period without the need for such frequent clearance adjustment as in the case of the valve faces protected by a layer of Stellite 6.
When observing the changes in the function for the stabilisation period, their linear nature should be emphasised. Comparing the results with literature data, it should be assumed that the friction pair wear process is dominantly influenced by only one of the materials. For example, the authors X. Liang, G. Strong, et al. studied, among other things, the deformation of seat material and valve material occurring under typical engine operating conditions [31]. The wear they recorded was nonlinear, indicating frictional wear of both the valve seat and valve face. In the same publication, the authors showed that if the wear process is dominated by one or the other material in the valve face-valve seat friction pair, e.g. as when hard seats are used with valves of lower hardness, the wear model can be simplified by reducing it to a single material wear analysis. Also, the analysis of valve wear phenomena carried out by Peter [28] testifies to the so-called non-steady-state nature of the wear process of the friction pair in the valve face—valve seat system. Numerous authors also suggest that most of the abrasive-type wear causing recession occurs on the securing surface of the valve rather than on the mating surface—the seat material. The effect of abrasive wear on valve seats and assembly tolerances and lack of concentricity of automotive exhaust valves as a cause of valve face failure has been presented by Roth [32]. In turn, the authors Malatesta and Barber confirmed that valve insert misalignment is the main contributor to valve face wear [33], rather than abrasive wear of the sliding type.
The predominant nature of tribological wear during proper component assembly is generally observed on the valve face material. Under such conditions, the graph of component wear over time is linear. Considering this and analysing the chart, it must be concluded that the main wear occurs on the valve face.
In addition, by drawing a line parallel to the x-axis (distance km) through a point with a value of 0.072 mm on the y-axis (the point corresponding to the maximum average recorded clearance deviation from the nominal value) and plotting the trend line f2(x) on the graph for the measured values, an intersection point can be obtained, which corresponds to the probable wear of a valve face protected by a hardfacing of Fe\(_{3}\)Al alloy at a level corresponding to the wear of a valve face covered by a hardfacing of Stellite 6 after a distance of approx. 100,000 km. By projecting the intersection point of these lines (blue dotted lines in the diagram), the expected distance after which this wear will occur can be determined (Fig. 15).

Predicted further deviation of valve clearance from the nominal value depending on the distance travelled by the vehicle (color figure online)
The data indicate that the average distance can be estimated at more than 260,000 km of vehicle operation (the value read from the chart is 267,000 km). Therefore, the estimated difference in the operating distance of a vehicle with a valve face protected by a hardfacing of Stellite 6 and a valve face protected by an intermetallic layer, leading to wear of the faces in the analysed vehicles at the same level, is more than 160,000 km. The result is illustrative and only shows the advantage of using valve faces with Fe\(_{3}\)Al filler under the studied operating conditions.
4.5 Mechanism hypothesis for modelling valve face wear
The differences between the waveforms of the functions approximating the results obtained for a valve face protected with a layer of Stellite 6 and a valve face protected with an intermetallic layer are due to overlapping corrosion-erosion wear factors. Comparison of the results of tribological measurements with the results of operational laboratory tests allows us to observe that, at elevated temperatures, wear processes are much more intensive for valve faces protected with a layer of Stellite than for those protected with an intermetallic hardfacing. In the tribological studies presented earlier, the recorded differences in abrasive wear indicated better properties of the intermetallic coatings, but the recorded differences were not as significant.
Complications emerged during the validation studies performed, as tribochemical factors (oxidation and exposure to corrosive gases), and temperature cycles change the wear conditions over the lifetime of the components. Similar observations were made by Wang and Schaefer [34], among others. They showed that:
-
the processes involved in the wear of valve face components depend on the reduction in the friction coefficient of the materials used, which translates into abrasive wear,
-
in the case of elevated temperatures, they noted that corrosion processes significantly influence abrasive wear and that the test result depends on both the coefficient of friction and the corrosion resistance of the alloy.
Numerous publications in the field of wear occurring in the valve seat—valve face friction pair confirm that operating conditions directly affect the contact area of the friction pairs [35, 36]. Since the wear profile can vary from one location to another along the perimeter of the valve face plate, even on the same valve, modelling the overall wear profile is considered impractical, particularly for multiphase materials (such as the analysed Stellite layers). Multiphase coatings exhibit varying high-temperature resistance properties, which may contribute to their accelerated degradation under complex corrosion-erosion interaction conditions, particularly within one of the phases. Such observations are corroborated by a scientific study on the transformation to the sigma phase, which is unfavourable for corrosion-erosion processes conducted by Adhe and Kain [37]. According to their data, annealing in the temperature range 540-925\(^{\circ }\)C (i.e. the operating temperature of exhaust valve faces) can cause the separation of a hard and brittle sigma phase, negatively affecting the corrosion resistance and ductility of alloys.
In the case of the Stellite layers analysed, the phase \(\textrm{g} \lambda \) is present in the material structure. Its transformation during heating into the more favourable Cr phase (BCC) occurs at higher temperatures; however, it should be emphasised that the nature of the engine loads and the temperature during operation and start-ups are variable, which prevents the transformation of the analysed phase. This explains the Stellite 6 protected valve’s accelerated degradation under operating conditions at elevated temperatures and a complex corrosion and erosion environment. This topic is vital to the ongoing research process and requires ongoing exploration. In this paper, the detailed wear mechanism of the Stellite layers is not addressed, as it is beyond the scope of the study.
On the other hand, the slower wear of the intermetallic layer under laboratory test conditions on an engine dynamometer can be linked to the analysed homogeneous coating structure, as seen in Fig. 3. The structure typical of the Fe3Al phase is a stable structure over a wide temperature range as well as chemical composition. Zirconium non-metallic inclusions were observed at the grain boundaries (Fig. 4, Table 1). This most likely creates an effective barrier against diffusion processes across grain boundaries, slowing down corrosion processes. The conjecture is in agreement with literature data and the mechanism presented by authors Cueff and Buscail [38] and Pint [39] of a mechanism for slowing down diffusion processes due to doping intermetallic phases with, for example, zirconium or yttrium. Results of work related to the influence of zirconium on corrosion-erosion processes have been presented in [40,41,42], among others. The proposed hypothesis explains the observed lower wear of the valve face protected by the intermetallic phase under laboratory operating test conditions, manifested by the registered lower upsetting of the valve seat - valve seat system. It is also consistent with the views presented in [29, 35] regarding the role of the corrosion process and temperature distribution on the abrasive wear of valve faces.
Several process modelling scenarios have also been presented in the literature, explaining the dependence of the wear profile of valve stubs on their operating conditions [27, 42,43,44]. The most suitable literature model for the case of valve face wear analysed and recorded in the thesis was presented in [27]. The author of the model took into account:
-
the so-called initial wear period, in which the dominant wear processes have evolved to their steady-state rate in the early stages of operation,
-
the hardening of the material and the increase in nominal contact area (which reduces the load per unit area) and the slowing down of the process in the next stage of service testing,
-
adverse processes affecting the abrasion rate with time or number of cycles, resulting from the accumulation of oxides and tribo-layers between the contact surfaces,
-
the competition between the above-mentioned factors results in a complex, nonlinear behaviour of the function determining the dependence of material wear in all cycle periods.
The model explains the course of changes in tribological wear of the valve face (shape of the curve). Still, the speed of these changes is additionally dependent on the material structure, the geometry of the valve head, the length of time and intensity of use during the incubation process, the mechanism for the delayed start of the abrasion process and the reduction in the amount of strain per impact cycle as the contact surfaces harden during valve face use, etc. In summary, it must be concluded that hardfacing with an intermetallic phase filler is suitable for use in the tested drive unit. They work correctly within the valve seat friction pair. Therefore, it can be concluded that they have passed the validation tests (Fig. 16).

Picture of valves after operation in the test drive unit adapted to natural gas supply: a with Fe\(_{3}\)Al hardfacing, b with Stellite 6 reinforced face
The analysed valve faces with intermetallic coating show lower wear, manifested by lower recorded values of deviation of valve clearance from the nominal value during the entire service process, compared to valve clearance measured for valve seats cooperating with the seats protected by a layer of Stellite 6. The newly developed valve face material reduces the number of valve clearance adjustments.
5 Conclusion
Developing a method for increasing the service life of valve faces in CNG/LNG-powered vehicles requires the appropriate selection of material and technology. Based on the presented research, it can be concluded that the proposed material for protecting the valve face is a good solution. The material has better tribological properties in the test conditions than Stellite 6. The hardface layers of both materials are characterised by comparable hardness. A detailed analysis of the cause-and-effect relationships and wear mechanism of the exhaust valve face protection materials confirmed that the analysed friction pair has a predominantly tribological—abrasive—wear character.
During the research and analysis of their results, it was noted that when the materials are used at elevated temperatures, abrasive wear is significantly affected by corrosion processes. The test result depends on the coefficient of friction and the corrosion resistance of the alloy. As a result of analysing the phenomena and mechanisms presented in the literature and comparing them with the obtained test results, a hypothesis was proposed to explain the slower wear of valve abutments protected by the intermetallic phase compared to faces protected by the material—Stellite 6. It was concluded that an effective barrier is formed in the newly developed coating, counteracting diffusion processes across grain boundaries and slowing down corrosion processes, which leads to an increase in the wear resistance of the coating during operation.
Analysis of the presented results leads to the following conclusions:
-
Fe\(_{3}\)Al intermetallic compound in the applied test conditions is characterised by a friction coefficient lower by about 7% compared to Stellite 6,
-
Fe\(_{3}\)Al intermetallic compound in the applied test conditions is characterised by a wear intensity lower by about 6% compared to Stellite 6,
-
the temperature generated in the sliding contact in the case of the friction pair Stellite 6—S235JR steel reaches its maximum value after about 2 min and remains constant throughout the test,
-
the temperature generated in the sliding contact in the Fe\(_{3}\)Al intermetallic compound friction pair—S235JR steel increases during the test and reaches its maximum value after 30 min (at the end of the test).
-
High-performance properties characterised the developed surfacing layers made of Fe\(_{3}\)Al phase alloys under the operating conditions of the tested (during laboratory tests) drive unit, manifested by obtaining more minor deviations of the registered value of valve clearance from the nominal value, set by the manufacturer.
-
The largest deviation in the value of valve clearance was registered for valve no. 2 with a valve face protected with Stellite 6. The deviation was 0.08 mm. The highest deviation of the measured valve clearance value, registered for valve no. 2 with a valve face protected with surfaced intermetallic layer, was 37.5 points lower. This means that the tested valve with a valve face protected by the Fe\(_{3}\)Al phase does not require as frequent adjustment as the valve with a valve face protected by a layer of Stellite 6.
At this stage of the research, the results cannot be applied to the actual operating conditions of the valve faces. The tests were carried out at a room temperature of \(24\,^\circ \)C. Both materials operate at elevated temperatures in most applications. In the future, tribological tests should be carried out considering elevated temperatures, at which the tested materials may show completely different tribological properties. Further investigations will also include laboratory and operational tests of the finished intermetallic coatings.
References
Book report: International Energy Outlook 2016 with Projections to 2040, U.S. Department of Energy. Washington. 2016. 290 p
Yeh, S.: An empirical analysis on the adoption of alternative fuel vehicles. The case of natural gas vehicles. Energy Policy 35(11), 5865–5875 (2007)
Kumar, G., Akhil, G.: Conversion of diesel Engine to CNG engine. Int. J. Sci. Res. 6(2), 874–877 (2017)
Krishna, R.S.: Conversion of diesel engine to CNG engine of commercial vehicles and emission control. Int. J. Mech. Prod. Eng. 6(11), 71–76 (2018)
Khan, M.I., Yasmin, T., Shakoor, A.: Technical overview of compressed natural gas (CNG) as a transportation fuel. Renewable Sustain. Energy Rev. 51, 785–797 (2015)
Zhiyuan, Z., Chun, O., Yanxin, O., Zhou, X.: Wear characteristic of Stellite 6 Alloy hardfacing layer by plasma arc surfacing processes. Hindawi Scan. 8, 1–7 (2007). https://doi.org/10.1155/2017/6097486
Kumar, G.U., Mamilla, R.V.: Failure analysis of internal combustion engine valves by using analyst. Am. Int. J. Res. Sci. Technol. Eng. Math. 5(2), 169–173 (2014)
Kamiński, M., Budzyński, P.: Tribological properties of Stellite 6 cobalt alloy implanted with nitrogen ions determined in the tests conducted in engine fuel atmosphere, Advances in Science and Technology. Res. J. 11(4), 215–219 (2017)
Birol, Y.: High temperature sliding wear behaviour of Inconel 617 and Stellite 6 alloys. Wear 269, 664–671 (2010)
Liu, R., Yang, Q., Gao, F.: Tribological Behaviour of Stellite 720 Coating under Block-on-Ring Wear Test. Mater. Sci. Appl. 3, 756–762 (2012)
Forsberg, P., Hollman, P., Jacobson, S.: Wear mechanism study of exhaust valve system in modern heavy duty combustion engines. Wear 271(9–10), 2477–2484 (2011)
Lewis, R., Dwyer-Joyce, R.S.: Wear of diesel engine inlet valves and seat inserts. Proc. Inst. Mech. Eng. Part D J. Autom. Eng. 216(3), 205–210 (2002)
Singh, R., Kumar, D., Mishra, S.K., Tiwari, S.K.: Laser cladding of Stellite 6 on stainless steel to enhance solid particle erosion and cavitation resistance. Surf. Coat. Technol. 251(25), 87–97 (2014)
Patent: US 20090078906. Valve with Thin-Film Coating. Publ. 26.03.209. 8p
Liu, R., Yang, Q., Gao, F.: Tribological behaviour of Stellite 720 Coating under Block-on-Ring Wear Test. Mater. Sci. Appl. 3(11), 756–762 (2012)
Jabłońska, M., Jasik, A., Hanc, A.: Structure and some mechanical properties of Fe\(_{3}\)Al-based cast alloys. Arch. Metall. Mater. 54(3), 731–739 (2009)
Rosas, G., Esparza, R., Bedolla-Jacuinde, A., Perez-Campos, R.: Room temperature mechanical properties of Fe\(_{3}\)Al intermetallic alloys with Li and Ni additions. J. Mater. Eng. Perform. 18, 57–61 (2009)
Tarasiuk, W., Piwnik, J., Węgrzyn, T., Sietelski, D.: Wear resistance of steel 20MnCr5 after surfacing with micro-jet cooling. Arch. Foundry Eng. 16(3), 121–124 (2016)
Navas, C., Conde, A., Cadenas, M., De Damborenea, J.: Tribological properties of laser clad Stellite 6 coatings on steel substrates. Surf. Eng. 22(1), 26–34 (2006)
Breda, L.A., Mascarenhas, J., de Oliveira, G., Portela, A.T., Ferreira, C.V.: Reducing the development life cycle of automotive valves and seat valves using a new workbench for high temperature wear testing. Procedia CIRP 29, 833–838 (2015)
Hu, P., Liu, R., Liu, J., McRae, G., Yao, M.X., Collier, R.: Advanced Stellite alloys with improved metal-on-metal bearing for hip implants. Mater. Corros. 60, 424–432 (2014)
Salazar, M., Albiter, A., Rosas, G., Perez, R.: Structural and mechanical properties of the AlFe intermetallic alloy with Li, Ce and Ni additions. Mater. Sci. Eng. A 351, 154–159 (2003)
McKamey, C., DeVan, J., Tortorelli, P., Sikka, V.: A review of recent developments in Fe\(_{3}\)Al-based alloys. J. Mater. Res. 6(8), 1779–1805 (1991)
Lasocki, J.: Assessment of the Life Cycle of a Car due to Its Operation. Doctoral dissertation, Faculty of Automotive and Construction Machinery Engineering, Warsaw University of Technology (2014)
Szczepański, T.: Method of assessing the functional properties of an internal combustion engine in dynamic states. Doctoral dissertation, Faculty of Automobiles and Working Machines, Warsaw University of Technology (2015)
Zimmermann, M.: Vorlesung Schadensanalyse Reibung und Verschleiß, Technische Uniwersitat Dresen, pp. 1–58. https://tudresden.de/ing/maschinenwesen/ifww/wpc/ressourcen/dateien/verschleiss?lang=en. 2 May 2021
Rocha, C.A., Sales, W.F., Sperb de Barcellos, C., Abrão, A.M.: Evaluation of the wear mechanisms and surface parameters when machining internal combustion engine valve seats using PCBN tools. J. Mater. Process. Technol. 145, 3 (2004)
Peter, J.: A, Wear model for diesel engine exhaust valves. Blau Materials Science and Technology. U.S. Department of Energy, Report of the United States Government (2009)
Wang, Y.S., Narasimhan, S., Larsen, J.M., Larson, J.E., Barber, G.C.: The effect of operating conditions on heavy duty engine valve seat wear. Wear 201, 15–25 (1996)
Chun, K.J., Lim, J.H., Hong, J.S.: A study of exhaust valve and seat insert wear depending on cycle numbers. Wear 263, 1147–1157 (2007)
Liang, X., Strong, G., Eickmeyer, D., Myers, K.: A study of valve seat insert wear mechanizmy. SAE Paper 1999-01-3673, Soc. of Automotive Engineers, Warrendale, 12 (1999)
Roth, G.: Fatigue Analysis Methodology for Predicting Engine Valve Life, SAE Paper 2003-01-0726. Soc. of Automotive Engineers, Warrendale, PA (2003)
Malatesta, M.J., Barber, G.C., Larson, J.M., Narasimhan, S.L.: Development of a laboratory bench test to simulate seat wear of engine poppet valves. Tribol. Trans. 35 (1993)
Wang, Y.S., Schaefer, S.K., Bennett, C., Barber, G.C.: Wear mechanisms of valve seat and insert in heavy duty diesel engine. SAE Paper No. 952476, Soc. of Automotive Engineers, Warrendale, PA (1995)
Schaefer, S.K., Larsen, J.M., Jenkins, L.F., Wang, Y.: Evolution of heavy duty engine, valves–materials and design. In: Bolton, H.A., Larsen, J.M. (eds.) Valvetrain System Design and Materials. ASM International, Materials Park (1997)
Cybulko, P.: Reduction of exhaust valve wear in combustion engines powered by CNG/LNG fuels with the use of Fe-Al intermetallic phases. Ph.D. dissertation, Silesian University of Technology (2022)
Adhe, K.M., Kain, V., Madangopal, K., Gadiyar, H.S.: Influence of sigma-phase formation on the localized corrosion behavior of a duplex stainless steel. J. Mater. Eng. Perform. 5, 500–506 (1996)
Issartel, C., Buscail, H., Caudron, E.: i in Influence of yttrium as alloying element on the oxidation at 1100\(^{\circ }\)C of a model alumina-forming alloy. Matériaux & Tech. 91, 7–9 (2003)
Pint, B.A.: Experimental observations in support of the dynamic-segregation theory to explain the reactive-element effect. Oxid. Met. 45, 1–2 (1996)
Narasimhan, S.L., Larson, J.M., Whelan, E.P.: Wear characterization of new nickel-base alloys for internal combustion engine valve SEAT applications. Wear 74, 213–227 (1981)
Xu, C.H., Wu, Y., Li, Q.: Oxidaion behaviour of FeAl intermetallics. The effects of Y and/or Zr on isothermal oxidation kinetics. Intermetalics 8, 7 (2000)
Gedevanishvili, S., Deevi, S.C.: The effect of Zr0\(_{2\, }\)grinding media on the attrition milling of FeAl with Y\(_{2}\)O\(_{3}\). Mater. Sci. Eng. 369, 1–2 (2004)
Lewis, R., Dwyer-Joyce, R.S.: Design Tools for Prediction of Valve Recession and Solving Valve/Seat Failure Problems. SAE Paper 2001-01-1987. Soc. of Automotive Engineers, Warrendale, PA (2001)
Slatter, T., Lewis, R., Dwyer-Joyce, R.S.: Valve Recession Modelling. SAE Paper 2006-01-0365. Soc. of Automotive Engineers, Warrendale, PA (2006)
Acknowledgements
The presented research was funded by Silesian University of Technology Grant Number BK-277/RT1/2021 and BK-270/RT1/2022.
Author information
Authors and Affiliations
Corresponding author
Additional information
Communicated by Andreas Öchsner.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Szczucka-Lasota, B., Wȩgrzyn, T., Tarasiuk, W. et al. Abrasive wear resistance of Fe\(_{{3}}\)Al and Stellite 6 coatings for the protection of valve faces. Continuum Mech. Thermodyn. (2023). https://doi.org/10.1007/s00161-023-01230-y
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00161-023-01230-y