
Abstract
Purpose of Review
The development of eco-friendly panels is one of the major issues for the wood industry, particularly in terms of developing new adhesive systems for reducing harmful emissions and dependence from fossil fuel resources. Among the plethora of various possible solutions, liquefied wood products have demonstrated promising features to decrease the use of petroleum-based amino resins. A meta-analysis was carried out to develop a quantitative synthesis of the state of the art of the application of liquefied wood products for particleboard manufacturing, investigating their effects on the board’s properties.
Recent Findings
The results from meta-analysis revealed that the application of liquefied wood products does not significantly deteriorate the mechanical properties of particleboards. It has also been observed that there is no negative influence on the formaldehyde content of the panel, mostly when liquefied wood products are applied in mixture with commercial resin. The most interesting observation is that the performance of the boards was not affected by the type of feedstock used for liquefaction.
Summary
The option to apply liquefied wood products has the potential to significantly decrease the application of commercial formaldehyde-based resins without leading to a deterioration of the properties of the panels. It is however important to note that there is currently a limited number of studies on this topic. The meta-analysis showed a notable variability of the effect sizes in the trials. Further study is needed to determine the outcomes and the benefits for the use of liquefied wood products on an industrial level.
Similar content being viewed by others

Introduction
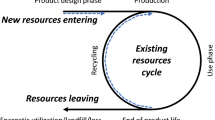
The wood industry is constantly undergoing technological developments towards innovative solutions while dealing with environmental concerns. Thus, it has taken on the challenge to recycle the industrial residues from wood processing and to convert them into value-added products. This is in line with one of the principles of circular economy, which is to maintain as much as possible the value of products and resources while minimizing the generation of waste [1]. This is particularly important taking into account the great variety of wood waste sources such as timber harvesting and wood processing residues, construction and demolition waste, wood packaging, and even more including private households or railway construction. Small-sized wood waste, including sawdust and bark, are considered particularly troublesome residues [2, 3••, 4, 5]. Moreover, some of their features, such as low bulk density and combustibility of wood sawdust, can cause concerns related to logistic and storage issues. These economic and environmental implications lead to the strong need to exploit this type of residual biomass and give it a second life. So far, the most common use of residual woody biomass is for bioenergy purposes [6,7,8,9]. However, the recent European Forest Strategy for 2030 has been promoting the sustainable use and optimization of wood-based resources in accordance with the principle of the cascading utilization of wood [10]. Cascading use is the efficient utilization of resources by using residues and recycled products for material uses while postponing bioenergy production at the end of the life cycle [11, 12].
A promising way to exploit wooden residues in accordance with a circular bioeconomy and cascade utilization approach can be obtained through liquefaction processes. Liquefaction is defined as a technology to convert biomass to liquid products via complex chemical reactions [13••]. The process has great potential to produce value-added products from available lignocellulosic biomass for many different applications including carbon materials [14], biofuels [15], coatings [16], and adhesives [17, 18].
Various factors can affect the liquefaction process itself including physical ones like temperature, reaction time, and biomass to solvent ratio and chemical ones such as liquefaction reagents-solvents relations, catalyst, and raw material type [19,20,21,22]. One of the most sought-after applications of liquefied wood products (LWP) in terms of suitability for wood-based panel technology is their application for the process of particleboard production with the aim of decreasing harmful formaldehyde release and to simultaneously become less dependent from petroleum sources. According to the current literature, there are several ways of using LWP in the manufacturing of particleboards: partial substitution of commercial resin with LWP [23], using LWP as a precursor to synthesize adhesives and applying these adhesives to completely replace the commercial resin [24], and replacing part of the feedstock used for the production of the particleboards with LWP [25].
The particleboard industry has shown substantial market development over the last two decades, with production growth of about 50% from 2000 to 2021 [26]. Particleboards are a particular type of engineered wood product, made from wood chips bonded with an adhesive. The outstanding feature is that they can be effectively produced from many different alternative feedstocks including residual lignocellulosic biomass [27,28,29,30]. However, one of the major concerns related to particleboard manufacturing is the current use of formaldehyde-based resins as binders, including urea formaldehyde (UF), melamine formaldehyde (MF), and melamine urea formaldehyde (MUF) [31, 32, 33••, 34]. These resins are produced from petrochemical feedstocks, and moreover, the presence of formaldehyde may have some negative effects on human health [35, 36].
Notwithstanding the efforts of scientific research to find alternative solutions for the reduction of pollutant emissions from formaldehyde-based resins, these are still the mostly widely used in the wood industry due to their excellent cohesion and adhesion strength as well as low cost. The application of bio-adhesives for particleboard manufacturing is still challenging at the industrial stage due to either limitations in supply such as for commercial tannin adhesives [37,38,39,40,41,42,43] or some other limitations such as little bonding strength, low availability, too high viscosity, poor water resistance, a very slow hot press time, and high cost [44, 45•]. Moreover, one of the key parameters is to maintain the quality of the panels, while replacing the presently used resins with bio-adhesives.
Therefore, to go beyond the experimental phase, there is a need to find alternative manufacturing solutions, including new adhesive systems that can decrease the pollutant emissions, including formaldehyde, without compromising the mechanical properties of the particleboard and without a significant increase in their cost of production. The focus of the research lies in the transition to greener adhesives by using bio-based compounds obtained from renewable sources [33, 46, 47]. Among these, compounds from lignocellulosic materials are the most attractive since they are the most abundant and likely to be processed to value-added products. However, understanding the effect of liquefied wood products on the particleboards quality is of fundamental importance when considering their future potential in industrial application.
Therefore, the aim of this meta-analysis was to investigate the impact of the application of LWP on particleboard standard properties.
Through applying sub-group meta-analysis, the focus has been placed on the evaluation of the influence of different variables (moderators) on the mechanical properties of particleboards produced with LWP. The moderators considered were the liquefaction feedstock, the application type of LWP in the production of the panel, and the type of the industrial resin used. Furthermore, when dealing with LWP used to partially replace the commercial resin, the share of LWP used in the adhesive mixture was considered another moderator.
Taking all the above into consideration, the research hypotheses to be tested were defined as follows:
-
The application of liquefied wood products for particleboard manufacturing does not significantly cause the mechanical properties of the panels to deteriorate and does not affect the formaldehyde content in the boards.
-
The type of liquefied feedstock does not significantly affect the properties of the panels.
Materials and Methods
Literature Search and Criteria for Paper Selection
The literature search of relevant peer-reviewed articles was carried out using Clarivate Analytics Web of Science and Scopus databases. The publication year was not restricted; however, the search was limited only to manuscripts in English.
The applied research keys were as follows: “liquef* wood” AND “particleboard*”, “wood liquef*” AND “particleboard*”, “liquef* wood” AND “wood-based panel*”, “wood liquef*” AND “wood-based panel*”, “liquef* wood” AND “adhesive*”, “wood liquef*” AND “adhesive*”, “wood liquef*” AND “binder*”, “liquef* wood” AND “binder*”, “liquef*” AND “wood-based” AND “panel*”, “liquef*” AND “particleboard*”, and “liquef*” AND “bark*”.
A total of 426 papers were retrieved. This number was further refined by deleting duplicates and reading abstracts. In total, 37 papers remained after this phase. Finally, only papers fulfilling the following criteria were included in the database for the meta-analysis: (1) the paper must be focused on evaluating the quality of the particleboard produced with LWP and not on the quality of the adhesive itself; (2) the paper must report the properties of a reference control panel produced with commercial resin without the addition of a liquefied product—under the same conditions and starting from the same raw material; (3) the paper must deal with liquefied products derived from wooden material, excluding liquefaction of agricultural biomass. Considering the above, the acronym LWP (liquefied wood products) refers to the product of liquefaction derived from wooden residues, namely sawdust and bark.
Data Extraction and Building of the Database
From the 11 papers meeting all the selection criteria [22, 24, 25, 48,49,50,51,52, 53•, 54, 55], the data available in the text and tables were directly retrieved from the manuscripts, while data from graphs were extracted via WebPlotDigitizer version 4.6 software. The average, standard deviation, and number of replications for both panels produced with liquefied wood and under the control conditions were extracted.
The considered parameters of particleboard quality were as follows: internal bond (IB, MPa) strength, modulus of rupture (MOR, MPa), modulus of elasticity (MOE, MPa), thickness swelling at 24 h (TS, %), and formaldehyde content of the panel (FC, mg/100godb with odb meaning oven-dried board). Data related to the various moderators, i.e. feedstock for liquefaction, type of application of LWP, type of resin, and share of liquefied wood products in the adhesive, were further retrieved from the publications. Data for each moderator were categorized according to the descriptors reported in Table 1.
In all the analysed manuscripts, a single paper contributed to the meta-analysis with more than one comparison between liquefied adhesive and the commercial one. Specifically, 43 comparisons were detected for IB and MOR, 41 for MOE, 35 for TSW, and 19 for FC. It was assumed that to be included in the sub-group meta-analysis, the category of a moderator should be present in at least three couple comparisons deriving from at least two different studies.
Meta-analysis
The natural log of the response ratio (Ln r =Ln [value for the panel with liquefied wood/value in the control panel]) was selected as the effect size [56, 57] and later converted into percentage of change through the equation (r − 1) × 100% [58, 59] to allow an immediate evaluation of the variation.
Three-level mixed effect meta-analysis was carried out to account for non-independence in the data due to fact that several comparisons in the database shared a common control [60, 61]. A weighted, multi-level linear mixed effect model was used to calculate the overall effects using the R package “metafor”, and all the estimates of the parameters were undertaken using REML (restricted maximum likelihood). The heterogeneity of effect sizes was assessed with the formal Cochran’s Q test (Q). The significance of the positive and negative effects of liquefied wood on the properties of the particleboard depends on whether the effect sizes at the 95% confidence intervals (CIs) overlap with zero, with no crossover being significant.
Results and Discussion
The results of sub-group three-level meta-analyses carried out for all the comparisons retrieved from the investigated papers that considered the various tested moderators are given below.
The obtained results for internal bond (IB) are reported in Fig. 1. No statistically significant difference was evident for any of the levels of all the investigated moderators apart from the case when applying LWP as a full substitution of the adhesive (FSA), with an average reduction of IB of −38.52%. Authors who applied LWP as FSA stated that the reduction in IB could probably be related to the incomplete cure of the resin during the hot pressing step and proposed a hot stacking procedure to overcome this drawback [24, 55]. On the other hand, no significant differences in IB were detected when LWP was applied as a partial substitute of the commercial resin and of the feedstock for particleboard manufacturing.

Forest plot for the comparison between internal bond (IB) of particleboards produced with LWP and control panel. The mean effect size is indicated by different symbols according to the moderator (rhombus for application type, square for type of resin in the control panel, and circle for feedstock for liquefaction). Error bars indicate the 95% CIs. CIs not crossing the 0 line (in red) indicate the presence of statistically significant differences (p<0.05) between the values of the particleboard produced with liquefied wood and the commercial one; on the other hand, when the CIs cross the 0 line, no statistically significant difference is indicated
Considering the type of resin, the values of the categories for this moderator are at a comparable level, mostly between MUF (−15.94%) and UF (−13.70%), while the effect size for MF is very close to the 0 line (0.45%). For any category of this moderator, the difference with the control panel was significant according to the three-level meta-analysis; therefore, the type of resin was not an influential parameter in determining the internal bond of the panels produced with LWP.
The feedstock for liquefaction did not significantly influence the IB of the particleboards. Therefore, the obtained results demonstrated that the type of application of LWP (FSA) has a significant influence on the internal bond of the panels, while other investigated moderators do not have a marked influence and did not result in significant deterioration of the panel quality in comparison to the control panel.
The type of LWP application was the most influential moderator for modulus of rupture (Fig. 2). In particular, application as partial substitution of the feedstock (PSF) led to a significant decrease in MOR (−19.68%), while PSA and FSA were not significantly different from the control values. The negative effect on the MOR parameter as a consequence of the substitution of wood chips with LWP could be attributed to a lower density of the panels manufactured with LWP [25, 48]. The sub-group meta-analysis also revealed a significant decrease in comparison to the control panels bonded with MUF resin (−19.51%) and when applying coniferous bark (−18.97%) as feedstock for liquefaction. However, it is worth highlighting that the major part of paired comparisons between treatment vs control dealing with liquefied bark and MUF in the database are properly attributed to the application of LWP as a partial substitute of the feedstock for particleboard production. Therefore, the low performance revealed by this meta-analysis for the MOR of the panels produced with liquefied bark bonded with MUF could not be related to the application of liquefied bark or MUF themselves, but to the fact that the comparison was carried out in most cases with a specific type of application, namely PSF, which can be particularly influential for the MOR of the panel [25, 53•]. Thus, analysing the obtained results, it is possible to assert that the type of feedstock for liquefaction does not have a significant influence on the MOR property, especially when LWP is applied as a partial or a full substitution of the commercial resin. Moreover, it can be concluded that applying LWP as PSA the type of resin is not an influential moderator.

Forest plot for the comparison between modulus of rupture (MOR) of particleboards produced with LWP and control panel. The mean effect size is indicated by different symbols according to the moderator (rhombus for application type, square for type of resin in the control panel, and circle for feedstock for liquefaction). Error bars indicate the 95% CIs. CIs not crossing the 0 line (in red) indicate the presence of statistically significant differences (p<0.05) between the values of the particleboard produced with liquefied wood and the commercial one; on the other hand, when the CIs cross the 0 line, no statistically significant difference is indicated
Focusing on the modulus of elasticity, the results obtained are shown in Fig. 3. For all the categories of all the moderators, no statistically significant differences were detected between the MOE of panel produced with application of LWP and that of the control panel. The results concerning the type of LWP application are particularly interesting. Indeed, in contrast to the IB and MOR results, the various methods of LWP application did not lead to a significant modification of the modulus of elasticity of the particleboards.

Forest plot for the comparison between modulus of elasticity (MOE) of particleboards produced with LWP and control panel. The mean effect size is indicated by different symbols according to the moderator (rhombus for application type, square for type of resin in the control panel, and circle for feedstock for liquefaction). Error bars indicate the 95% CIs. CIs not crossing the 0 line (in red) indicate the presence of statistically significant differences (p<0.05) between the values of the particleboard produced with liquefied wood and the commercial one; on the other hand, when the CIs cross the 0 line, no statistically significant difference is indicated
Promising results were obtained for thickness swelling as well (Fig. 4). No statistically significant difference was detected for this parameter in comparison to the control panel for all the categories of all the moderators. Therefore, it can be stated that LWP application in particleboard manufacturing did not negatively affect the TS of the panel.

Forest plot for the comparison between thickness swelling (TS) of particleboards produced with LWP and control panel. The mean effect size is indicated by different symbols according to the moderator (rhombus for application type, square for type of resin in the control panel, and circle for feedstock for liquefaction). Error bars indicate the 95% CIs. CIs not crossing the 0 line (in red) indicate the presence of statistically significant differences (p<0.05) between the values of the particleboard produced with liquefied wood and the commercial one; on the other hand, when the CIs cross the 0 line, no statistically significant difference is indicated
The results presenting formaldehyde content are given in Fig. 5. Considering that all the papers investigating formaldehyde content referred to the use LWP as a partial substitution of the adhesive, only this type of application was taken into account analysing the influence of LWP on the formaldehyde content of the panel.

Forest plot for the comparison between formaldehyde content (FC) of particleboards produced with LWP and control panel. The mean effect size is indicated by different symbols according to the moderator (square for type of resin in the control panel and circle for feedstock for liquefaction). Error bars indicate the 95% CIs. CIs not crossing the 0 line (in red) indicate the presence of statistically significant differences (p<0.05) between the values of the particleboard produced with liquefied wood and the commercial one; on the other hand, when the CIs cross the 0 line, no statistically significant difference is indicated
Referring to the type of the resin, the reduction in FC was significant only in the case of MF, while no significant difference was detected when applying it to MUF and UF. However, this aspect is probably related to the correlation among levels of different moderators. In the database for the meta-analysis, the comparisons between treatment vs control included the UF resin where only a percentage replacement lower than 20% was applied (Table 2), which probably influenced the results, i.e. the lack of statistically significant reduction of formaldehyde content in comparison to a pure UF resin is not related to the environmental performance of the UF resin but to the low percentage of liquefied wood in the adhesive applied in comparison to the control panels manufactured with pure UF resins. The results obtained did not show significant changes in the formaldehyde content of the panel in relation to the feedstock applied for liquefaction.
In the case where LWP was applied as a partial substitution of the adhesive, it is important to consider how much of the commercial resin can be replaced by LWP without significantly deteriorating the quality of the panels. With this aim, the share of LWP used in the adhesive mixture was considered a further moderator. The results concerning the influence of the percentage of LWP in the adhesive mixture when applying LWP as partial substitute of the commercial resin (PSA) are given in Table 2. Meta-analysis revealed a significant effect of the percentage of replacement of commercial resin by LWP on FC, with a significant decrease (−37.51%) when applying more than 20% into the adhesive mass. Replacement of commercial amino resin by LWP less than 20% results in an insignificant reduction (−2.77%). This indicates that to achieve increased environmental performance, at least 20% of the commercial resin in the adhesive has to be replaced with liquefied wood products. On the other hand, a substitution more than 20% caused a significant decrease in MOR (−19.27%); however, the upper confidence interval is very close to 0, and the difference is therefore at the border of significance. On the other hand, it was revealed that the share of liquefied wood in the adhesive did not affect MOE, IB, and thickness swelling.
Conclusions and Future Research Perspectives
Results from the meta-analysis have confirmed the research hypotheses with some limitations. The results presented demonstrated the suitability of liquefied wood products for particleboard production. The first finding of the present meta-analysis is that the application type of LWP in the particleboard manufacturing is the determining factor on the properties of the obtained panel. The application of LWP in a mixture with commercial amino resin was a particularly promising solution both for interior type formaldehyde-based UF resin and exterior type MUF resin. Three-level meta-analysis demonstrated that partially substituting commercial amino resin with LWP did not significantly deteriorate the mechanical performance of the boards. Application of LWP also reduces formaldehyde content; however, to obtain a significant difference, over 20% the LWP has to be applied in the adhesive. The other application types also reported promising results. On the other hand, a significant decrease in MOR was revealed when applying LWP to partially replace wood chips as feedstock, and a significant decrease in IB was shown when applying LWP to fully substitute the commercial resin.
What is important from the industrial point of view is that the results obtained demonstrate that there is no significant influence of liquefied raw material on final product properties; thus, the scope of possible wooden feedstock that can be subjected to liquefaction seems unlimited. Results presented here confirm the possibility of substituting part of the commercial amino resins with liquefied wood products. This substitution would allow for significantly greater utilization of wooden residues and contribute to the valorization of waste products generated by the wood processing industry in line with the cascading utilization of wood postulates.
However, further research should be focused on more-in-depth study of the effects of particular moderators, including loading of LWP in the adhesive mixture, on the final product properties. Trials should be initiated which allow this process to be upscaled. Data on complex characteristics of upscaled liquefied wood products and by-products of the process should be provided with special emphasis on the optimization of parameters of technological usefulness, adequate viscosity, pH, gel time, and pot life of adhesive systems based on LWP, as these parameters are crucial for industrial manufacturing of the panels. Moreover, an environmental assessment of the liquefaction process should also be carried out to ensure sustainable production in the wood industry and support transition to the circular economy.
References
Papers of particular interest, published recently, have been highlighted as: • Of importance •• Of major importance
European Commission. A sustainable bioeconomy for Europe : strengthening the connection between economy, society and the environment : updated bioeconomy strategy. Accessed on 17th November 2022. 2012; https://doi.org/10.2777/792130.
Berendt F, de Miguel-Diez F, Wallor E, Blasko L, Cremer T. Comparison of different approaches to estimate bark volume of industrial wood at disc and log scale. Sci Rep. 2021;11:15630.
Braghiroli FL, Passarini L. Valorization of biomass residues from forest operations and wood manufacturing presents a wide range of sustainable and innovative possibilities. Curr For Rep. 2020;6:172–83. Recent review highlighting the importance of the valorization of forest residues in the framework of bio-economy.
Zargar S, Roy BB, Li Q, Gan J, Ke J, Liu X, Tu Q. The application of industrial ecology methods to understand the environmental and economic implications of the forest product industries. Curr For Rep. 2022;8:346–61.
Pandey S. Wood waste utilization and associated product development from under-utilized low-quality wood and its prospects in Nepal. SN Appl Sci. 2022;4:168.
Buchholz T, Gunn JS, Sharma B. When biomass electricity demand prompts thinnings in southern us pine plantations: a forest sector greenhouse gas emissions case study. Front For Glob Chang. 2021;4, 642569 https://doi.org/10.3389/ffgc.2021.642569.
Toscano G, Maceratesi V, Leoni E, Stipa P, Laudadio E, Sabbatini S. FTIR spectroscopy for determination of the raw materials used in wood pellet production. Fuel. 2022;313:123017.
Hänninen R, Hurmekoski E, Mutanen A, Viitanen J. Complexity of assessing future forest bioenergy markets—review of bioenergy potential estimates in the European Union. Curr For Rep. 2018;4:13–22.
Spinelli R, Eliasson L, Han H-S. A critical review of comminution technology and operational logistics of wood chips. Curr For Rep. 2020:1–10.
European Commission. New EU Forest Strategy for 2030. Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions, COM(2021) 572 Final; European Commission: Brussels, Belgium, 2021.
European Commission, Directorate-General for Internal Market Entrepreneurship and SMEs I, Reichenbach J, Mantau U, Vis M, Essel R, Allen B. CASCADES : study on the optimised cascading use of wood. 2016; https://doi.org/10.2873/827106.
Thonemann N, Schumann M. Environmental impacts of wood-based products under consideration of cascade utilization: a systematic literature review. J Clean Prod. 2018;172:4181–8.
Jiang W, Kumar A, Adamopoulos S. Liquefaction of lignocellulosic materials and its applications in wood adhesives—a review. Ind Crops Prod. 2018;124:325–42. Review describing the key issues of wood liquefaction for the application in the wood sector.
Wu Z, Sun J, Miao Y, et al. Ordered mesoporous carbons from liquefied wood: morphological effects of nucleation and growth processes. Chem Eng Sci. 2022;264:118094.
Jovičić N, Antonović A, Matin A, Antolović S, Kalambura S, Krička T. Biomass Valorization of Walnut Shell for Liquefaction Efficiency. Energies. 2022;15:495.
Hochmańska-Kaniewska P, Janiszewska D, Oleszek T. Enhancement of the properties of acrylic wood coatings with the use of biopolymers. Prog Org Coatings. 2022;162:106522.
Jiang W, Hosseinpourpia R, Biziks V, Ahmed SA, Militz H, Adamopoulos S. Preparation of polyurethane adhesives from crude and purified liquefied wood sawdust. Polymers (Basel). 2021;13:3267.
Žigon J, Šeda V, Čermák P, Šernek M. Characterization of curing and bonding of wood with adhesive mixtures of liquefied wood and hexamethylenediamine. J Renew Mater. 2023;11:991–1001.
Akhtar J, Amin NAS. A review on process conditions for optimum bio-oil yield in hydrothermal liquefaction of biomass. Renew Sustain Energy Rev. 2011;15:1615–24.
Behrendt F, Neubauer Y, Oevermann M, Wilmes B, Zobel N. Direct liquefaction of biomass. Chem Eng Technol. 2008;31:667–77.
Dimitriadis A, Bezergianni S. Hydrothermal liquefaction of various biomass and waste feedstocks for biocrude production: a state of the art review. Renew Sustain Energy Rev. 2017;68:113–25.
Janiszewska D, Frąckowiak I, Bielejewska N. Application of selected agents for wood liquefaction and some properties of particleboards produced with the use of liquefied wood. Drewno. 2016;59:223–30.
Sandak A, Sandak J, Janiszewska D, Hiziroglu S, Petrillo M, Grossi P. Prototype of the near-infrared spectroscopy expert system for particleboard identification. J Spectrosc. 2018;2018
Hassan EB, Kim M, Wan H. Phenol-formaldehyde-type resins made from phenol-liquefied wood for the bonding of particleboard. J Appl Polym Sci. 2009;112:1436–43.
Jiang W, Adamopoulos S, Hosseinpourpia R, Walther T, Medved S. Properties and emissions of three-layer particleboards manufactured with mixtures of wood chips and partially liquefied bark. Materials (Basel). 2023;16:1855.
FAO FAOSTAT Agriculture data. http://www.fao.org/faostat/en/#data.
Lee SH, Lum WC, Boon JG, et al. Particleboard from agricultural biomass and recycled wood waste: a review. J Mater Res Technol. 2022;20:4630–58.
Amirou S, Zerizer A, Pizzi A, Haddadou I, Zhou X. Particleboards production from date palm biomass. Eur J Wood Wood Prod. 2013;71:717–23.
Pędzik M, Tomczak K, Janiszewska-Latterini D, Tomczak A, Rogoziński T. Management of forest residues as a raw material for the production of particleboards. Forests. 2022;13:1933.
Janiszewska D, Żurek G, Martyniak D, Bałęczny W. Lignocellulosic biomass of C3 and C4 perennial grasses as a valuable feedstock for particleboard manufacture. Materials (Basel). 2022;15:6384.
Bacigalupe A, Escobar MM. Soy protein adhesives for particleboard production–a review. J Polym Environ. 2021;29:2033–45.
Pizzi A. Recent developments in eco-efficient bio-based adhesives for wood bonding: opportunities and issues. J Adhes Sci Technol. 2006;20:829–46.
Kristak L, Antov P, Bekhta P, et al. Recent progress in ultra-low formaldehyde emitting adhesive systems and formaldehyde scavengers in wood-based panels: a review. Wood Mater Sci Eng. 2022:1–20. Review describing the recent advances in the topic of eco-friendly adhesives for the production of wood-based panels.
Pizzi A. Wood products and green chemistry. Ann For Sci. 2016;73:185–203.
Xi X, Pizzi A, Gerardin C, Chen X, Amirou S. Soy protein isolate-based polyamides as wood adhesives. Wood Sci Technol. 2020;54:89–102.
Cavallo D, Fresegna AM, Ciervo A, et al. New formaldehyde-free adhesives for wood manufacturing: in vitro evaluation of potential toxicity of fine dust collected during wood sawing using a new experimental model to simulate occupational inhalation exposure. Toxicology. 2022;466:153085.
Pizzi A. Tannins: prospectives and actual industrial applications. Biomolecules. 2019;9:344.
Ghahri S, Pizzi A, Hajihassani R. A study of concept to prepare totally biosourced wood adhesives from only soy protein and tannin. Polymers (Basel). 2022;14:1150.
Saražin J, Pizzi A, Amirou S, Schmiedl D, Šernek M. Organosolv lignin for non-isocyanate based polyurethanes (NIPU) as wood adhesive. J Renew Mater. 2021;9:881–907.
Xi X, Pizzi A, Frihart CR, Lorenz L, Gerardin C. Tannin plywood bioadhesives with non-volatile aldehydes generation by specific oxidation of mono- and disaccharides. Int J Adhes Adhes. 2020;98:102499.
Ndiwe B, Pizzi A, Danwe R, Tibi B, Konai N, Amirou S. Particleboard bonded with bio-hardeners of tannin adhesives. Eur J Wood Wood Prod. 2019;77:1221–3.
Ndiwe B, Pizzi A, Tibi B, Danwe R, Konai N, Amirou S. African tree bark exudate extracts as biohardeners of fully biosourced thermoset tannin adhesives for wood panels. Ind Crops Prod. 2019;132:253–68.
Chen X, Xi X, Pizzi A, Fredon E, Du G, Gerardin C, Amirou S. Oxidized demethylated lignin as a bio-based adhesive for wood bonding. J Adhes. 2021;97:873–90.
Hemmilä V, Adamopoulos S, Karlsson O, Kumar A. Development of sustainable bio-adhesives for engineered wood panels – a review. RSC Adv. 2017;7:38604–30.
Pizzi A, Papadopoulos AN, Policardi F. Wood composites and their polymer binders. Polymers (Basel). 2020;12:1115. Review presenting the recent progress on wood-based composites and the possible solutions to be applied as binders.
Younesi-Kordkheili H, Pizzi A. Acid ionic liquids as a new hardener in urea-glyoxal adhesive resins. Polymers (Basel). 2016;8:57.
Dorieh A, Selakjani PP, Shahavi MH, Pizzi A, Ghafari Movahed S, Farajollah Pour M, Aghaei R. Recent developments in the performance of micro/nanoparticle-modified urea-formaldehyde resins used as wood-based composite binders: a review. Int J Adhes Adhes. 2022;114:103106.
Jiang W, Adamopoulos S, Hosseinpourpia R, Žigon J, Petrič M, Šernek M, Medved S. Utilization of partially liquefied bark for production of particleboards. Appl Sci. 2020;10:5253.
Kunaver M, Jasiukaityte E, Čuk N, Guthrie JT. Liquefaction of wood, synthesis and characterization of liquefied wood polyester derivatives. J Appl Polym Sci. 2010;115:1265–71.
Janiszewska D. Bark liquefaction for use in three-layer particleboard bonding. Drewno. 2018;61:119–27.
Janiszewska D, Frąckowiak I, Mytko K. Exploitation of liquefied wood waste for binding recycled wood particleboards. Holzforschung. 2016;70:1135–8.
Antonović A, Jambreković V, Kljak J, Španić N, Medved S. Influence of urea-formaldehyde resin modification with liquefied wood on particleboard properties. Drv Ind. 2010;61:5–14.
Jiang W, Adamopoulos S, Petrič M, Šernek M, Medved S. Particleboards with partially liquefied bark of different particle sizes. Drewno. 2021;64:43–57. Recent application of liquefied wood for the production of particleboards.
Čuk N, Kunaver M, Poljanšek I, Ugovšek A, Šernek M, Medved S. Properties of liquefied wood modified melamine-formaldehyde (MF) resin adhesive and its application for bonding particleboards. J Adhes Sci Technol. 2015;29:1553–62.
Lee J-U, Oh Y-S. Properties of particleboard produced with liquefaction-modified phenol-formaldehyde adhesive. Turkish J Agric For. 2010;34:303–8. https://doi.org/10.3906/tar-0905-30.
Hedges LV, Gurevitch J, Curtis PS. The meta-analysis of response ratios in experimental ecology. Ecology. 1999;80:1150–6.
Clarke N, Kiær LP, Janne Kjønaas O, et al. Effects of intensive biomass harvesting on forest soils in the Nordic countries and the UK: a meta-analysis. For Ecol Manag. 2021;482:118877.
Ainsworth EA, Long SP. What have we learned from 15 years of free-air CO2 enrichment (FACE)? A meta-analytic review of the responses of photosynthesis, canopy properties and plant production to rising CO2. New Phytol. 2005;165:351–72.
Luo G, Sun B, Li L, Li M, Liu M, Zhu Y, Guo S, Ling N, Shen Q. Understanding how long-term organic amendments increase soil phosphatase activities: insight into phoD- and phoC-harboring functional microbial populations. Soil Biol Biochem. 2019;139:107632.
Benitez-Lopez A, Alkemade R, Schipper AM, Ingram DJ, Verweij PA, Eikelboom JAJ, Huijbregts MAJ. The impact of hunting on tropical mammal and bird populations. Science. 2017;80- ) 356:180–3.
Rossetti MR, Tscharntke T, Aguilar R, Batáry P. Responses of insect herbivores and herbivory to habitat fragmentation: a hierarchical meta-analysis. Ecol Lett. 2017;20:264–72.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of Interest
Dominika Janiszewska-Latterini and Antonio Pizzi declare that they have no conflict of interest.
Human and Animal Rights and Informed Consent
This article does not contain any studies with human or animal subjects performed by any of the authors.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Janiszewska-Latterini, D., Pizzi, A. Application of Liquefied Wood Products for Particleboard Manufacturing: a Meta-analysis Review. Curr. For. Rep. 9, 291–300 (2023). https://doi.org/10.1007/s40725-023-00192-3
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40725-023-00192-3