
Abstract
Efforts to enhance sustainability in all areas of life are increasing worldwide. In the field of manufacturing technology, a wide variety of approaches are being used to improve both resource and energy efficiency. Efficiency as well as sustainability can be improved by creating a circular economy or through energy-efficient recycling processes. As part of the interdisciplinary research group "Light—Efficient—Mobile" investigations on the energy-efficient friction-induced recycling process have been carried out at the department of Forming and Machining Technology at Paderborn University. E.g. using the friction-induced recycling process, different formless solid aluminum materials can be direct recycled into semi-finished products in an energy-efficient manner. The results of investigations with regard to the influence of the geometrical shape and filling rate of the aluminum particles to be recycled as well as the rotational speed of the continuously rotating wheel are explained in this paper. In addition to the recycling of aluminum chips, aluminum particles like powders from the field of additive manufacturing are processed. Based on these results, the future potentials of solid-state recycling processes and their contribution to the circular economy are discussed. The main focus here is on future interdisciplinary research projects to achieve circularity in the manufacturing of user-individual semi-finished products as well as the possibility to selectively adjust the product properties with the continuous recycling process.
Similar content being viewed by others


Introduction
Efforts to adopt a wide variety of environmental protection measures to slow down global climate change are increasing in all areas of life worldwide. In addition to the demands and measures in everyday life such as the increased use of public transport or the consumption of locally produced food, measures and concepts to reduce CO2 emissions are also being strengthened in the manufacturing industry and mechanical engineering. One example is the consistent lightweight construction in the area of vehicle technology. Here, for example, unnecessary material volume is saved on components by means of topological and load-related optimization to reduce the total weight of the vehicle and thus emissions in production but also in operation. Another concept involves substituting the material of different components to improve their physical properties.
For example, high-strength aluminum alloys such as EN AW-7075 achieve strengths that are almost comparable to those of steel materials [1]. However, the total weight of components made from aluminum is significantly lower due to the much lower density of aluminum. This measure can also reduce the overall weight of the vehicle and thus emissions during operation. With regard to the substitution of components made of steel by aluminum materials, however, in contrast to topological optimization, no energy or emissions can be saved during production. On the contrary, the primary production of aluminum usually requires significantly more energy than steel production. The term primary manufacturing process is used here to refer to the conventional process based on the mining of, in the case of steel, iron ore and for aluminum the bauxite [2]. The overall process is usually characterized by extensive sub-processes in the area of transport as well as processing. Due to the extensive process chain and the energy-intensive sub-processes (complex extraction of the aluminum oxide from the bauxite as well as the energy-intensive conversion of the aluminum oxide into pure aluminum), the energy required to produce one kilogram of primary aluminum adds up to about 156 MJ/kg [3]. In comparison, the energy consumption to produce one kilogram of steel is significantly lower at 20—30 MJ/kg (depending on the process) [4]. Due to this high difference in terms of the amount of energy used, the reduction in the emissions during operation due to the lower mass is significantly lower. To achieve an improved carbon footprint for the entire measure, a high vehicle operating time must be achieved.
The large difference identified in the balance of the primary manufacturing processes in terms of the amount of energy used can be significantly improved by using recycling processes (the secondary manufacturing process) to set up a circular economy. For the smelting metallurgical recycling of aluminum, usually only about 10% of the energy to be spent in the primary manufacturing process needs to be applied and the energy balance can be reduced to about 17.7 MJ/kg [5]. For the recycling of different steel scrap, the energy input is around 10 MJ/kg [6], which means a significant reduction in the difference in the manufacture of products made of aluminum and steel. If the aluminum is produced with lower energy consumption and therefore lower emissions, this will also improve the progress that can be made in lightweight construction.
The fact that significantly more energy still has to be used for the secondary production of aluminum compared with steel recycling motivated further investigations into the energy-efficient recycling of aluminum scrap in recent years. In addition to consider the conventional and smelting metallurgical (secondary production process) recycling process of aluminum, an increasing number of studies are being conducted on different solid-state recycling processes [7]. The solid-state recycling processes are characterized by significantly lower processing temperature compared to the conventional recycling process, resulting in an improved energy efficiency [8].
Since the aluminum in the solid-state recycling processes is only plasticized and not completely melted, foreign substances, coatings and the shape of the scrap have a significantly higher influence compared to the melting metallurgical recycling. Aluminum scrap is first divided into old and new scrap (Fig. 1). Before considering the solid-state recycling processes, it is therefore important to evaluate in the following which different types of scrap can occur with which type of contamination. New scrap is for example produced in a machining process and is therefore often present in a uniform size. The impurities are usually low (e.g. cooling lubricants) and the composition of the scrap is often homogeneous and known. Old scrap is collected after the consumer cycle and is often highly contaminated and mixed [9]. In this context, 7% of the old scrap is from construction sector, 21% from cables and wires, 28% from the packaging industry and 44% from the transport sector [10]. Depending on the respective origins of the scrap, the alloys used vary greatly. Thus, in the automotive sector, mainly 5xxx and 6xxx alloys are used, while in the packaging industry as well as in cable production, pure aluminum is often used. The different scrap types (old and new scrap) and their properties result in different requirements for the entire process chain of friction-induced recycling. New scrap such as dry-produced and short-crushed chips can be processed directly. On the other hand, in the case of contamination by cooling lubricants or larger scrap such as large-volume punching residues, pretreatment processes such as a chemical cleaning process and a shredding process must still be carried out upstream. Following these process steps, it is possible to recycle the different types of aluminum scrap in the same way as described in this publication. Compared to the energy input of the gearmotor in the actual recycling process, the energy input for the pretreatment processes is significantly lower, resulting in only a minor impact on the overall energy balance.

Aluminum scrap characterization according to [9]
In contrast, the scrap is generally not sorted by type and the coatings and impurities are more difficult to remove than, for example, paints or a plastic coating. The geometric preparation process in the form of a shredding process is also significantly more complex due to the wide variety of products and, in some cases, due to the products themselves (such as window frames or car bodies). As a result of shredding and the fact that different types of scrap are generally available, different particle shapes and sizes are produced, whose influence on the solids recycling processes needs to be investigated.
One example of such a solid-state recycling process, of in this case aluminum chips, is the use of a conventional extrusion press. To ensure the processability of aluminum chips, they must be pre-compacted in a press prior to processing using the conventional extrusion process [12]. High strain rates and process temperatures are required to break up the oxide layers of the aluminum chips, which is described based on studies of the influence of different dies [13].
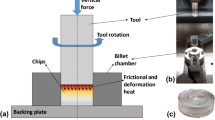
A continuous recycling process, in contrast to conventional extrusion, has been the subject of research at the Department of Forming and Machining Technology (LUF) at Paderborn University in recent years. This friction-induced recycling process relies on the conventional Conform process, which was originally invented for reworking or forming solid wires [14]. The equipment developed at LUF provides a modification of the tooling system so that recycling of different formless solid materials is possible. The operating principle of the friction induced recycling process is schematically shown in Fig. 2. Aluminum scrap of different shapes (the influence of which is investigated in this publication) is fed into the rotating groove of the wheel by an automatic feeding unit. The wheel, due to its form fitted mounting on the output shaft of a powerful gearmotor, has a continuous rotational movement (the influence of the rotational speed of which is also investigated in this publication), which transports the particles into the tooling system. Due to the steady reduction of the cross-sectional area of the wheel groove on the basis of the tool insert, the aluminum particles are compacted, heated and plasticized with steady rotation. After a quarter rotation, the die fully engages the wheel groove, resulting in a deflection of the material flow and extrusion through the shaping opening. The investigations carried out to date show the processability of aluminum chips of various alloys as well as conventional aluminum foil with a significantly improved energy efficiency compared to the conventional recycling process. [15] One reason for the use of aluminum chips is the fact that they are easy to control and reproducible in terms of size, geometry and surface condition. Here the comparability between the chips is very high, so that they are well suited for determining the basic process influences.

Schematic design of the friction-induced recycling process of different aluminum scraps according to [15]
In the past studies (cited above), the basic principle of operation as well as the feasibility of the friction-induced recycling process have been successfully demonstrated, and both the potential for energy and resource savings compared to conventional process chains to produce semi-finished aluminum products have been shown. Based on these promising results, it is necessary to extensively characterize the process (which is based on the Conform process [16]) prior to extensive application. This is necessary due to the fundamentally different properties of the formless solids processed in the friction induced recycling process compared to the wires conventionally processed in the Conform process. To characterize the basic influences on the friction induced recycling process, the effects of different particles to be processed (chips in different forms as well as powder), the filling rate of the particles to be processed as well as the rotational speed of the wheel are investigated in this publication and their results are discussed.
Materials and Methods
The information obtained to this point on the process influences of the friction-induced recycling process are to be expanded and discussed in the context of the investigations presented in this publication. The objects of investigation considered here, the materials, tools and measuring instruments used are all described in this chapter. For the consideration of the influence of the wheel rotational speed (n = 6, 8, 9, 11 rpm), the filling rate (ṁ ≈ 9, 14, 19 g/min) as well as the influence of the geometrical shape of the particles, aluminum chips of three different shapes of the alloy EN AW-6060 are considered. The chemical composition of the aluminum chips measured with a CCD metal analyser Q4 Tasman from Bruker AXS GmbH is shown in Table 1.
The three chip shapes were produced in a dry milling process from aluminum plates with a cutting speed of 1425 m/min, a feed of 0.2 mm, a cutting depth of 2 mm and a cutting width of 0.5 mm for chip shape 1 (CS1). For the second chip size (CS2) a cutting speed of 1425 m/min, a feed of 0.24 mm, a cutting depth of 1 mm and a cutting width of 3 mm, for the third chip size (CS3) a cutting speed of 1425 m/min, a feed of 0.4 mm, a cutting depth of 1 mm and a cutting width of 0.5 mm were used. A geometric characterization of the chips is shown in Table 2. The chips of the first shape are short and flat broken whereas the chips of the second and third shape are short spiral chip fragments with a slightly twisted shape. The characteristic value of the surface-to-volume ratio describes the surface area (and thus the area covered with oxides) compared to the chip volume. Thus, the surface-to-volume ratio of the chips of the third, thick chip shape is significantly lower in relation to the first chip shape, which has the thinnest chips.
Furthermore, a spherical aluminum powder of the alloy EN AC-43000 from the manufacturer TLS Technik GmbH & Co. with a particle size of 20 – 63 µm (according to the manufacturer) has been considered to increase the range of materials that can be processed with the existing system. Aluminum chips of the casting alloy EN AC-43000 are used as a direct comparison object. These chips were produced by a dry milling process from a cast ingot with dimensions 90 × 50 mm, a cutting speed of 1425 m/min, a feed of 0.2 mm, a cutting depth of 2 mm and a cutting width of 0.5 mm (Fig. 3). These cutting conditions result in an average chip length of ls = 1.8 mm, a width of ws = 1.5 mm and a thickness of ts = 0.1 mm.

Comparison of the chips and the powder each from EN AC-43000
In all investigations, the central parameters describing the geometry of the tool system are not changed. The wheel groove for the continuous feed of the aluminum particles has a width of w = 7 mm and a depth of h = 6 mm. The shaping die (matrix) has a diameter of d = 5 mm and a length of l = 6.5 mm. For the variation of the wheel rotational speed as well as the filling rate, an independent investigation is carried out with the chips of chip shape 1 (CS1) in each case to ensure constant investigation conditions. For the investigation of the influence of the chip shape, the rotational speed is kept constant at n = 11 rpm and the mass flow at ṁ ≈ 14 g/min.
Regardless of the material or aluminum particles considered, only the steady-state process condition is used to evaluate the mechanical properties of the recycled profiles. This state, which is characterized by a constant process temperature and a constant torque, represents the production phase of the process. On the basis of process variables such as the heating rate, the start-up phase that precedes the steady-state process condition, which has an influence on energy efficiency depending on its length, can be analyzed.
In this publication, the influence of different particular shapes on the process is investigated. A variation of the particle shape can be used to modify the mass flow rate as well as the "surface to volume ratio". Due to the good availability, this influence is investigated in this paper using three different chip shapes. The bulk density of the second chip shape with ρc = 0.23 g/cm3 is lower compared to the first chip shape with ρc = 0.29 g/cm3. This results in the fact that, in the context of processing the second chip shape, significantly more air and thus also significantly less aluminum can be added to the recycling process through an input opening that is constant in cross-sectional area at a comparable volume flow rate V̇. If the added chip volume flow is kept constant, a larger mass flow of aluminum chips is fed to the chip shape 1 and processed. Here the reason is the different bulk densities, which are assumed here to be constant even when the material is fed. For the case just outlined, of a constant volume flow for both chip shapes, two input variables would be varied in the form of the mass flow supplied as well as the chip shape. If effects occur in this case (such as a temperature change), this temperature change cannot be assigned to the change of an input variable without further explanation, since two independent input variables are varied. In order to exclude this case and to be able to assign any effects that occur directly to a corresponding input variable, only one input variable is varied at a time and the other is kept constant. In order to keep the filling rate or the supplied mass flow constant, the underlying mass flow ṁ is determined on the basis of the exit velocity of the profile generated with the second chip shape. Based on these results, the mass flow is adjusted in the investigation for the first chip shape, thus eliminating the influence of this process parameter.
To evaluate the influence of the different variables on recycling, the process temperature, the torque and the mechanical properties of the profiles produced are analyzed. The process temperature is determined by means of a tactile K-type thermocouple (G/G-24-KK-IEC) from Therma Thermofühler GmbH, Lindlar on the outside of the die system. The torque is determined via the power consumption of the frequency converter (SINAMICS G120 PM240-2 from Siemens AG, Munich) of the gearmotor, taking into account the current rotational speed. The mechanical hardness of the wires produced is measured according to the relevant standard (DIN EN ISO 6507–1) and the Nexus 4303 hardness tester from INNOVATEST Europe BV, Maastricht is used. The characteristic values of the tensile test are determined with the tensile specimens of form F according to DIN 50125 on a universal testing machine Z100 of the company Zwick-Roell GmbH & Co. KG, Ulm.
Results and discussion
In this chapter, the influences of the geometric shape of the aluminum particles, the filling rate and the rotational speed and their process influences are considered. In addition, it is investigated whether the processability of powders from the field of additive manufacturing is possible without restrictions.
Influence of the geometrical shape
By varying the geometric shape of the particles to be recycled, the surface-to-volume ratio is also adjusted. Processing the previously characterized chip sizes initially has no significant influence on the process temperature (TS ≈ 300 °C). The torque at steady state is almost constant with MS = 3400 Nm for the second chip shape compared to the first chip shape with MS = 3360 Nm (deviation of 1%). The slight deviations can be attributed to the determination of the torque via the output power of the gearmotor, which is the reason for assuming that the torque is independent of the chip shape. With regard to the output variable of mechanical hardness, no influence of the chip shape can be determined. Similarly, the tensile strength is only slightly influenced by a change in the chip shape. For chip shape 2, a slightly increased average tensile strength of Rm = 156 MPa (SD = 1.8 MPa) can be determined compared to Rm = 151 MPa (SD = 3.5 MPa) for chip shape 1. These and the following characteristic values of the tensile tests each represent the average of the results of three specimens tested. However, the ductility of the produced semi-finished products is significantly influenced by the chip shape. By using the first chip shape, the uniform elongation is Ag = 10.4% (SD = 0.7%). This value can be increased by about 51% to Ag = 15.7% (SD = 1.9%) by using the second chip shape with a lower surface to volume ratio (Fig. 4).

Influence of chip shape on ductility
One possible reason for these significant differences in ductility may be the proportion of surface oxides for the different chip shapes. To produce the volume of a cubic centimeter with the density of ρ = 2.7 g/cm3, significantly more chips of shape 1 are required compared to shape 2 due to the smaller dimensions. To produce one cubic centimeter from the second chip form, only about 696 chips with a total surface area of A ≈ 17,576 mm3 are required. Using the first chip shape, about 3695 chips with a total surface area of A ≈ 23,432 mm3 are used. Assuming a constant oxide layer thickness for both chip shapes, which is given due to the comparable generation and storage conditions, the first chip shape has a higher "surface to volume ratio". Thus, the proportion of high-strength and very brittle surface oxide of chip shape 1 in the recycled workpiece is about 33% higher. With the higher "surface to volume ratio", the number of micro-structural weld spots also increases, which represent a potential weak point with regard to the previous failure of the material and the associated ductility. Metallographic proof of a low oxide content in the semi-finished product recycled from the second chip shape (compared to the first chip shape) is not straightforward due to the oxide finely distributed in the semi-finished product as a result of the forming process. Therefore, experimental proof of this assumption is given below by processing the chips from the third chip shape. With the significantly thicker chips of the CS3, the surface to volume ratio can be further reduced. This is accompanied by a further improvement of the uniform elongation to Ag = 17.7% (SD = 2.0%). These results imply the presence of a correlation between the passive oxidation layer as well as the ductility of the recycled semi-finished products at this process temperature of TS ≈ 300 °C. From this fact, it can be concluded that the resulting scrap should not be shredded to a very high degree in order to avoid a negative influence on the properties of the recycled profiles. This fact is in conflict with the requirement of the most compact possible storage of the accumulating scrap as well as the necessity of the targeted feeding of the scrap into the wheel groove of the friction-induced recycling process. In order to solve this conflict and to process smaller scrap (such as chips), it is necessary to implement a specific surface treatment to reduce the surface oxides, which will be the subject and objective of future investigations.
Influence of the Filling rate
Increasing the filling rate increases the mass flow and thus also the number of formed and plasticised aluminium chips and a larger friction surface is generated. For this reason, a clear increase in the friction-induced heating rate of the overall process can be shown for the increase in the filling rate in the different temperature intervals and also in the overall period until the steady-state final temperature is reached. The heating rates are shown for three different filling rates or mass flows in Table 3. In comparison to the influence of the filling rate on the heating rate the influence of the filling rate on the stationary temperature is subordinated. One reason for this may be the fact that the discharge of the recycled profiles also increases with the filling rate (in the case of the first and third filling rates considered here, it is even doubled). With the higher discharge of the recycled profile, more heat is also transported out of the process or the tool system (where the temperature is measured). The mechanical strength of hardness, tensile strength as well as ductility is not influenced by the filling rate. On the other hand, the steady-state torque is significantly affected by the processed mass flow rate. For the lowest mass flow of ṁ = 8.9 g/min, the steady-state torque is MS = 2850 Nm. For the mass flow of ṁ = 13.9 g/min, which is increased by more than 50%, a significantly higher value of MS = 3360 Nm is recorded. The highest torque of MS = 3520 Nm can be shown for the highest mass flow of ṁ = 18.9 g/min. The direct, positively correlated influence of the processed mass flow on the torque to be applied corresponds to expectations and can be transferred to the (electrical) power to be applied due to the constant rotational speed. The increased discharge rate, however, also increases the energy efficiency of the entire process. The reason for this is that for the process, due to the friction surfaces between the individual tool components that fill with aluminum in the process, there is a proportion of torque to be applied for each examination point. This proportion must be applied independently of the mass flow. If the mass flow is increased, the proportion of the torque that is actually used for recycling increases in comparison to the proportion that occurs indirectly for friction. Proof of this can be seen in the fact that when the processed mass flow is doubled (the filling rate from ṁ = 8.9 g/min to ṁ = 18.9 g/min), the torque and thus the electrical power (determined by the torque) increases by only 24%.
Influence of the Rotational speed
In the here described examination a powerful geared motor with a maximum torque of 17,460 Nm is used. To influence the process, it is possible to adapt the rotational speed of the grooved wheel up to nmax = 20 rpm. During the investigations, rotational speeds of n = 4 rpm to n = 15 rpm were set in this parameter window. However, due to various restrictions, a good product in terms of the surface and the filling of the cross-section can only be produced in the restricted parameter window between n = 6 rpm and n = 11 rpm while the other parameters are kept constant. For lower rotational speeds, it becomes apparent that the friction-induced heating rate is low, since the temperature required to produce defect-free workpieces is only reached very late (t > 1000 s). This can be compensated by using electric heating methods.
Due to the higher forming rate, a significantly higher rotational speed of n = 15 rpm leads to inhomogeneities or breaks in the wire and thus to incomplete die filling. In the parameter window considered in this work, between n = 6 rpm and n = 11 rpm, such inhomogeneities do not occur in the steady-state processing condition. However, a dependence of the rotational speed on the temperature profile and the heating rate can also be determined there (Fig. 5). For the lowest considered rotational speed of n = 6 rpm, the heating rate is only Φ20-100 °C = 0.8 °C/s, for the significantly higher rotational speed of n = 11 rpm already Φ20-100 °C = 2.1 °C/s. The reason for the increased heating rate is the higher chip mass flow rate, which has been proportionally adjusted with the rotational speed within the scope of these investigations. The forming or extrusion of a larger mass in a comparable time interval leads to the insertion of a larger amount of heat, which is reflected in the increased heating rate.

Influence of the rotational speed on the heating rate for the recycling of chips EN AW-6060 CS1
Processing of powder from additive manufacturing
The central aspect of the previous investigations on the friction-induced recycling process was the processing of aluminum chips. These were used because of the good possibility of uniform production as well as characterization and the good possibility of ensuring the purity of the alloys. In addition, the processing or recycling of conventional aluminum foil as well as solids, such as a wire, has been demonstrated. To extend the range of aluminum scrap to be processed, the processability of EN AC-43000 aluminum powder from the field of additive manufacturing is considered in this subchapter. The processing of the aluminum powder represents an investigation in the limit area of possible particle geometries under the aspect of the globular shape as well as the very small size.
However, in the direct processing of the aluminum powder in a tool system present at room temperature, it is shown that the fine-grained powder falls through the gaps existing between the tool insert and the wheel. Therefore, wrought alloy EN AW-6060 is first processed in the form of chips for a few seconds. This processing leads to the formation of aluminum adhesions between the tool components. In the following, the smooth processing of the casting alloy EN AC-43000 is possible without any problems. A semi-finished product (in this case a wire Ø 5 mm) of very good quality in terms of die filling as well as surface quality is continuously extruded (Fig. 6).

Comparison of the die filling for the recycling of EN AC-43000 chips (left) and powder (right)
In order to avoid impurities, the first > 1000 mm of the produced wire are not considered in the determination of the mechanical properties, which are in a direct comparison to the wire produced from chips of the casting alloy EN AC-43000. The hardness is determined for the wire from both different particle shapes as the mean value of 13 measurements (with a distance of 0.5 mm to the edge or 1 mm between two measuring points, taking into account DIN EN ISO 6507–1) distributed uniformly on the surface. A mean characteristic value of 70 HV0.3 is determined for the powder and 61 HV0.3 for the wire produced from the aluminum chips. This higher strength of the wire produced from the aluminum powder can be confirmed from tensile tests, since the average tensile strength of the powder, Rm = 222 MPa (SD = 0.7 MPa), is about 10% higher than that obtained from the aluminum chips with Rm = 202 MPa (SD = 4.3 MPa).
Conclusion
In this publication, the friction-induced recycling process is used to describe an alternative and energy-efficient recycling method for a wide variety of aluminum rejects. The suitability of processing aluminum chips and aluminum foil, which has been demonstrated to date, is extended to the processing of very fine aluminum powder. An influence of the particle shape on the mechanical properties as well as the influence of different parameters on the process variables of temperature and torque are described. Based on the results obtained, future research projects can be motivated to develop a fully comprehensive recycling process chain for a wide variety of aluminum scrap. In addition to the actual forming process, the influences of the comminution and cleaning process or the influence of the mixing of different aluminum scrap must also be taken into account.
References
Schneider R, Heine B, Grant RJ, Zouaoui Z (2015) Mechanical behaviour of aircraft relevant aluminium wrought alloys at low temperatures. Proc. Inst. Mech. Eng. L P I MECH ENG L-J MAT 229:126–136. https://doi.org/10.1177/1464420713501734
Cooper DR, Allwood JM (2012) Reusing steel and aluminum components at end of product life. Environ Sci Technol 46:10334–10340. https://doi.org/10.1021/es301093a
Balomenos E, Panias D, Paspaliaris I (2011) Energy and Exergy Analysis of the Primary Aluminum Production Processes: A Review on Current and Future Sustainability. Miner Process Extr Metall 32:69–89. https://doi.org/10.1080/08827508.2010.530721
Khalid Y, Wu M, Silaen A, Martinez F, Okosun T, Worl B, Low J, Zhou C, Johnson K, White D (2021) Oxygen enrichment combustion to reduce fossil energy consumption and emissions in hot rolling steel production. J Clean Prod 320. https://doi.org/10.1016/j.jclepro.2021.128714
Schwarz HG (2004) Aluminum Production and Energy. In: Cutler J (ed) Encyclopedia of Energy. Elsevier Science, Amsterdam, pp 81–95
Morfeldt J, Nijs W, Silveira S (2015) The impact of climate targets on future steel production e an analysis based on a global energy system model. J Clean Prod 103:469–482. https://doi.org/10.1016/j.jclepro.2014.04.045
Gronostajski JZ, Matuszak A (1999) The recycling of metals by plastic deformation: an example of recycling of aluminium and its alloys chips. J Mater Process Technol 92–93:35–41. https://doi.org/10.1016/S0924-0136(99)00166-1
Shamsudin S, Lajis MA, Zhong ZW (2016) Solid-state recycling of light metals: A review. Adv Mech Eng 8:1–23. https://doi.org/10.1177/1687814016661921
CEN. Aluminium and Aluminium Alloys—Terms and Definitions—Part 3: Scrap: EN 12258; Brussels, Belgium, 2013.
Muchová L, Eder P (2010) End-of-waste criteria for aluminium and aluminium alloy scrap: Technical proposals. Publications Office of the European Union, Luxembourg
Grażyna MN, Gancarczyk K, Nowotnik A, Dychtoń K, Boczkal G (2020) Microstructure and Properties of As-Cast and Heat-Treated 2017A Aluminium Alloy Obtained from Scrap Recycling. Mater 14:89–97. https://doi.org/10.3390/ma14010089
Tekkaya AE, Schikorra M, Becker D, Biermann D, Hammer N, Pantke K (2009) Hot profile extrusion of AA-6060 aluminum chips. J Mater Process Technol 209:3343–3350. https://doi.org/10.1016/j.jmatprotec.2008.07.047
Haase M (2014) Mechanical properties improvement in chip extrusion with integrated equal channel angular pressing. Dissertation, Dortmund University of Technology.
Etherington C (1974) Conform—A New Concept for the Continuous Extrusion Forming of Metals. J Eng Ind 96:893–900. https://doi.org/10.1115/1.3438458
Borgert T, Homberg W (2022) Energy saving potentials of an efficient recycling process of different aluminum rejects. Energy Rep 8:399–404. https://doi.org/10.1016/j.egyr.2022.01.027
Stadelmann C (2009) Extrusion von Metallpulvern durch kontinuierliches Pulverstrangpressen. Dissertation, Universität Erlangen – Nürnberg.
Funding
Open Access funding enabled and organized by Projekt DEAL. This research was funded by the state of Northrhine Westfalia via the Forschungskolleg ‘Leicht-Effizient-Mobil’ (LEM).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Financial and non-financial interests
The authors have no relevant financial or non-financial interests to disclose.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Borgert, T., Milaege, D., Schweizer, S. et al. Potentials of a friction-induced recycling process to improve resource and energy efficiency in manufacturing technology. Int J Mater Form 16, 59 (2023). https://doi.org/10.1007/s12289-023-01785-w
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12289-023-01785-w