
Abstract
In this study, hydraulic pressure generation and small-scale cylindrical hydromechanical deep-drawing experiments were conducted using a novel die-integrated active high-pressure generation system. The most significant feature is the installation of a hydraulic pressure-generating piston structure inside the die, which enables a high-pressure generation process of 100 MPa or higher inside the die. In addition, by taking advantage of the size effect of a smaller die, a high hydraulic pressure is actively generated using the same equipment as in conventional drawing processes. It was discovered that a piston installed in the die can actively generate a hydraulic pressure of 100 MPa or higher based on the Pascal principle. By downsizing the die, a hydraulic pressure of 100 MPa or higher can be generated using only the power of a small press machine (50 kN). By actively applying high hydraulic pressure counter and radial pressures, small-scale drawability can be significantly improved. Furthermore, the application of the proposed system to single-action presses and progressive dies can enable hydromechanical deep drawing with optimized conditions for each process in a single motion.
Similar content being viewed by others

Introduction
In recent years, electronic products, such as smartphones, have become increasingly multifunctional, resulting in an increase in the number of components used inside them. For example, the number of antennas in smartphones has increased owing to the requirement of high-speed communication, resulting in an increase in the number of connectors connecting them. Thus, the demand for the miniaturization of individual components has been increasing. In terms of volume, the external sizes of the internal connectors have decreased by more than 50% in a few years. Hence, a small-scale metal drawing process is required for the metal parts of the connectors.
In small-scale deep drawing, low formability is an issue owing to size effects [1]. Size effects are classified into three categories: Density size effects, Shape size effects, and Microstructure size effects [2]. Microstructure size effects increase frictional resistance because the space that could be held by the lubricant is relatively reduced compared to the macroscale [3]. Deep drawing is also reported to be affected by increased frictional resistance [4]. Studies have been conducted to investigate the effects of scale and shape changes on frictional resistance [5]. In addition, The grain size increases relative to the material thickness, and the material ductility and tensile strength decrease [6]. Evaluation of Cu foils with different thicknesses and annealing conditions has shown that the mechanical behavior in tensile tests is clearly dependent on the foil thickness [7]. When the material thickness is less than 0.1 mm, the empirical equation for deep drawing cannot be applied [8]. Therefore, Due to the difference in macroscale and deformation behavior, research is underway to elucidate the mechanism and to study theoretical models that reproduce the inhomogeneity of the material [9]. Since the influence of material surface roughness increases under microfabrication conditions, theoretical model studies for predicting surface roughness have been conducted [10]. In addition, the dimensional relationship between the material and die changes from the macroscale. In small-scale deep drawing, D/t (D: blank diameter, t: sheet thickness) decreases, which corresponds to a relatively thick-walled drawing process [11]. Furthermore, the shoulder radius (R) dimensions of the die (punch and die) are smaller, resulting in an increase in the drawing force and decrease in thickness owing to bending deformation [12]. Thus, the desired shape of a deep-drawn product cannot be obtained through a conventional drawing process.
However, various special drawing methods have been developed to improve the formability. The method of setting an angle on the blank holder [13], the method of applying variable blank holder force [14], the warm deep drawing method [15], the ultrasonic vibration deep drawing method [16], and the soft-die deep drawing method [17]. One of the special drawing forming methods is hydromechanical deep drawing [18]. The counter pressure, which acts in the direction of pressing the material against the punch, improves deep drawing formability due to the friction holding effect, and also provides lubrication effects. In addition to basic research on optimum conditions and simulation techniques [19], applied research has been conducted extensively, including application to re-drawing [20] and optimum conditions for pre-bulging [21]. As a result, it has been put to practical use in some fields [22]. There is also radial pressure, which applies pressure to the entire circumference of the flange of the blank to reduce the deep drawing load [23]. Experiments and simulation studies have been conducted, and it is known that a large deep drawability improvement effect can be obtained [24]. Therefore, hydromechanical deep drawing is likely to be an effective method for solving the problem of low formability associated with small-scale forming processes.
However, few studies have focused on the application of hydromechanical deep drawing on a small scale, and none have demonstrated an evident improvement in deep drawability [25]. Although it can suppress thickness reduction and wrinkle generation, no significant improvement in the limiting drawing ratio has been reported [26]. The key reason is that compared with macroscale conditions, a high hydraulic pressure is required to obtain hydraulic effects under small-scale conditions. This is because small-scale deep drawing of a relatively thick material requires high pressure to plastically deform the material [27]. Most previous studies were conducted using hydraulic pressures below 60 MPa, which may be insufficient [28]. However, conventional hydraulic pressure generation methods are likely to fail in generating high hydraulic pressures. It is very difficult to generate a high hydraulic pressure from the initial formation stage because it involves passive hydraulic pressure generation that depends on the drawing punch movement. Moreover, hydromechanical deep drawing also faces other equipment challenges. For example, as it involves liquids, supply pumps, pressure-boosting pumps, and piping are required. Even small-scale hydromechanical deep-drawing requires a relatively large hydraulic supply unit [25]. In addition, the hydraulic reaction force is very large, requiring a large stamping machine with high equipment costs. Moreover, it is assumed to be used with single stamping, making it difficult to accommodate a progressive stamping process.
This study aimed to develop an innovative hydromechanical deep-drawing method that significantly improves formability under small-scale conditions and enables hydromechanical deep drawing with the same equipment equivalent as that used in conventional drawing methods. The most significant feature is the installation of a hydraulic pressure-generating piston structure inside the die, which enables a high-pressure generation process of 100 MPa or higher inside the die. In addition, by taking advantage of the size effect of a smaller die, a high hydraulic pressure is actively generated using the same equipment as in conventional drawing processes. This study elucidates the effects of hydraulic counter and radial pressures on the formability in small-scale cylindrical drawing. Finally, the effectiveness of the proposed hydromechanical deep-drawing method is demonstrated through experiments.
Proposed method
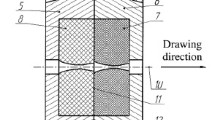
The die concept used in the proposed hydromechanical deep-drawing method is illustrated in Fig. 1. A piston for generating hydraulic pressure is mounted onto the die. The liquid chamber is connected to the piston cylinder and die cavity, and hydraulic pressure is actively generated by applying a compressive load onto the piston. The liquid medium is diverted from the lubricating oil for the drawing process, which is performed with a full liquid chamber. The generated hydraulic pressure can be predicted using the Pascal principle of pressure, p = F (load)/A (area). The smaller the piston diameter, the greater the hydraulic pressure that can be generated at lower loads. The stroke directions of the drawing punch and piston are the same. Therefore, drawing and hydraulic pressure generation can be performed simultaneously during a single motion of the press machine. Because the hydraulic pressure generation process can be integrated in the die, supply pumps, pressure booster pumps, and piping are not required, and the same equipment as that used in the conventional drawing process can be used. In addition, support for progressive stamping is anticipated. By providing a piston structure with different specifications for each process (e.g., changing the piston length L), the hydraulic pressure and its timing can be adjusted. The adjustment range can be expanded by providing a spring structure. For example, hydromechanical deep drawing can be performed during one motion of the press machine under optimized conditions for each stage of progressive stamping.

Concept of hydraulic pressure generation in dies
The advantages of hydromechanical deep drawing on a small scale are significant. A smaller die can be used when the size of the drawn product is scaled down. First, the amount of liquid required can be reduced significantly because the volume of the liquid required is based on the dimensions. Lubricating oil can be used as the hydraulic medium. Second, the hydraulic reaction forces are suppressed. According to the Pascal principle, the load is determined based on the area subjected to hydraulic pressure. This area is affected by the square of the dimensions. Three moving parts receive hydraulic pressure: the hydraulic generation piston, blank holder, and drawing punch. If the area is minimized during designing, the hydraulic reaction force can be suppressed and hydraulic pressure under low loads can be generated. In conventional macroscale drawing processes, the reaction force due to hydraulic pressure is very large, and it is difficult to generate a high hydraulic pressure because of the limited capability of the press machine. For example, although the dimensions of the small-scale connector shell focused on in this study are approximately 1/1000th of that of an automobile body, where the hydromechanical deep-drawing method has been applied for practical use, the hydraulic reaction force can be reduced to 1/1 million and the amount of liquid to 1/1 billion. This is a unique advantage of small-scale hydromechanical deep drawing.
Experiment
A novel small-scale hydromechanical deep-drawing machine with a die-integrated active high-pressure generation system was developed. The feasibility of the hydraulic pressure generation method and the effect of the hydraulic pressure under small-scale conditions were verified.
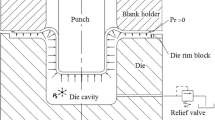
The experimental setup is illustrated in Fig. 2. The die structure is the same as in Fig. 1. The dimensions of the material and tool are listed in Table 1. To investigate the effect of different material sizes on drawing formability, three drawing dimensions were evaluated based on different punch diameters: dp = 4.75, 2.75, and 1 mm. Two types of hydraulic pressures were evaluated: counter and radial. In the case of radial pressure, counter pressure was applied simultaneously. Due to the die structure, it is impossible to generate only radial pressure. All subsequent experimental conditions for radial pressure are defined here as the occurrence of counter pressure. The sealing structure of the die was a quasi-sealed hydraulic pressure chamber with a packing attached to the piston, blank holder, and die mating area. O-rings are installed in the fixed sections, and Y-packings are installed in the sliding sections to improve sealing. A pressure sensor was installed in the hydraulic chamber. The constant gap method was used for wrinkle holding. The pressure sensor was a PG-H (rated capacity 200 MPa) manufactured by Kyowa Electronic Instruments Co., Ltd. Due to the die structure, the values of counter pressure and radial pressure are the same. Therefore, a single pressure sensor is installed. The load cells are LMR-S-20KNSA2 and LMC-A-50kN manufactured by Kyowa Electronic Instruments Co. The liquid medium was Mecha-Eco Press Y-100, a press working lubricant manufactured by Nippon Mecha Chemical Co., Ltd. The kinematic viscosity ν = 23 mm2/s (40 °C).

Triple-action press machine and die structure: (a) schematics and (b) photographs, (c) dimension label
A three-slide press machine with a maximum load of 50 kN was used to test and evaluate the proposed concept. The three slides could be controlled independently, which were allocated as follows: the lower slide, blank holder; middle slide, hydraulic pressure-generating piston; and upper slide, drawing punch. To give an example of the processing sequence of the experiment, first the blank holder is lowered to generate the specified blank holder load. Next, the hydraulic pressure-generating piston is lowered to generate hydraulic pressure before deep drawing. Finally, the drawing punch is lowered to perform deep drawing. During deep drawing, the hydraulic pressure can be changed to any desired level. Thus, the hydraulic pressure, drawing load, blank holder load, hydraulic pressure generated piston load, and stroke amount could controlled and logged.
The material used was stainless steel (SUS316L), whose mechanical properties were Young’s modulus E = 193 GPa, yield stress σy = 261 MPa, tensile strength σB = 621 MPa, and elongation ε = 57%.
For the hydraulic pressure generation experiment, three piston diameters, dpis = 10, 13, and 15 mm, were evaluated. The cylinder diameter is the same diameter as the dpis. The fitting-tolerance is set to clearance fit. dpis : H8, cylinder diameter : f7. The possibility of generating the hydraulic pressure, required load, and stroke amount had to be confirmed. The blank holder load and hydraulic pressure were controlled using the proportional-integral-derivative (PID) to maintain the target values.
In the hydromechanical deep-drawing experiment, similar to the hydraulic generation experiment, the blank holder load and hydraulic pressure were controlled using PID to maintain the target values. The hydraulic effect verification was compared with the limiting drawing ratio (LDR) of the conventional drawing process. The drawing ratio (DR) is the blank diameter D divided by the punch diameter dp before drawing. Punch feed rate was 0.5 mm/s for dp = 4.75 mm and 2.75 mm, and 0.2 mm/s for dp = 1 mm.
Results and discussion
Hydraulic generation experiment
To verify the validity of the die-integrated active high-pressure generation system, the hydraulic pressure in response to the stroke and piston load in the die was evaluated based on the Pascal principle.
Figure 3 shows the relationship between piston stroke, hydraulic pressure, and piston load. The purpose of this section is to verify whether or not high pressure can be generated and whether or not it is consistent with the Pascal principle. The generated hydraulic pressure increased with the piston stroke. A maximum hydraulic pressure of 110 MPa was achieved when dpis = 13 mm and the piston stroke was approximately 9 mm. It was also confirmed that the target hydraulic pressure (110 MPa) was maintained after it was reached. The piston load required to generate the hydraulic pressure was in close agreement with the theoretical value calculated using the Pascal principle. The experimental load tended to be slightly larger than the load calculated using the Pascal principle, which was thought to be due to the sliding resistance of the piston. It was determined that a certain piston stroke was required to increase the hydraulic pressure because the liquid chamber was quasi-sealed. A small amount of liquid flowed out from the packing for the sliding of the blank holder and piston.

Relation between piston stroke, load, and hydraulic pressure
Next, we examine how dpis size affects piston load and stroke. Figure 4 shows the relationship between the piston stroke, hydraulic pressure value, and piston load when the hydraulic pressure was generated under different conditions of dpis (10 and 15 mm). dpis = 10 mm increased the piston stroke required to generate hydraulic pressure. This was owing to the influence of the aforementioned quasi-sealed level of the fluid chamber. The required stroke was considered to have increased as the liquid flow rate per unit stroke decreased. Also, the piston load required to generate hydraulic pressure decreases as dpis decreases, and it is proportional to the dpis area, which is consistent with the Pascal principle.

Effect of piston diameter dpis on piston stroke and load
These results show that a hydraulic pressure of 100 MPa or higher can be easily generated based on the Pascal principle through a piston installed in the die. In addition, it was found that a high hydraulic pressure can be generated with only the power of a small press machine (50 kN), without using liquid supply or pressure booster pumps, owing to the size effect advantage of the small die.
Small-scale cylindrical hydraulic pressure drawing experiment
The effectiveness of the proposed hydromechanical deep-drawing method was demonstrated by evaluating the effect of high hydraulic counter and radial pressures on formability in small-scale cylindrical drawing.
Figure 5 shows the relationship between the DR and drawability for each condition. “Success” indicates that the flange portion of the blank was eliminated and deep drawing was completed to the end, while “Fracture” indicates that the material broke from the punch shoulder during the forming process. For all sizes dp = 4.75, 2.75, and 1 mm, the drawing area was further expanded in the order of conventional, counter pressure, and radial pressure drawings. Under the counter pressure condition, the friction retention effect between the blank and the punch improved the DR. Under the radial pressure condition, in addition to the effect of the counter pressure, DR was further improved by the drawing force reduction effect of the radial pressure acting on the outer circumference of the flange (thickness surface) of the blank. In particular, at the small scale of dp = 1 mm, drawing was only successful through radial pressure loading. The failure modes were all material rupture at the punch shoulder.

Effect of drawing size and hydraulic pressure type on drawability
Figure 6 shows the effects of the maximum hydraulic pressure and dimensions on the LDR. From Fig. 6(a), it is evident that compared to the conventional drawing process, the drawability can be improved under counter pressure loading conditions. This is because the friction retention effect is more effective as the counter pressure increases. However, drawing cannot be performed at dp = 1 mm at a DR of 1.8, which was the lowest setting for this test condition. In contrast, Fig. 6(b) shows that drawability is improved for all dp punch sizes when radial pressure is applied. Additionally, it was found that drawability can be improved with a higher hydraulic pressure. This is because the drawing force reduction effect increased as the radial pressure increased, and the friction retention effect of the counter pressure also increased.

Effect of maximum pressure and dimensions on LDR: (a) counter pressure and (b) radial pressure
Next, we investigated the transition of hydraulic pressure and punch load during the drawing process. Figure 7 shows the relationship between the drawing punch stroke, hydraulic pressure, and drawing load under radial pressure condition of dp = 2.75 mm, where the highest LDR was achieved. Stroking the piston by approximately 10 mm immediately after the start of the drawing process with a punch stroke of 0.25 mm resulted in the successful generation of a hydraulic pressure of nearly 100 MPa. Counter and radial pressures were applied to the blank, and the radial pressure effect was considered to have become effective at this stage. Furthermore, the friction retention effect of counter pressure had not yet been achieved. This is because there is no straight section on the Punch side. When the punch stroke reached approximately 2 mm, a maximum hydraulic pressure of 115 MPa was achieved, which was assumed to be the state where the effects of counter and radial pressures were obtained. Subsequently, the hydraulic pressure was decreased to approximately 90 MPa and was maintained until the completion of the drawing process. This is assumed to be due to the inflow of liquid between the blank and the blank holder, which caused the liquid to leak slightly from the clearance between the punch and the blank holder. In this experiment, the constant gap method was used for the blank holder structure, so as the drawing process progresses, minute wrinkles occur at the flange of the blank. When the punch stroke reached 4.5 mm, the flange area of the blank flowed into the die, and the pressure was reduced immediately. By actively generating a high hydraulic pressure, the effect of radial pressure in the early stage of the drawing process and the effects of counter and radial pressures in the middle to end stages were obtained, and the deep drawing performance was significantly improved.

Evolution of pressure and drawing load during the process. (dp = 2.75 mm, Radial pressure LDR = 2.545)
Figure 8 shows the LDR samples under conventional, counter pressure, and radial pressure drawings at dp = 2.75 mm. Compared to the conventional drawing process, the addition of hydraulic pressure greatly improved the deep drawing performance. Under small-scale conditions, a remarkable drawing depth of approximately 4.2 mm was achieved for dp = 2.75 mm. Additionally, under the dp = 1 mm condition, no counter pressure effect was observed. Similar to the conventional drawing process, the fracture occurred at punch shoulder R in the early drawing stage. This is because the strength of the material, which is significantly affected by the size effect and decrease in thickness, cannot withstand the stress required for the drawing deformation of the flange section. The fracture was considered to have occurred before the effective counterpressure. Therefore, the radial pressure, which is effective from the first stage of the drawing process, is effective, and deep drawing of DR = 2.10 can be performed successfully. Figure 9 shows the LDR samples under radial pressure with punch diameter dp = 1.00, 2.75, and 4.75 mm. It shows that very small deep-drawn cups can be fabricated. The results shown in Fig. 6 indicate that the smaller the size, the higher the hydraulic pressure required. Radial pressure drawing was found to be particularly effective in the small-scale hydromechanical deep-drawing process.

LDR samples fabricated under different hydraulic pressure conditions with punch diameter dp = 2.75 mm

LDR samples fabricated under radial pressure condition with punch diameter dp = 1, 2.75, and 4.75 mm
Conclusions
In this study, hydraulic pressure generation and small-scale cylindrical hydromechanical deep-drawing experiments were conducted using a die-integrated active high-pressure generation system. The following conclusions can be drawn:
-
1)
A piston installed in the die can actively generate a hydraulic pressure of 100 MPa or higher based on the Pascal principle.
-
2)
By downsizing the die, a hydraulic pressure of 100 MPa or higher can be generated using only the power of a small press machine (50 kN).
-
3)
By actively applying high hydraulic pressure counter and radial pressures, drawability can be significantly improved under small-scale conditions.
These results indicate that the proposed hydraulic pressure drawing method can effectively improve formability under small-scale conditions. Furthermore, as shown in Fig. 10, the proposed small-scale hydromechanical deep-drawing process can be applied to a single-action press using an elastic structure and a relief valve to secure the piston stroke and extend the effective range. Although it is necessary to replenish the liquid medium at each molding, the results of this experiment show that most of the liquid medium in the liquid chamber remains. Therefore, we believe that normal facilities that supply lubricant (e.g., dispensers, etc.) are sufficient to compensate for this. In addition, by changing the piston specifications, progressive stamping can be used to realize hydraulic pressure drawing under optimized conditions for each process in a single motion.

Schematic of application of the proposed small-scale hydromechanical deep-drawing process to single-action presses and progressive stamping
References
Geiger M, Kleiner M, Eckstein R, Tiesler N, Engel U (2001) Microforming CIRP Annals 50:445–462. https://doi.org/10.1016/S0007-8506(07)62991-6
Vollertsen F (2008) Categories of size effects. Prod Eng Res Devel 2:377–383. https://doi.org/10.1007/s11740-008-0127-z
Engel U (2006) Tribology in microforming. Wear 260:265–273. https://doi.org/10.1016/j.wear.2005.04.021
Vollertsen F (2012) Effects on the deep drawing diagram in micro forming. Prod Eng Res Devel 6:11–18. https://doi.org/10.1007/s11740-011-0355-5
Hu Z (2011) Realisation and application of size dependent FEM-simulation for deep drawing of rectangular work pieces. CIRP J Manufact Sci Technol 4:90–95. https://doi.org/10.1016/j.cirpj.2011.05.006
Fu MW, Chan WL (2011) Geometry and grain size effects on the fracture behavior of sheet metal in micro-scale plastic deformation. Mater Des 32:4738–4746. https://doi.org/10.1016/j.matdes.2011.06.039
Simons G, Weippert C, Dual J, Villain J (2006) Size effects in tensile testing of thin cold rolled and annealed Cu foils. Mater Sci Eng 416:290–299. https://doi.org/10.1016/j.msea.2005.10.060
Chen CH, Gau JT, Lee RS (2009) An Experimental and Analytical Study on the limit drawing ratio of Stainless Steel 304 foils for Microsheet Forming. Mater Manuf Processes 24:1256–1265. https://doi.org/10.1080/10426910903129786
Yalçinkaya T, Özdemir İ, Simonovski I (2018) Micromechanical modeling of intrinsic and specimen size effects in microforming. IntJ Mater Form 11:729–741. https://doi.org/10.1007/s12289-017-1390-3
Furushima T, Nakayama T, Sasaki K (2019) A new theoretical model of material inhomogeneity for prediction of surface roughening in micro metal forming. CIRP Ann 68:257–260. https://doi.org/10.1016/j.cirp.2019.04.057
Saotome Y, Yasuda K, Kaga H (2001) Microdeep drawability of very thin sheet steels. J Mater Process Technol 113:641–647. https://doi.org/10.1016/S0924-0136(01)00626-4
Behrens G, Trier FO, Tetzel H, Vollertsen F (2016) Influence of tool geometry variations on the limiting drawing ratio in micro deep drawing. IntJ Mater Form 9:253–258. https://doi.org/10.1007/s12289-015-1228-9
Savaş V, Seçgin Ö (2010) An experimental investigation of forming load and side-wall thickness obtained by a new deep drawing die. IntJ Mater Form 3:209–213. https://doi.org/10.1007/s12289-009-0672-9
Tommerup S, Endelt B (2009) Improving the quality of deep drawn parts using variable blank holder force. IntJ Mater Form 2:809–812. https://doi.org/10.1007/s12289-009-0609-3
Pepelnjak T, Kayhan E, Kaftanoglu B (2019) Analysis of non-isothermal warm deep drawing of dual-phase DP600 steel. IntJ Mater Form 12:223–240. https://doi.org/10.1007/s12289-018-1400-0
Jimma T, Kasuga Y, Iwaki N, Miyazawa O, Mori E, Ito K, Hatano H (1998) An application of ultrasonic vibration to the deep drawing process. J Mater Process Technol 80–81:406–412. https://doi.org/10.1016/S0924-0136(98)00195-2
Irthiea IK, Green G (2017) Evaluation of micro deep drawing technique using soft die-simulation and experiments. Int J Adv Manuf Technol 89:2363–2374. https://doi.org/10.1007/s00170-016-9167-2
Zhang SH, Danckert J (1998) Development of hydro-mechanical deep drawing. J Mater Process Technol 83:14–25. https://doi.org/10.1016/S0924-0136(98)00039-9
Gelin JC, Delassus P (1993) Modelling and simulation of the aquadraw deep drawing process. CIRP Ann 42:305–308. https://doi.org/10.1016/S0007-8506(07)62449-4
Nakamura K, Nakagawa T (1986) Reverse deep drawing with hydraulic counter pressure using the peripheral pushing effect. CIRP Ann 35:173–176. https://doi.org/10.1016/S0007-8506(07)61864-2
Lang L, Danckert J, Nielsen KB (2004) Investigation into the effect of pre-bulging during hydromechanical deep drawing with uniform pressure onto the blank. Int J Mach Tools Manuf 44:649–657. https://doi.org/10.1016/j.ijmachtools.2003.11.004
Nakagawa T, Nakamura K, Amino H (1997) Various applications of hydraulic counter-pressure deep drawing. J Mater Process Technol 71:160–167. https://doi.org/10.1016/S0924-0136(97)00163-5
Lang L, Danckert J, Nielsen KB (2004) Investigation into hydrodynamic deep drawing assisted by radial pressure: part I. Experimental observations of the forming process of aluminum alloy. J Mater Process Technol 148:119–131. https://doi.org/10.1016/j.jmatprotec.2004.01.053
Danckert J, Nielsen KB (2000) Hydromechanical deep drawing with uniform pressure on the flange. CIRP Ann 49:217–220. https://doi.org/10.1016/S0007-8506(07)62932-1
Lup L, Jiang Z, Wei D, Jia F (2021) A study of influence of hydraulic pressure on micro-hydromechanical deep drawing considering size effects and surface roughness. Wear 477:203803. https://doi.org/10.1016/j.wear.2021.203803
Luo L, Wei D, Wang X, Zhou C, Huang Q, Xu J, Wu D, Jiang Z (2017) Effects of hydraulic pressure on wrinkling and earing in micro hydro deep drawing of SUS304 circular cups. Int J Adv Manuf Technol 90:189–197. https://doi.org/10.1007/s00170-016-9380-z
Mahabunphachai S, Koc M (2008) Investigation of size effects on material behavior of thin sheet metals using hydraulic bulge testing at micro/meso-scales. Int J Mach Tools Manuf 48:1014–1029. https://doi.org/10.1016/j.ijmachtools.2008.01.006
Sato H, Manabe K, Ito K, Wei D, Jiang Z (2015) Development of servo-type micro-hydromechanical deep-drawing apparatus and micro deep-drawing experiments of circular cups. J Mater Process Technol 224:233–239. https://doi.org/10.1016/j.jmatprotec.2015.05.014
Acknowledgements
The authors thank Mr. Kuniyoshi Ito of the LLC Micro Fabrication Laboratory for his guidance and assistance.
Funding
Open access funding provided by The University of Tokyo.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kimura, S., Furushima, T. New small-scale hydromechanical deep-drawing process using die-integrated active high-pressure generation system. Int J Mater Form 16, 46 (2023). https://doi.org/10.1007/s12289-023-01773-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12289-023-01773-0