
Abstract
The solar-powered membrane distillation (SPMD) process can improve the energy efficiency by using solar energy as a heat source. However, the SPMD process can only be intermittently operated due to the variation of the daily solar irradiation. In this study, effects of intermittent modes (IMs with/without temperature variations (IM-1/IM-2)) and continuous mode (CM) on scaling and wetting are investigated according to three types of shutdown protocols (P1: non-draining, P2: draining, P3: flushing after draining). A direct contact membrane distillation coupled with a real-time visualization system using the normalized light intensity and SEM-EDS are used for analysis of the MD performance in each condition. Consequently, scaling and wetting tendencies of SPMD at P3 are lowest among the tested shutdown protocols. Furthermore, scaling and wetting in CM and IM (IM-1 and IM-2) at P3 show low differences, indicating that shutdown protocols have a more profound effect than temperature variations and operation mode.
Similar content being viewed by others
Introduction
Membrane distillation (MD) is a process that uses the vapor pressure difference generated by the temperature difference between the feed and permeate1,2,3; it is driven by the principle that water vapor evaporated from the surface of the porous and hydrophobic membrane moves to the permeate side through the pores and is condensed into treated water2,4. The MD process theoretically removes 100% of non-volatile substances and can be operated at lower temperatures (60–90 °C) than those used in commercialized thermal desalination processes and at lower pressures than those in reverse osmosis processes2,5. Therefore, it has been extensively evaluated for its applicability to seawater desalination and zero-discharge systems because it can treat highly concentrated solutions6,7. In particular, the MD process has drawn attention as a replacement for the seawater reverse osmosis process because renewable heating sources such as solar power or waste heat can economically compensate for the thermal energy required for the MD process8.
However, scaling and wetting are important problems in MD process. According to previous studies, the major substances causing fouling in the MD process for seawater desalination are CaCO3 and CaSO49. Moreover, CaCO3 and CaSO4 are easier to precipitate in the MD process driven at 40–60 degrees compared to the non-thermal process such as reverse osmosis operated at 20–30 degrees. Also severe scale tendency occurs at the higher operating temperature10. CaCO3 reaches the supersaturation level at the initial concentration in seawater and the operating temperature, while CaSO4 exceeds the supersaturation level when the feed solution is thickened during the MD process11. According to Kim11, CaSO4 scale is observed on the membrane surface when the seawater is concentrated up to 3.5 times. In addition, Mg-based scales have been reported to have a high potential for fouling in seawater desalination.
In particular, membrane wetting occurs only in the MD process because of direct water penetration across the hydrophobic MD membrane, which deteriorates the quality of the treated water and leads to an additional process during the recovery of the contaminated membrane12,13. According to previous studies, membrane wetting can be caused by pressure spikes14, temperature changes due to temporary shutdown15, surface adhesion of surfactants and organic substances on the membrane surface16,17, and penetration of scales14. Wetting caused by temperature and pressure changes can be prevented and dealt by paying close attention to the operation. Wetting by organic matter in seawater has a relatively low effect, owing to the small amount of organic matter in seawater. However, membrane wetting caused by scaling damages the membrane structure18 and deteriorates the quality of the treated water and the system on the permeate side, including pipe lines19,20. Therefore, wetting can delay system recovery for the next operation cycle.
Recently, interest in sustainable technologies that reduce energy consumption has increased. Since the MD process can be operated at a lower temperature than the thermal desalination, it can be operated by combining with waste heat or renewable energy. The solar-powered membrane distillation (SPMD) is a representative MD process operated with renewable energy, in particular with a solar thermal. Scaling and wetting in SPMD process, which is operated intermittently, is important problem to be considered as like in MD process operated continuously. According to previous studies21, scaling and wetting occur significantly in the SPMD. The SPMD works during the daytime when a solar panel is irradiated and stops in the evening when there is no sunlight. Therefore, the SPMD process is commonly operated intermittently22,23. An intermittent operation can cause variations in the quantity and quality of water. According to Hejazi23, the flux fluctuated in the range of 3 to 14 L m−2 h−1, owing to the daily temperature variations being 50 to 70 °C for 5 h a day. Guillen–Burrieza24 reported that the treated water quality deteriorated rapidly for 1 h after the MD system was resumed. This phenomenon was explained to be a result of the formation of crystals on the membrane surface during cooling of the membrane after operation at a high temperature, thereby causing water quality deterioration. Based on this phenomenon, it was expected that membrane wetting would be low in continuous operation. Guillen–Burrieza25 performed the soaking the membrane into the 80 °C of seawater and drying the membrane by taking out of beakers to simulate wet/dry condition occurred in the intermittent mode, without an actual MD operation. The test was aimed to understand the interaction between salts and MD membrane only caused by the wet/dry condition, ignoring the uncontrolled factors such as variation in flux and temperature and pressure spike that occur during the actual MD process. As a result, contact angle of membrane was steadily decreased due to severe scaling, and PVDF membrane lost the hydrophobicity showing the contact angle lower than 90° after the first week. Therefore, the intermittent operation could cause more severe scaling and wetting phenomenon than in continuous operation.
In addition, selection of shutdown protocol has significant effects on scaling and wetting during the intermittent operation in SPMD. In previous studies, membrane module was drained and dried after operation until next operation22,24. In this case, distillate quality was deteriorated with a beginning of next operation after shutdown period21. Also, severe scaling and wetting were reported during the shutdown period if membrane was dried without rinsing and cleaning26,27. Based on the high impacts of shutdown protocol on scaling and wetting in SPMD process, Hejazi23 compared different shutdown protocols to SPMD system e.g. 1. wash and drain 2. drain, and 3. on/off (without drain), and suggested that the on/off protocol was the best choice since scales formed on the membrane during the shutdown period in the drain protocol. However, Li26 pointed that periodic cleaning and drying is crucial to achieve stable performance of hydrophobic membrane in SPMD process. In SPMD studies, the impact of the shutdown protocol on scaling and wetting was evaluated through indirect experimental result such as electrical conductivity and flux. Therefore, in order to select a protocol suitable for stable and long-term operation, it is necessary to compare and analyze the morphologies of scaling and wetting tendency according to the protocol type by applying various analysis methods under the same conditions.
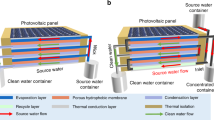
There are two types of SPMD: a compact system (one loop system) in which feed water is directly heated through a collector and then flows into the module, and a two-loop system in which a collector and heat exchanger are installed separately and feed water is heated through a heat exchanger. Direct circulation in a compact system can cause corrosion of the equipment. In addition, the two-loop system has higher stability against corrosion compared to the compact system, and is mainly applied in combination with a heat storage device28,29. In addition, in the case of the compact system, since the solar heat directly heats the feed water, the operating temperature varies greatly depending on the amount of solar energy. The two-loop system combined with the heat storage device can set the temperature and keep it constant.
To understand the scaling and wetting phenomena, a monitoring system was applied to the MD process. Monitoring systems enable the detection of the occurrence of scaling and wetting in terms of space and time during operation in real-time30,31. Furthermore, monitoring images collected by a camera can be quantified by image processing32. In a previous study, an optical coherence tomography (OCT) system was applied to the MD process to observe scaling30. This system enabled the observation of the critical point of scale formation by CaSO4. Furthermore, the MD process requires a system that can simultaneously detect scaling and wetting as these phenomena are interrelated. Therefore, the improved monitoring system using light sources31,33 and a scanning electron microscopy-energy dispersion spectrometry (SEM-EDS) analysis34 has been proposed, which aids in determining the causes and correlations of scaling and wetting.
SPMD research is mostly focused on improving thermal efficiency. However, the understanding of scaling and wetting in the intermittent SPMD process, which is important phenomena in MD process, is still lacking. Therefore, this study intensively studies scaling and wetting in SPMD operated intermittently, and proposes a more stable method for SPMD operation.
Firstly, the effect of the shutdown protocol was analyzed. In the intermittent operation mode, the shutdown protocol can act as an important influencing factor on scaling and wetting. Therefore, shutdown protocols that have been applied in previous studies are selected, and an optimal protocol based on the scaling and membrane wetting phenomenon according to each protocol is proposed.
Second, scaling and wetting in the intermittent operation mode and the continuous operation mode are compared to verify the impact of operation modes. By comparing scaling and wetting in intermittent operation and continuous operation under the same conditions, it is intended to suggest stable intermittent operation from scaling and wetting. Here, the compact system with temperature change (IM-1) and two loop system coupled with heat storage (IM-2) without temperature change were analyzed separately for the intermittent operation mode. In addition, in previous studies, scaling and wetting were analyzed depending on flux and EC values. A major feature of this study is that in-situ (visualization system) and ex-situ (SEM-EDS) method are applied to the analysis of scaling and wetting in the SPMD process.
Results
Effect of shutdown protocol on fouling and wetting (experimental)
As shown in Fig. 1a, the flux of the MD process in the intermittent mode of operation using three different shutdown protocols up to four cycles followed the temperature variations in Fig. 4. The average maximum flux of each cycle in P1 (non-draining) was 66.5, 65.0, 63.6 and 32.7 kg m−2 h−1, and the average maximum flux of each cycle in P2 (draining) was 68.5. 67.3, 66.2, and 46.7 kg m−2 h−1. In addition, the average maximum flux of each cycle in P3 (flushing after draining) was 66.9, 66.0, 59.8, and 57.3 kg m−2 h−1. The fluxes of the three experimental conditions were the highest in the first cycle and then gradually decreased, and the flux reduction rate was the highest in cycle 4. The average maximum flux at cycle 4 was 14% lower than that at cycle 1 when the shutdown protocol P3 was applied, as compared to the flux reduction of 51% and 32% for shutdown protocols P1 and P2, respectively. This gradual decrease in flux could be explained by membrane fouling and the increasing concentration of salts in the feed solutions. In addition, the concentration rate of each condition was the same as VCF 1.2 in cycle 1, VCF 1.5 in cycle 2, and VCF 2.0 in cycle 3. The concentration rate of cycle 4 under the conditions of P1 and P2 was the same as VCF 2.5, however, cycle 4 of P3 was operated up to VCF 2.7. Therefore, it was verified that the scaling tendency appears differently depending on shutdown protocols, showing the highest concentrate rate in P3.

Results of intermittent mode with temperature variation (IM-1) in different shutdown protocols (P1-P3) according to the VCFs: (a) water flux (b) electrical conductivity (EC) of distillate water, (c) normalized light intensity of visualization images and visualization images (d) at P1 (VCF 1.9, 21 h), (e) at P2 (VCF 1.5, 16 h), (f) at P2 (VCF 2.0, 16.3 h), (g) at P3 (VCF 1.5, 16 h), and (h) at P3 (VCF 2.0, 24 h).
Figure 1b shows the variation in electrical conductivity (EC), and the increase of EC value means that deterioration of treated water quality indicating the wetting tendency. At the start of each cycle, the electrical conductivity increased compared to the last value of the previous cycle (Fig. 1b). Comparing the electrical conductivity values of each protocol (Table 1), the electrical conductivity at VCF of 2.5 was the highest in P1. The electrical conductivity of P1 was 4.5 μS cm−1 after the end of cycle 1 and increased to 7.3 μS cm−1 after the start of cycle 2. It increased from 6.1 μS cm−1 at the end of cycle 2 to 11.9 μS cm−1 at the start of cycle 3, and from 10.4 μS cm−1 at the end of cycle 3 to 12.4 μS cm−1 at the start of cycle 4. In the case of P2 and P3, the electrical conductivity increased after the start of the next cycle; however, the degree of increase was negligible in P3. Based on this result, it was verified that distillate quality can be changed according to the shutdown protocols, and it was verified that the selection of P3 protocol enabled to keep the stability of water quality from the wetting.
Effect of shutdown protocol on fouling and wetting (real-time observation)
Figure 1c shows the variations in the normalized light intensity value of IM-1 for the three types of shutdown protocols (P1: non-draining, P2: draining, P3: flushing after draining). The normalized light intensity value can be decreased by scaling deposited on the membrane surface and increased by feed water and scaling penetrated into the hydrophobic membrane. Therefore, the decreasing and increasing normalized light intensity values imply the occurrence of scaling and wetting, respectively.
The normalized light intensity values in three types of protocols were slightly increased at VCF 1.1 (4 h) in the range of 1.0–1.1 and then decreased again at the first cycle. It is expected that the light transmittance was increased owing to the improvement of the flux. In addition, significant decrease in the normalized light intensity value was observed in common from cycle 3 of three types of protocols, confirming that scale formation started from cycle 3. The normalized light intensity value showed decreasing trend up to 4 cycle in P2 and P3, and the trend was greater at P2 than P3. In particularly, the largest variation of normalized light intensity value in cycle 3 was observed in P1 among the shutdown protocols. The normalized light intensity value decreased at a VCF of 1.8 (20 h) and increased sharply when it exceeded 1.9 (21 h) in P1. It was inferred that a scale began to be formed at a VCF of 1.8 (20 h), at which the light intensity value started to decrease in P1. In addition, white spots indicating full wetting33 started to form at the two inlet points when VCF became 1.9 (21 h) (Fig. 1d) and normalized light intensity started to increase (Fig. 1c) in P1. As like the normalized light intensity trend of P1, the formation of scale in the MD process is related to wetting. In the seawater composition used in this study, scale formation appeared from VCF 1.8. So that membrane cleaning or flushing is required before feed concentration reaches VCF 1.8 to prevent scaling and wetting. Also, among the three protocols, normalized light intensity changes were significant in the order of P1 > P2 > P3, indicating the degree of scaling and wetting. The scale tendency depending on the protocol could be proven through SEM-EDS results.
Figure 2a–c shows the membrane surface after cycle 3 in intermittent mode with temperature variation (IM-1). In P1 and P2 conditions, a relatively large amount of CaCO3 covers the membrane surface, and a relatively small quantity of CaCO3 scales in P3 were detected than in P1 and P2. Also, a porous membrane structure is observed with the CaCO3 scale in P3. It means that scaling was less severe in P3 compared to P1 and P2.

The SEM-EDS results in the intermittent mode with temperature variation (IM-1) according to the shutdown protocols; (a) non-draining protocol (P1, VCF 2.0, 24 h), (b) draining protocol (P2, VCF 2.0, 24 h) and (c) flushing after draining protocol (P3, VCF 2.0, 24 h) in cycle 3, and (d) draining protocol (P2) without rinsing and (e) draining protocol (P2) with rinsing in cycle 1. Red scale bar for Fig. 2a–c: 40 μm and green scale bar for Fig. 2d, e: 10 μm.
In case of P2, the normalized light intensity values in cycle 2, 3, and 4 tended to rise rapidly within 1 h of operation. Visualization images showed that scaling gradually faded from the beginning of the operation and then almost disappeared after 20 min (Fig. 1e, f). The variations in normalized light intensity from the initial period to 1 h of operation were approximately 23% in cycle 2 and 21% in cycle 3. It is worth mentioning that the scale formed on the surface is partially recovered by cross-flow after the start of operation, although a scale is formed on the surface due to drying of the membrane in P2. Figure 2d shows the scale formation caused by drying of high saline feed solution remaining on the membrane surface. Also Fig. 2e shows the membrane obtained by washing the dried membrane after one day. It can be verified that the observed scale in Fig. 2d has almost disappeared. Based on this, it is expected that the scale formed in Fig. 2d is not strongly fixed to the membrane and can be successfully removed by cross flow after re-operation.
In case of P3, least variable normalized light intensity value in the range of 0.9–1.1 was identified, indicating stable performance among the shutdown protocols. The normalized light intensity value in cycle 3 decreased significantly compared to the normalized light intensity values in cycles 1 and 2, and in cycle 4 it was relatively constant (Fig. 1g, h). In addition, the normalized light intensity value at the beginning of cycle did not show a tendency to increase rapidly during the initial 1 h, and the initial value was relatively high in cycles 2, 3, and 4 compared to P2. This means that membrane in P3 was successfully controlled against scaling and wetting during the shutdown period. Therefore, among the three protocols, P3 was determined as the optimal protocol.
Effect of operational mode on fouling and wetting (experimental)
The fouling and wetting phenomena were verified depending on the different operation modes. In the case of intermittent mode without temperature variations (IM-2) at P3 (flushing after draining) (Fig. 3a), the average flux from cycles 1 to 4 gradually decreased to 32.5, 30.5, 29.8, and 28.0 kg m−2 h−1. The concentration rate of each cycle was VCF 1.2 in cycle 1, VCF 1.5 in cycle 2, VCF 2.0 in cycle 3, and VCF 2.8 in cycle 4. Compared with the results of P3 for intermittent mode with temperature variations (IM-1), the same concentration rate was observed up to cycle 3. In addition, intermittent mode with temperature variation (IM-1) at P3 was concentrated up to VCF 2.7 in cycle 4, indicating that the concentration was slightly increased in IM-2.

Results in intermittent mode (IM-1 and IM-2) with flushing after draining protocol (P3) and continuous mode (CM) according to the VCFs: (a) water flux, (b) electrical conductivity (EC) of distillate water (c) normalized light intensity of visualization images, and SEM-EDS images for (d) CM and (e) IM-2 modes. Scale bar: 10 μm.
In the case of continuous mode (CM) (Fig. 3a), the flux decreased smoothly from VCF 1.0 to 1.8 (6 % reduction) and increased temporarily at VCF 1.8. Then, the flux again reduced as the VCF increased 1.9 to 2.8 (initial flux: 33 kg m−2 h−1). Concentration rates were VCF 1.2 after 8 h, VCF 1.5 after 16 h, VCF 2.0 after 24 h and VCF 2.7 after 32 h. In addition, the amount of water produced for each cycle was compared to understand the performance according to the temperature variation and operational mode (Table 2). The daily water production for IM-1 (P3), IM-2 (P3), and CM were 2525 g, 2592 g, and 2537 g for up to cycle 4, respectively. Even if there were slight differences in the quantity of water production, it could be negligible with P3 application.
As shown in Fig. 3b, the continuous operational mode showed continuous reduction of electrical conductivity value indicating no wetting up to VCF 2.8. In the intermittent mode, IM-1 (P3) and IM−2 (P3), slight increase of value was shown at the initial stage of each cycle, while electrical conductivity values gradually decreased at each cycle up to cycle 4. The fluctuations of the values in IM−1 (P3) and IM-2 (P3) were negligible, showing stable water quality compared to in IM-1 with P1 application (Fig. 1b).
Furthermore, the concentration and rejection rates in IM-2 were slightly higher than those in IM-1 with P3. However, there was no significant difference in the experimental performance between IM-1 and IM-2.
The time of continuous contacting time with feed water for the experimental conditions except IM-1 (P1) was 32 h while that of IM-1 (P1) was 96 h. Therefore, it is worth to mention that P3 protocol could decrease the time of continuous contacting time with the feed solution by the draining and remove scalant from the membrane surface by the flushing.
Effect of operational mode on fouling and wetting (real-time observation)
Figure 3c shows the variation in the normalized light intensity value depending on the operational modes (CM, IM-1 (P3), IM−2 (P3)). In case of continuous mode (CM), normalized light intensity values were constant up to VCF 1.7 and a sharp decrease was observed at VCF 1.7–1.9, indicating the beginning of scaling from cycle 3. This result was consistent with the result of the significant change in normalized light intensity value from 3 cycles in IM−1 condition with the application of three protocols (Fig. 1c).
In addition, according to the results of intermittent mode with temperature variation (IM-1) and without temperature variation (IM-2), the range of normalized light intensity value was maintained at 0.9–1.1 during the operation, despite the fluctuation of the normalized light intensity value in cycles 1 and 2. This is similar to the normalized light intensity ranges in CM maintained in the 0.9–1.0 range. In the case of IM-1 and IM-2 with P3 application, a stable trend in terms of scaling and wetting can be confirmed when comparing the normalized light intensity value range of 0.9–1.4 for IM-1 (P1) and 0.7–1.1 for IM-1 (P2). Therefore, if P3 is applied to IM-1 and IM-2, stable operation is possible from scaling and wetting.
Figure 3d and e shows the results of SEM-EDS analysis according to VCFs in the CM and IM-2. CaCO3 scale was dominant component in CM and IM-2 (Fig. 3d and e), and both CaCO3 scales and porous membranes were detected in IM-2 (P3) (Fig. 3e (The porous membrane was marked as red circle.)) as in IM-1 (P3) (Fig. 2c). Less severe scaling in IM-1 and IM-2 with P3 application contributed to higher performance in flux and rejection than in IM-1 with P1 and P2 applications.
Based on this result, it can be inferred that the scaling and wetting are significantly influenced by the shutdown protocol (P1–P3) rather than temperature change (IM-1 and IM-2) and operation modes (IM and CM). Therefore, it is expected that the differences in scaling and wetting tendencies between IM-1 and IM-2 would not be significant if the best protocol such as P3 is selected.
Discussion
This study investigated scaling and wetting phenomena in an ordinary membrane distillation and intermittent membrane distillation system under different shutdown protocols.
Based on the experimental and real-time observation results, it was possible to understand the principle of scaling and wetting in the three protocols. In the first case of P1 (non-draining), feed water was penetrated into permeate through the point where partial wetting occurred during the shutdown period. In the intermittent mode with temperature variation (IM-1) condition, pore condensation occurred as the temperature gradient decreased in the process of dropping the temperature from high to low. And the feed solution flowed into permeate during the shutdown period of P1, resulting in deterioration of water quality. Also, scaling deposited on the membrane surface preserved during the shutdown period, and the tendency of scaling was getting severe with increased cycle. In the case of P2 (draining), the feed water remaining on the membrane surface evaporated to form crystal. However, it was confirmed that the scale formed during the shutdown period was partially recovered by washing out by cross flow with operation restart. Also, water quality maintained stable, because the membrane pores were dried during the shutdown period. Nevertheless, longer shutdown period can cause the increase in adhesion forces between scaling and membrane by complete dry-out of scaling on the membrane surface22. So that there is a possibility that the scale tendency may become serious depending on the operating circumstances and conditions. Lastly, in the case of P3 (flushing after draining), the surface and pores were dried without formation of crystal during the shutdown period, showing the most stable performance from scaling and wetting. Therefore, P3 protocol is selected as best option to prevent the scaling and wetting in the intermittent operation.
Considering the cost-effectiveness of the three protocols, it can be a concern that additional facilities or clean water for membrane cleaning may be required in the P3 protocol. Even taking those concerns into account, the P3 protocol may be cost effective. In general, the membrane process in practice requires facilities for flushing and periodic cleaning to remove irreversible fouling on the membrane and to decrease the frequency of membrane replacement. So that, additional facilities for the P3 protocol are not required in practice. Moreover, the water production of the experiment (IM-1 (P3)) at the first cycle was 644 (ml d−1). The only 10 ml (1.5 %) of produced water was required for flushing if P3 protocol was applied. Also, wastewater generated by the P3 application can be reused by treating in MD process. However, the application of P1 and P2 causing severe scaling and wetting increases the frequency of chemical cleaning and membrane replacement. It means that P1 and P2 have high potential to reduce cost-effectiveness of SPMD process. Therefore, it could be cost-effective to prevent fouling and wetting by applying the P3 protocol in practice.
In addition, scaling and wetting according to continuous and intermittent operation modes were compared. When the P3 protocol was applied, normalized light intensity trend as well as the recovery rate and rejection rates in IM-1, IM-2, and CM showed constant or slight variation. Based on this, it was verified that the tendency of scaling and wetting can vary depending on the shutdown protocol rather than temperature change (IM-1 and IM-2) or operation mode (IM and CM).
Consequently, in this study, the most important factor for controlling scaling and wetting in intermittent operation mode was verified as a selection of the shutdown protocol. In addition, it was suggested that the method of managing the membrane through drainage and washing (P3 protocol) is the most effective among the three representative protocols that have been applied in the field. Also, analysis of scaling and wetting was performed based on the results of visualization system and characterization (SEM-EDS) as well as experimental results. Proposing the operational strategy of intermittent operation based on the scaling and wetting phenomenon analyzed by various analytic methods is conducted in this study.
The field conditions (operation temperature and thermal energy) were simulated in this study, and meaningful results were derived by performing scaling and wetting analysis under the limited condition. However, there are different field conditions (operating temperature according to season and weather, shutdown period, etc.), and it is necessary to study the phenomenon that changes under the various conditions. Also, the scaling and wetting phenomenon could be different depending on the membrane types such as PVDF and PTFE with different structures, as specified in Supplementary Table 1. Therefore, system development for field application of the visualization system is required in a further study, and an understanding of scaling and wetting phenomenon is needed through characterization of the membrane used in the field.
Methods
Membrane
This study used an asymmetric hydrophobic microporous membrane made of polyvinylidene fluoride (PVDF) (GVHP, Durapore, USA) for the MD operation. The physicochemical features of the membrane were suggested by the manufacturer, as shown in Table 3. The liquid entry pressure (LEP) indicating the anti-wetting property of the hydrophobic membrane was measured using the LEP system (Supplementary Fig. 1), and the average LEP value resulting from the three measurements was 211 kPa.
Feed solution
Normal seawater was used as the feed solution in each experiment and collected from the East Sea of the Republic of Korea. The composition of normal seawater was characterized by atomic absorption spectroscopy (AAS), inductively coupled plasma-optical emission spectroscopy (ICP-OES), and ion chromatography (IC); the results are shown in Table 4.
Direct contact membrane distillation (DCMD)
A direct contact membrane distillation (DCMD) system, in which the feed and permeate solution were in direct contact with the membrane, was applied in this study. As shown in Supplementary Fig. 2, the DCMD system comprises a heater, gear pump, flow rate, pressure gauge on the feed side, chiller, gear pump, flow rate, and pressure gauge on the permeate side. Temperature controllers were installed to simulate the temperature change caused by solar irradiation. The water quality and temperature in the feed and permeate solutions were monitored in the feed and permeate tanks using electrical conductivity (EC) and thermal meter, respectively. Increase in electrical conductivity value is regarded as occurrence of wetting. Flow rates were 0.8 L min−1 in the feed and permeate sides, and pressure difference between feed and permeate sides was maintained under 7 kPa. Initial volumes of solutions were 4 liter of normal seawater in feed and 1 liter of Milli-Q water in permeate, respectively. DCMD module (77 mm \(\times\) 35 mm \(\times\) 3 mm) with observation window (58 mm \(\times\) 40 mm) was used, and the effective membrane area was 2695 mm2. The water flux (J) was converted into the amount of water permeated through the membrane area (A) per hour by measuring the water volume on the permeate side every 5 min. And flux and electrical conductivity are drawn according to the volumetric concentration factor (VCF), which is defined as the ratio of the initial volume to the volume at each point during the operation, to compare the scaling and wetting phenomenon at the same concentration of feed solution.
Visualization system
This system comprised a charge coupled-device (CCD) camera (INFINITY2–1M, LUMENERA, Canada), and a plate-type of light-emitting diode (LED) attached to the module in the permeate was emplaced to observe the fouling and wetting during the operation, as verified in a previous study33 (Supplementary Fig. 2). Experiments using the visualization system were performed in the black room, and the amount of light of LED was kept constant to minimize the effect on the variation in the light intensity of images. Scaling and wetting can be observed as dark and white spots, respectively, by using the visualization system.
The mechanism of observation through the visualization system composed of CCD camera and LED light was explained in previous study13. When light is transmitted through the hydrophobic and porous membrane, the light is reflected or scattered due to the difference in refractive index (ND) between the air (ND: 1) in the pores occupying 75% of the membrane and the PVDF material (ND: 1.42). However, if the pores of the membrane are filled with water (ND: 1.33) or scale (ND of CaCO3: 1.6, ND of CaSO4: 1.5), the difference in refractive index compared to air is reduced and light transmittance increases. On the other hand, when scale is formed on the membrane surface, the difference in refractive index between the scaling and the membrane increases, thereby reducing light transmittance. Therefore, scaling and wetting can be detected by monitoring the changes in light intensity. Decrease in intensity indicates formation of scaling on the membrane surface, and increase in intensity means occurrence of wetting.
The light intensity value can be quantified in the range of 0–255; 0 and 255 indicate black and white, respectively. The visualization images can be quantified using the intensity value, depending on the degree of light brightness, using ImageJ software. In this study, the intensity values were expressed as normalized light intensity values by dividing maximum value of each image by the maximum intensity value of the initial image. So that, the normalized light intensity value represents the degree of change in light intensity compared to the initial image. The background of selection of normalized light intensity values among the mean, minimum, maximum value and normalized light intensity values is specified in Supplementary Note 1.
Normalized light intensity is calculated by the formula:
Where,\(\,{{\rm{MI}}}_{x}\) is maximum light intensity value of visualization image at x (operation time or volumetric concentration factor (VCF)) and \(\,{{\rm{MI}}}_{o}\) is maximum light intensity value of initial visualization image.
Protocol of MD operation
In order to confirm the difference between scaling and wetting caused by operation modes, intermittent operation (IM) and continuous operation (CM), experiments were performed in each operation mode.
Figure 4 show the feed temperature in each condition according to the operation time. Intermittent operation mode can be classified into two types according to temperature change, IM-1 and IM-2. First, IM-1 is a condition that simulates a direct heating solar system (IM-1), and the temperature is adjusted to increase and then decrease according to the amount of solar irradiation. After driving in the range of 20–80 degrees for 8 h a day, it is intermediated for 16 h. Second, IM-2 is a condition that simulates a solar thermal system using a heat storage (IM-2), which is operated for 8 h a day at a constant temperature (operation temperature: 68.5 °C). The operational temperature in each condition was referred to the annual average solar irradiation per hour in Seoul of Republic of Korea, as specified in Supplementary Note 2. In addition, the temperature in permeate was adjusted to 20 °C under all conditions.

Temperature gradients for the feed (F) and permeate (P) of the continuous mode (CM) of membrane distillation process, and intermittent mode with temperature variation (IM-1) and without temperature variation (IM-2) of simulated solar powered membrane distillation (SPMD) process.
In addition, the shutdown protocol may affect occurrence of scaling and wetting during the shutdown period in the intermittent mode (IM). Therefore, three shutdown protocols that are commonly applied to SPMD plants were selected (P1: non-draining, P2: draining, P3: flushing after draining) (Table 5), and scaling and wetting according to each protocol were compared. To select the most efficient protocol among P1-P3, three protocols were compared under the IM-1 condition, and the protocol shown the highest efficiency in IM-1 was applied to IM-2. Table 6 summarizes the combinations of each experimental condition and parameter to help understand the various MD experimental conditions.
Membrane characterization
A SEM-EDS analysis (FEI, Inspect F-50, USA) was performed to observe the membrane structure and crystal morphology. The membrane samples were collected by rinsing the membrane surface with Milli-Q water after each experiment, which prevented further scaling from forming during membrane sample drying. And collected samples were dried at room temperature for 24 h. The samples were placed on a sampling plate and coated with ion sputter (E1045, Hitachi, Japan) before the SEM-EDS analysis.
Data availability
All relevant data are available from the corresponding author on reasonable request.
References
Nguyen, Q.-M., Jeong, S. & Lee, S. Characteristics of membrane foulants at different degrees of SWRO brine concentration by membrane distillation. Desalination 409, 7–20 (2017).
Lawson, K. W. & Lloyd, D. R. Membrane distillation. J. Membr. Sci. 124, 1–25 (1997).
Smolders, K. & Franken, A. Terminology for membrane distillation. Desalination 72, 249–262 (1989).
Alkhudhiri, A., Darwish, N. & Hilal, N. Membrane distillation: a comprehensive review. Desalination 287, 2–18 (2012).
Khayet, M. & Matsuura, T. Membrane distillation: principles and applications. 1st edn, (Elsevier, 2011).
Choi, Y., Naidu, G., Nghiem, L. D., Lee, S. & Vigneswaran, S. Membrane distillation crystallization for brine mining and zero liquid discharge: opportunities, challenges, and recent progress. Environ. Sci. Water Res. Technol. 5, 1202–1221 (2019).
Lu, K. J., Cheng, Z. L., Chang, J., Luo, L. & Chung, T.-S. Design of zero liquid discharge desalination (ZLDD) systems consisting of freeze desalination, membrane distillation, and crystallization powered by green energies. Desalination 458, 66–75 (2019).
Hogan, P., Fane, A. & Morrison, G. Desalination by solar heated membrane distillation. Desalination 81, 81–90 (1991).
Pääkkönen, T., Riihimäki, M., Simonson, C., Muurinen, E. & Keiski, R. Crystallization fouling of CaCO3–Analysis of experimental thermal resistance and its uncertainty. Int. J. Heat. Mass Transf. 55, 6927–6937 (2012).
Warsinger, D. M., Swaminathan, J., Guillen-Burrieza, E. & Arafat, H. A. Scaling and fouling in membrane distillation for desalination applications: a review. Desalination 356, 294–313 (2015).
Kim, H.-W., Yun, T., Hong, S., Lee, S. & Jeong, S. Retardation of wetting for membrane distillation by adjusting major components of seawater. Water Res. 175, 115677 (2020).
Jacob, P., Laborie, S. & Cabassud, C. Visualizing and evaluating wetting in membrane distillation: new methodology and indicators based on detection of dissolved tracer intrusion (DDTI). Desalination 443, 307–322 (2018).
Jacob, P., Dejean, B., Laborie, S. & Cabassud, C. An optical in-situ tool for visualizing and understanding wetting dynamics in membrane distillation. J. Membr. Sci. 595, 117587 (2020).
Warsinger, D. M., Swarninathan, J., Guillen-Burrieza, E., Arafat, H. A. & Lienhard, J. H. Scaling and fouling in membrane distillation for desalination applications: a review. Desalination 356, 294–313 (2015).
Atchariyawut, S., Feng, C., Wang, R., Jiraratananon, R. & Liang, D. Effect of membrane structure on mass-transfer in the membrane gas–liquid contacting process using microporous PVDF hollow fibers. J. Membr. Sci. 285, 272–281 (2006).
Tijing, L. D. et al. Fouling and its control in membrane distillation—a review. J. Membr. Sci. 475, 215–244 (2015).
Boo, C., Lee, J. & Elimelech, M. Engineering surface energy and nanostructure of microporous films for expanded membrane distillation applications. Environ. Sci. Water Res. Technol. 50, 8112–8119 (2016).
Gryta, M. Calcium sulphate scaling in membrane distillation process. Chem. Zvesti 63, 146–151 (2009).
Curcio, E. et al. Membrane distillation operated at high seawater concentration factors: Role of the membrane on CaCO3 scaling in presence of humic acid. J. Membr. Sci. 346, 263–269 (2010).
El-Bourawi, M., Ding, Z., Ma, R. & Khayet, M. A framework for better understanding membrane distillation separation process. J. Membr. Sci. 285, 4–29 (2006).
Saffarini, R. B., Summers, E. K. & Arafat, H. A. Technical evaluation of stand-alone solar powered membrane distillation systems. Desalination 286, 332–341 (2012).
Guillen-Burrieza, E., Ruiz-Aguirre, A., Zaragoza, G. & Arafat, H. A. Membrane fouling and cleaning in long term plant-scale membrane distillation operations. J. Membr. Sci. 468, 360–372 (2014).
Hejazi, M.-A. A., Bamaga, O. A., Al-Beirutty, M. H., Gzara, L. & Abulkhair, H. Effect of intermittent operation on performance of a solar-powered membrane distillation system. Sep. Purif. Technol. 220, 300–308 (2019).
Guillén-Burrieza, E. et al. Experimental analysis of an air gap membrane distillation solar desalination pilot system. J. Membr. Sci. 379, 386–396 (2011).
Guillen-Burrieza, E. et al. Effect of dry-out on the fouling of PVDF and PTFE membranes under conditions simulating intermittent seawater membrane distillation (SWMD). J. Membr. Sci. 438, 126–139 (2013).
Li, Q. et al. An integrated, solar-driven membrane distillation system for water purification and energy generation. Appl. Energy 237, 534–548 (2019).
Bamasag, A., Alqahtani, T., Sinha, S., Ghaffour, N. & Phelan, P. Solar-heated submerged vacuum membrane distillation system with agitation techniques for desalination. Sep. Purif. Technol. 256, 117855 (2021).
Ahmed, F. E., Hashaikeh, R. & Hilal, N. Solar powered desalination–technology, energy and future outlook. Desalination 453, 54–76 (2019).
Andrés-Mañas, J. et al. Application of solar energy to seawater desalination in a pilot system based on vacuum multi-effect membrane distillation. Appl. Energy 258, 114068 (2020).
Fortunato, L. et al. Fouling development in direct contact membrane distillation: non-invasive monitoring and destructive analysis. Water Res 132, 34–41 (2018).
Kiefer, F., Präbst, A., Rodewald, K. S. & Sattelmayer, T. Membrane scaling in vacuum membrane distillation-part 1: in-situ observation of crystal growth and membrane wetting. J. Membr. Sci. 590, 117294 (2019).
Bauer, A. et al. In-situ monitoring and quantification of fouling development in membrane distillation by means of optical coherence tomography. J. Membr. Sci. 577, 145–152 (2019).
Kim, H.-W. et al. Evaluation of a real-time visualization system for scaling detection during DCMD, and its correlation with wetting. Desalination 454, 59–70 (2019).
Jacob, P., Zhang, T., Laborie, S. & Cabassud, C. Influence of operating conditions on wetting and wettability in membrane distillation using detection of dissolved tracer intrusion (DDTI). Desalination 468, 114086 (2019).
Acknowledgements
This research was supported by Basic Science Research Program through the National Research Foundation of Korea (NRF) funded by the Ministry of Education (2021R1A6A3A01086612) and funded by Ministry of Science and ICT (2021M3C1C3097687), and also funded by Korea Institute of Science and Technology (2E32442). Authors acknowledge Taekgeun Yun at Korea Institute of Science Technology for assistance with a theoretical determination of feed temperature.
Author information
Authors and Affiliations
Contributions
H.-W.Kim: Methodology, Investigation, Validation, Writing, Supervision. A.M.J: Validation. S.J.: Conceptualization, Validation, Supervision
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kim, HW., Jang, A. & Jeong, S. Operational strategy preventing scaling and wetting in an intermittent membrane distillation process. npj Clean Water 6, 50 (2023). https://doi.org/10.1038/s41545-023-00268-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41545-023-00268-4
