
Abstract
Nowadays, the requirements on metallic materials have become more comprehensive, which gradually exceed the capability of monolithic metals. One of the solutions is the composite metal, where different properties of the constituents are integrated as one. In industrial practice, hot roll bonding has been frequently employed to produce laminated composite metals thanks to its high adaptivity. However, the bonding mechanism and the bond strength models have not been thoroughly investigated and parametrized. In a recent publication, a semi-empirical bond strength model has been developed, which quantitatively considers the influence of various influencing factors on the bond strength.
In this paper, this new model is applied in FE simulations of lab-scale hot roll bonding of multiple passes to achieve a better understanding of the process and the bonding behaviours. Firstly, this new model is adapted for macroscopic process simulations, implemented in FE environment via Abaqus subroutines, and evaluated by the simulations of the truncated-cone experiments. Secondly, the FE setup is applied in the process simulation of hot roll bonding. Eight roll bonding passes are simulatively reproduced and good accordance with experiment is achieved. The strain distribution in thickness, evolution of temperature and bond strength, bonding status and cause of local temporary de-bonding are analysed by this simulation. Finally, the influences of the thickness ratio of metallic plates, height reduction, rolling velocity, and material combination with different bonding properties are tested in simulative studies. The process simulations provide a promising way to facilitate the design and optimization of hot roll bonding by FE simulations.
Similar content being viewed by others
Introduction
Roll bonding is a widely used solid-state welding process to produce laminated composite metals with special mechanical [1], chemical [2] and thermal [3] properties thanks to its high efficiency, good adaptivity and low cost. During hot or cold rolling, different metallic plates are rolled together and bonded in the roll gap. The bonding mechanism of cold roll bonding has been well understood, for example the film theory and its corresponding bond strength model proposed by Zhang and Bay [4,5,6]. But for hot roll bonding, a comprehensive bond strength model was absent from the literature for a long time.
In a recent publication, based on the findings of the truncated-cone experiments, a semi-empirical bond strength model, which considers the influences of the bond formation temperature, strain, temperature reduction, multiple consecutive height reductions and inter-pass time, has been proposed and parametrized for hot roll bonding [7]. This model lays a good foundation for a realistic process simulation of hot roll bonding, considering the bond formation in the roll gap and the possible delamination after the roll gap. With the help of such process simulations of hot roll bonding, the materials, time, and energy for experimental ‘trial and error’ could be reduced and the process design could be accelerated.
Therefore, this paper pursues two goals. Firstly, a coupled mechanical-thermal process simulation of hot roll bonding is realized by employing the semi-empirical bond strength model to define the bond formation, bond strength evolution and de-bonding at the joining interface. Secondly, the possibility of computer-aided engineering for hot roll bonding is explored by several simulative studies.
The general structure of this paper is as follows. In the state of the art, the existing methods for roll bonding simulations are reviewed. Among them the most suitable method, in the authors’ point of view, the Abaqus subroutine UINTER is introduced in detail. Then the semi-empirical bond strength model is adapted and implemented into FE environment by the coupled subroutine UINTER and UHARD. After the evaluation, the adapted bond strength model is applied in the coupled mechanical-thermal process simulation of multi-pass hot roll bonding to study the evolution of strain and temperature, the bonding behaviours at the joining interface as well as the delamination risk during the passes. Afterwards, several simulative studies are performed under different process conditions, for example the thickness ratio of the metallic plates, rolling schedule and so on, to explore the possibility of computer-aided process design and optimization. At the end, the conclusion and summary are presented.
State of the art
Since the beginning of the 21st century, computer-aided engineering has been extensively applied in industry and achieved tremendous success. By employing FE models, the promising process designs can be screened out efficiently. Consequently, the materials consumed during ‘trial and error’ can be reduced while the development of new processes can be accelerated.
However, nowadays the design of hot roll bonding is still mainly based on experiences since simulating the mechanical and thermal behaviours of the joining interface as well as the bond strength evolution and bond failure during hot roll bonding is extremely challenging. The reasons are on the one hand, there is a variety of possible influencing factors on the bond strength at the joining interface, such as the metal combination, stacking sequence, thickness ratio of the metallic plates, rolling temperature, height reduction, multiple passes, inter-pass time and so on. On the other hand, the bonding mechanism is not thoroughly investigated and parametrized for hot roll bonding. The quantification of the influencing factors mentioned above is very difficult due to the limitation of the characterization methods. Consequently, a simulation-friendly quantitative bond strength model for hot roll bonding was for a long time unavailable in the literature.
Nevertheless, to enable the simulation of roll bonding, some assumptions, concepts, and useful tools have been developed to describe the behaviours of the joining interface. In the following section, the simulative work on roll bonding is summarized and the benefits as well as the drawbacks are discussed.
Existing methods for roll bonding simulations
-
(1)
Assumption of firm bond
For the accumulative roll bonding (ARB), two metallic sheets are stacked parallel to the rolling direction and fed to the rolling mill with a thickness reduction of 50%. Then the rolled sheet is split evenly in length, stacked, and rolled again with 50% reduction. As the dimensions of the processed sheets remain almost unchanged compared with the initial status, the process can be repeated to produce ultra-fine-grained (UFG) microstructure by severe plastic deformation (SPD).
For the simulation of symmetric ARB of single material, the joining interface is exactly the symmetry plane in thickness direction. Therefore, a symmetry constraint was applied in the simulations instead of the bonding properties [7,8,9]. For the simulation of asymmetric ARB, the often used methods are, for example, an equation constraint to enforce synchronized movement of the joining interface [10] or a mechanical tie of the joining interface before rolling [11, 12]. By doing this, the joining interfaces are assumed to be firmly bonded throughout ARB.
With these methods, the distribution of equivalent stress, strain in thickness and the texture evolution of successful ARB have been studied by simulations. However, the possible delamination of the metallic sheets is not accounted in these simulations since the joining interfaces are assumed to be bonded with infinite bond strength before and during rolling. Nevertheless, the delamination is not a critical issue for ARB.
-
(2)
Coulomb friction law
For hot roll bonding of stainless-steel plates, macro- and meso-scale FE models have been established in DEFORM-3D [13]. With these models, the vertical stress and the deformation resistance of cladding layers have been studied and the suitable rolling reduction rate has been determined. In this study, the Coulomb friction law was applied between the substrate and cladding layer with a friction coefficient of 0.5. For cold roll bonding of Al 99.5, FE models have been applied to study the influence of thickness ratio, flow stress ratio of the plates and work roll radius on the elongation of the metallic plates [14]. In this work, the Coulomb friction law was also used for the joining interface with a friction coefficient of 0.3.
The Coulomb friction law is simple and robust for simulations. It can be applied when the bonding behaviour is not the focus of the study. However, when the interface is bonded during rolling, the possible tensile stresses transmitted by the interface cannot be properly described by the Coulomb friction law.
-
(3)
Cohesive zone method
Compared with the two methods mentioned above, the cohesive zone method (CZM) can be used to describe bond strength quantitatively. The CZM was originally introduced to study the crack propagation along interfaces [15, 16]. The CZM is based on a traction-separation relation, where the traction across the interface increases with interfacial separation. The damage is initiated when the traction reaches the user-defined maximum value, which acts as the bond strength. Then the bond strength deteriorates with further separation according to a user-defined damage evolution law [17, 18]. When the bond strength vanishes, a complete decohesion takes place. With the CZM, the cohesion between bonded plates can be represented in FE environment. By tuning the bond strength and the damage evolution law, the average peeling forces have been successfully reproduced in the simulations [19, 20].
By the CZM, the strong and weak bond can be distinguished in simulations and the possible bond failure can be simulated under specific loading conditions. However, the CZM is more appropriate to simulate the separation of already bonded materials while the bond formation cannot be described by this method. Besides, the bond strength defined by the CZM is a user-input which cannot vary during the simulations. For a comprehensive roll bonding simulation starting from separated plates, the evolution of the bond strength influenced by the process parameters, as well as the bond failure must be integrated in one model. Regarding this, the CZM is so far not the optimal method for roll bonding simulations.
-
(4)
Abaqus user-subroutine UINTER
Abaqus is a worldwide commercialized FE software used by researchers and engineers in numerous fields of study and production. Abaqus allows users to define customized contact algorithms to replace the build-in algorithms by using a subroutine called UINTER. When using UINTER, users are provided with necessary input variables for the interaction calculation, such as time, temperature, nodal area, current position, incremental displacement and so on. In UINTER, a constitutive contact model must be completely and exclusively defined.
A basic FE framework for the roll bonding simulation has been implemented in UINTER in the work of Bambach et al. [21]. In this UINTER, customized contact algorithms, such as general mechanical-thermal interaction, bond strength model including bond formation and failure, have been defined and applied in the simulation of the first roll bonding pass. Based on the analyse of the methods for roll bonding simulation, the subroutine UINTER is the most appropriate tool for comprehensive simulations of the bonding behaviours at the joining interface of hot roll bonding. Therefore, in this paper the UINTER is used as a basis for hot roll bonding simulations.
In the following sections, the constitutive contact models defined by UINTER are reviewed. The models for general mechanical and thermal interaction and the bond strength model, consisting of bond strength evolution and bond failure, are briefly summarized. Besides, the extension of UINTER and the upgrade of the process model for hot roll bonding are explained. These are the prerequisites for the application of the semi-empirical bond strength model in comprehensive hot roll bonding simulations.
Models for general mechanical and thermal interaction
The essential challenge of a roll bonding simulation is to describe the mechanical and thermal interaction at the joining interface considering possible bond formation and failure. For the mechanical interaction, apart from the contact stresses in normal and tangential direction, the bond formation, the influences of process parameters on the bond strength and the bond failure criteria should be included. For the thermal interaction, the bonding status dependent heat transfer needs to be implemented. Besides, regarding the process model of multi-pass hot roll bonding, the thermal interaction between the work roll and plate package as well as the heat loss to the environment should be considered.
According to Bambach et al. [21], the mechanical interaction considering bond formation and failure is defined as follows. In normal direction, the stress-distance relation is shown in Fig. 1(a), where the clearance CoL represents a critical distance for the contact pressure calculation. Supposing there is a free slave node and a master surface, at position ①, there is no mechanical interaction between them. As the node approaches the master surface, when the distance between them is smaller than CoL, the contact pressure gets larger as the distance decreases or even becomes negative as the slave node penetrates the master surface, as shown by position ②. During compression, depending on the temperature and the caused deformation, the slave node could be bonded to the master surface. If the slave node is not bonded, the pressure vanishes when the distance gets larger than CoL. However, for a bonded slave node during separation, when the clearance is larger than CoL, a tensile stress appears. The bonded slave node is not released from the master surface until bond failure happens at position ③.

In tangential direction, the penalty method is applied to define the relation between shear stress and slip distance [21, 22], as shown in Fig. 1(b). When the actual shear stress is smaller than the critical shear stress (τcrit), sticking friction takes place between interacting partners. According to the penalty method, a small amount of elastic slip is allowed during sticking. The variable γcrit denotes the maximum allowed elastic slip, which is used to calculate the contact stiffness. In case of a bonded node, bond failure does not happen during sticking. However, when the shear stress reaches the critical value τcrit, the contact status changes from sticking to slipping, which means the slave node has irreversible slip regarding the master surface. Therefore, bond failure takes place. The critical shear stress depends on the normal stress and the bond strength.
The bonding compatible thermal interaction [23] is shown in Fig. 1(c), where the heat transfer coefficient (HTC) is bonding status dependent [24, 25]. The clearance C∗, which defines the thermal interaction zone, is larger than the mechanical clearance CoL. This makes sense because the thermal interaction, for example convection and radiation, could take place between two bodies, which are not necessarily in mechanical contact. In this way, for a bonded slave node at position ③ for instance, the thermal interaction is not ignored. With these settings, for a slave node in region I, there is neither mechanical nor thermal interaction; for a slave node in region II, the thermal interaction is enabled while the mechanical interaction depends on the bonding status; for a slave node in region III, both mechanical and thermal interaction are considered.
Bond strength model: bond formation
For cold roll bonding, the bond strength has been well described by the Zhang & Bay model [5]. In this model, the bond strength is related to the flow stress of the materials, the surface enlargement, the contact pressure, and the surface conditions. Inspired by the Zhang & Bay model, an isothermal bond strength model for the first pass of hot roll bonding has been presented in [26]. In this isothermal model, the dependency of bond strength on surface enlargement under an isothermal condition (450 °C) and the variation of bond strength with temperature have been experimentally determined for aluminium alloys AA1050 and AA2024, as shown in Fig. 2. This dependency of bond strength on surface enlargement has been successfully implemented in the UINTER for the simulation of the first pass of hot roll bonding. However, the temperature dependency has not been properly parametrized.

(a) Dependency of bond strength on surface enlargement at 450 °C and (b) variation of bond strength with temperature [26]
Bond strength model: bond failure
Generally, the bond failure, which is also referred as de-bonding, happens when the stress reaches the corresponding bond strength. For example under pure tension, de-bonding happens when the tensile stress reaches the normal bond strength (σB) [21], as shown in Fig. 1(a). However, the stresses at the joining interface during hot roll bonding are more complicated. Preliminary bond failure criteria can be found in Fig. 3, where the bond strengths under different stress states are displayed by the red curve.

Different behaviours for a bonded node based on the stress states [23]
According to the bond failure criteria, when the shear stress increases under compression and reaches the red curve, relative sliding occurs and de-bonding takes place, which is consistent with Fig. 1(b). But the bond is assumed to be automatically re-established after sliding due to the existence of the compression stress [23]. If de-bonding happens under tension, the bond is not re-established since the slave node and master surface are driven away from each other by the tensile stress. But it is possible that this slave node is bonded again by further deformation, for example, by the on-going deformation in the roll gap or by the next roll bonding pass. The maximum shear stress (τmax) is theoretically estimated by the flow stress divided by \(\sqrt{3}\) [27].
Extension of the basic FE framework
A basic FE framework has been proposed for the simulation of hot roll bonding using solely the Abaqus subroutine UINTER in [21]. Within this basic framework, the isothermal bond strength model [26] has been implemented in conjunction with the models for general mechanical and thermal interaction in [28]. However, to implement more advanced bond strength models, where the bond strength is scaled with flow stress, the basic FE framework must be extended to include the real-time flow stress of the interfacial nodes as an input parameter for UINTER.
The basic FE framework has been extended by coupling UINTER with UHARD, which is another Abaqus subroutine for real-time flow stress calculation [23]. The data flow of the coupling is described in Fig. 4. The UHARD receives the input parameters, such as temperature, equivalent plastic strain and strain rate from the Abaqus core. With the user-coded plasticity model, the flow stress is calculated on integration points (IPs) of the elements. The flow stresses on IPs are returned to Abaqus as the output of UHARD and additionally saved in a global array, which is allocated in the memory of the host-solver. A mapping is necessary to convert the flow stress from IPs to nodes, for example by averaging from the nearest elements. In this way, the nodal flow stresses have become available for the bond strength calculation in UINTER, which enables the implementation of more advanced bond strength model for comprehensive simulations of multi-pass hot roll bonding.

Coupling UINTER with UHARD to extend the basic FE framework. TEMP: temperature, PEEQ: equivalent plastic strain, ER: equivalent strain rate, IP: integration point, SDV: solution dependent variable [23]
Extension of the process model of hot roll bonding
In the previous work [28], an isothermal process model has been developed in Abaqus to simulate the first pass of hot roll bonding, where the temperature decrease is still insignificant. However, for comprehensive simulations of multi-pass hot roll bonding, a coupled mechanical-thermal analysis is necessary, since the temperature decreases severely during multiple passes leading to a possible inhomogeneous temperature distribution along the workpiece thickness [29] and the mechanical and thermal solutions affect each other simultaneously [30]. In the previous work [23], such an extension of the process model has been preliminarily accomplished. Besides, the heat generation by plastic deformation, the heat loss due to contact with the work rolls, the convection and radiation with the environment have been taken into consideration.
In summary, the following preparation work has been accomplished based on the previous works: the models for general mechanical and thermal interaction have been combined with a simplified isothermal bond strength model, the nodal flow stress has become an available input for advanced bond strength calculation, a coupled mechanical-thermal process model has been developed.
Objectives and realization procedures
Based on what have been developed in the literature and previous works, the only missing piece for a comprehensive simulation of multi-pass hot roll bonding is an advanced bond strength model. A semi-empirical bond strength model is published in [7], which quantitatively considers various influencing factors of the bond strength. Therefore, in this paper this semi-empirical bond strength model is further adapted and implemented into process simulations of multi-pass hot roll bonding via the coupled UINTER-UHARD to analyse the process in depth and to explore the possibility of simulation-aided process optimization. The overall objectives are realized by the following four main procedures.
-
(1)
Adaption of the published semi-empirical bond strength model to compensate the difference between mesoscopic and macroscopic strain rates, which have been used for the theoretical parametrization of the model and its application in the process simulations of lab-scale multi-pass hot roll bonding, respectively.
-
(2)
Evaluation of the adapted bond strength model and its implementation in the coupled UINTER-UHARD by simulations of the truncated-cone experiments to check whether the influences of bond formation temperature, strain, temperature reduction, multiple consecutive height reductions and inter-pass time can be correctly captured and to check the bond failure under different stress states.
-
(3)
Application of the adapted bond strength model in the coupled mechanical-thermal process simulation of the lab-scale multi-pass hot roll bonding via the coupled UINTER-UHARD to get a deeper understanding of the bonding behaviours at the joining interface.
-
(4)
Exploration of the possibility of using hot roll bonding simulations for the process design & optimization by performing simulative studies on process parameters, such as thickness ratio of the metallic plates, rolling schedule including height reduction and rolling velocity as well as the material combination with different bonding properties.
Flow curves of the aluminium alloys
In this work, the material combination AA6xxx/AA8xxx is focused. The flow curves of the two alloys are measured at IBF by cylinder compression tests under different temperatures and strain rates. The Johnson-Cook plasticity model, as shown in Eq. (1) [31, 32], is used to fit the measured flow curves.
In Eq. (1) kf is the flow stress, εp and \(\dot{\varepsilon_p}\) are the equivalent plastic strain and strain rate, respectively. A, B, n, C, \(\dot{\varepsilon_0}\), Ttr, Tm and m are the parametrization constants. The ratio between \(\dot{\varepsilon_p}\) and \(\dot{\varepsilon_0}\) represents the effective plastic strain rate. Tm and Ttr are used to calculate a normalized temperature. By utilizing the Johnson-Cook plasticity model, the effects of strain strengthening, kinematic strengthening and temperature variation are correlated with the flow stress, so that in the FE simulations the plasticity responses of the two alloys can be represented accurately. The flow curves of AA6xxx and AA8xxx fitted by the Johnson-Cook plasticity model are shown in Fig. 5.

(a) Flow curves of AA6xxx and AA8xxx under different temperatures (strain rate = 0.1 /s) and (b) under different strain rates (temperature = 450 °C)
The Johnson-Cook plasticity model is implemented in the subroutine UHARD. Users need to provide the parametrization constants in the input file of the simulation. Then for each material, the corresponding constants are imported and passed to UHARD for real-time flow stress calculation. The calculated flow stresses are returned to Abaqus as the output of UHARD. Additionally, the flow stress is saved in a global array and transferred to UINTER for the bond strength calculation, as shown in Fig. 4.
Adaptation of the semi-empirical bond strength model
The adapted bond strength model: bond formation
The semi-empirical bond strength model published in [7] is based on results of the truncated-cone experiments. The relative tensile bond strength is calculated by the absolute tensile bond strength (σB) divided by the flow stress (kf), as shown in Eq. (2).
The parameter a, b and T0 are parametrization constants. Tbond and T1 are the bond formation and current temperature, respectively. Usually, Tbond is larger than T1 due to the natural cooling. ΔA is the mechanical surface enlargement while ΔAdiffusion is the equivalent surface enlargement representing the contribution of diffusion on the bond strength. γ is the multi-deformation factor. Detailed definitions can be found in [7]. The dependency of the relative tensile bond strength on the mechanical surface enlargement and bond formation temperature is shown in Fig. 6(a). The adapted model for the application in the process simulations of hot roll bonding is shown in Fig. 6(b) and explained in the following paragraphs.

(a) Original semi-empirical bond strength model [7] and (b) adapted bond strength model for the application in the process simulations of hot roll bonding
However, this model cannot be directly applied in the process simulations of hot roll bonding due to the difference between the meso- and macroscopic strain rate. According to the Zhang & Bay model [5], the bond is formed in meso-scale by extruding the fresh material in the cracks of the oxide layer, as shown in Fig. 7. When bond failure happens, the materials in the cracks are plastically deformed and ripped apart, which leads to very high mesoscopic strain rates.

Sketch of bond formation and failure according to the Bay model [5]
In the parametrization of the original semi-empirical bond strength model, the mesoscopic strain rate was estimated by the lifting velocity divided by the movement of the bonded interface before bond failure [7]. By using the mesoscopic strain rate, the saturation ratio between tensile bond strength and flow stress is around 0.8 in the original model, as shown in Fig. 6(a).
However, the aimed process simulations of hot roll bonding are in macro-scale. Due to the scale difference, the oxide layers are not explicitly considered at the joining interface in the process simulations. The available strain rates in the process simulations are macroscopic and much lower compared with the mesoscopic strain rates, which were used in the parametrization of the original bond strength model. Therefore, a direct application of the original semi-empirical bond strength model in the process simulations of hot roll bonding leads to incompatible flow stresses and consequently incorrect absolute tensile bond strengths.
In order to get the correct absolute bond strength in the process simulations of hot roll bonding, the original semi-empirical bond strength model is further adapted with the macroscopic strain rate. The macroscopic strain rate is estimated by the lifting velocity divided by the cone height of the conical deformation zone according to the elementary theory [27], as shown in Fig. 8. This estimation method is independently tested against the data provided by [30] and shows good agreement. Then the flow stress calculated with the macroscopic strain rate is used to scale the absolute tensile bond strength in the adapted bond strength model, as shown in Fig. 6(b). For the adapted bond strength model, the values of the constants a, b and T0 in Eq. (2) are 1.551, 13.80 and 473.6 °C, respectively. The other constants are unchanged as in [7]. Because the absolute bond strength is scaled by a smaller flow stress, the relative bond strength in the adapted bond strength model is larger than 1 while the shape of the model remains. This does not necessarily mean the formed bond is stronger than the matrix material, it is only due to different flow stresses used for scaling.

Picture of the sample for the truncated-cone experiment and estimation method of the macroscopic strain rate
For the implementation of the adapted bond strength model, the required input variables are temperature, time, nodal area, and macroscopic flow stress. The first three quantities are standard UINTER inputs. The macroscopic flow stress comes from the coupled UHARD, as shown in Fig. 4.
The adapted bond strength model and its implementation need to be evaluated before applying in the process simulations of hot roll bonding. The evaluation is performed by the simulations of the truncated-cone experiments, which have been used to parametrize the original semi-empirical bond strength model. The evaluation is shown in chapter 5.
The adapted bond strength model: bond failure
The bond can be formed by the plastic deformation during roll bonding, and it can also fail due to unfavourable stresses [21, 28]. The bond failure is also referred to as de-bonding. In this section the bond failure criteria according to the experimental results in [7] are explained in detail in Fig. 9.

(a) Behaviours of the non-bonded interface and (b) behaviours of the bonded interface under arbitrary stress states for the alloy combination AA6xxx/AA8xxx
Figure 9(a) shows the behaviours of the non-bonded interface. Under compression, the Coulomb friction law is applied to describe the relation between the critical frictional stress (τfric) and normal pressure (σN). The friction coefficient μ of 0.4 is averaged for different heigh reductions and temperatures. The shear stress has an upper limit (τmax) which can be theoretically estimated by the flow stress multiplied by a factor according to von Mises criteria [27]. In this work, the factor is adjusted according to experimental results. For the non-bonded interface, no tensile stress is transmittable across the interface.
When the bond is formed, the interface can transmit tensile stresses and the transmittable shear stresses in the stress space are also enlarged. Therefore, the behaviours of the bonded interface are determined by a conjunction of the stress state dependency of the bond strength with the Coulomb friction law, as shown in Fig. 9(b). The generalized bond strengths under arbitrary stress states are represented by the red curves (τcrit). The tensile bond strength (σB) represents the maximal tensile stress that the interface can transmit under pure tension, while the shear bond strength (τB) denotes the maximal shear stress that the interface can transmit under pure shear. The bond strengths under combined tension and shear are linearly aligned in the stress space according to experimental results [7]. The bond strengths under combined compression and shear are symmetric with the bond strengths under tension and shear [7]. When the τfric and the generalized bond strength under compression intersect, the larger one is taken as the bond strength. Therefore, the stress space is divided into the green and red region, representing the bonded and de-bonded status, respectively.
For a bonded slave node, the stress states in the green region would not trigger de-bonding, the slave node remains bonded to the master surface. However, if the contact stress at the joining interface reaches the corresponding bond strength (τcrit), de-bonding occurs and non-elastic relative movement between slave node and master surface happens. Here the assumption that the bond will be automatically re-established under compression after sliding [23] is not applied. After de-bonding, the bond is possibly to be formed again by the further plastic deformation.
FE models
FE models for the simulations of the truncated-cone experiments
To evaluate the adapted bond strength model and its implementation in the coupled UINTER-UHARD, simulations of the truncated-cone experiments have been performed. The detailed experimental setup and procedures are introduced in [7, 26]. For the simulations, the focused experiment modes and the corresponding testing purposes are listed in Table 1.
The 2D axial symmetric model and the 3D model for the simulations of the truncated-cone experiments are shown in Fig. 10. All dimensions are in mm. With the 2D axial symmetric model, the following experiment modes are modelled: compression-tension, compression-cooling-tension, multiple-compressions-tension, and compression-holding-tension since the bond strength is characterized by tension in the axial direction. With the 3D model, the compression-torsion mode is modelled. Due to the high computational costs, the specimen geometry for the 3D model is trimmed since the behaviours of the interface are of interest and the plastic deformation takes place only in the conical zones.

(a) 2D axial symmetric model and (b) 3D model for the simulations of the truncated-cone experiments
For both models, the subroutine UINTER is used to define the interaction properties at the joining interface with AA6xxx acting as the slave surface. To avoid penetration, a reciprocal interaction is additionally defined at the joining interface by hard normal contact and frictionless tangential contact. The bottom surfaces of the specimens are coupled with reference points (RPs). The kinematic boundary conditions are applied on the RP, for example: encastre, upsetting velocity, lifting velocity and rotational angular velocity. For both models, the bottom surface of AA8xxx is completely fixed. Depending on the experiment mode, different kinematic boundary conditions are applied on the RP of AA6xxx. The specific boundary conditions for each mode are given in chapter 5.
FE process model for the lab-scale multi-pass hot roll bonding
The adapted bond strength model is implemented in the coupled UINTER-UHARD and applied to a coupled mechanical-thermal process model of hot roll bonding to simulate the lab-scale multi-pass hot roll bonding experiment performed at IBF.
The coupled mechanical-thermal process model of lab-scale multi-pass hot roll bonding is shown in Fig. 11(a). This process model is simplified by symmetry to save computational costs. A spring-dashpot system is used to connect the plate package with the two reference points (RPs). In this way, by controlling the horizontal movement of the RPs, the plate package moves right or left. In cooperation with different roll gap distances and rotational velocities, different rolling schedules are realized.

(a) Schematic drawing of the process model for lab-scale multi-pass hot roll bonding with the spring-dashpot system to realize multiple passes and illustrations of (b) mechanical and (c) thermal interactions
According to the experimental conditions, point welding is defined by the subroutine UINTER on the front- and rear-end of the plate package, respectively. Because in the experiment the point welding holds throughout the passes, a relatively high welding strength is assumed. This does not mean that the whole interface is fixed as when the local stresses exceed the welding strength, delamination will also take place and the point welding will be torn apart.
The mechanical boundary conditions are shown in Fig. 11(b). In M-Interaction 1 the mechanical interaction between work roll and outer-plate is defined by hard contact and Coulomb friction. The subroutine UINTER defines the mechanical interaction as well as the possible bond formation and failure at the joining interface between the metallic plates in M-Interaction 2. The thermal interactions are show in Fig. 11(c). Conduction between work roll and outer-plate is defined in T-Interaction 1. The bonding status dependent thermal interaction at the joining interface is defined by UINTER in T-Interaction 2 [25]. Since the model is used for multiple passes, the heat loss to the environment by convection and radiation is considered in T-Interaction 3.
Evaluation of the adapted bond strength model by simulations of the truncated-cone experiments
To evaluate the adapted bond strength model and its implementation in the coupled UINTER-UHARD, simulations of truncated-cone experiments are performed. The general idea of the evaluation is as follow: based on the experimental de-bonding forces and de-bonding torques, the bond strengths under different conditions are calculated. Based on these data, the original semi-empirical bond strength model is parametrized with influencing factors like temperature, surface enlargement and so on. In the simulations, the experimental conditions are rebuilt, and the bond strength is calculated according to the adapted bond strength model. If the simulated de-bonding forces and de-bonding torques are in the approximate neighbourhood of the experimental values, then the adapted bond strength model and its implementation are evaluated to be effective. Based on the experiment modes in Table 1, the simulations are performed in the following five sub-sections. It is worth mentioning that each experiment in this section is performed at least twice and the average value is shown. In case of a large deviation, a third experiment is performed using the same conditions to justify the results. Detailed information can be found in [7].
The compression-tension mode
This experiment mode can be divided into two steps, namely compression and tension. In the compression step, the upper specimen AA6xxx moves down with a constant compression velocity of 0.5 mm/s. The compression distance is controlled by the compression time. After compression, the upper specimen AA6xxx moves up with a lifting velocity of 0.1 mm/s to realize de-bonding. The bottom surface of the lower specimen AA8xxx is completely fixed, as shown in Fig. 10(a). The compression force is defined as the maximum force during compression while the de-bonding force is defined as the maximum force during tension. The simulated compression and de-bonding forces are compared with the experimental values in Fig. 12.

Comparison between experiment and simulation: (a) the compression forces and (b) the de-bonding forces of the compression-tension mode
Figure 12(a) shows that regarding compression, the simulations and experiments fit quite well for all the tested temperatures and compression distances with an average error around 5%, which means the flow curves of the AA6xxx and AA8xxx are accurately determined, correctly parametrized and implemented. In Fig. 12(b) the de-bonding forces are shown. Not surprisingly, the errors of de-bonding forces are relatively larger, since the error in the compression step is accumulated in the tension step. But still good agreement can be observed between the simulation and experiment with an average error about 10%.
Based on this section it is proved that the adapted bond strength model, implemented in the coupled UINTER-UHARD, is sensitive with the bond formation temperature and strain. Besides, the de-bonding criterion under pure tensile stress works as expected.
The compression-cooling-tension mode
As mentioned before, hot roll bonding is usually accomplished by multiple passes, in which the temperature reduction is inevitable. It is essential that the adapted bond strength model can take the influence of temperature reduction into account. Therefore, in this section the response of the adapted bond strength model on temperature reduction is examined. The bond is formed at 500 °C with various compression distances, then the specimens are cooled down to 450 °C and 400 °C, respectively. The de-bonding is then performed after cooling by tension.
The de-bonding forces from simulations are compared with experimental values in Fig. 13. The bond is strengthened during cooling, as the de-bonding forces obtained after cooling are higher. This tendency is well captured by the adapted bond strength model. The overall accuracy is still satisfying.

Comparison between experiment and simulation: the de-bonding forces of the compression-cooling-tension mode
Based on this section it shows that the adapted bond strength model implemented in the coupled UINTER-UHARD can correctly represent the influence of temperature reduction on the bond strength.
The multiple-compressions-tension mode
Multiple consecutive height reductions occur naturally in hot roll bonding of aluminium combinations employing multiple passes separated by short inter-pass times of several seconds. Therefore, it is of importance to understand the influence of multiple consecutive height reductions on the bond strength by performing experimental investigations. For example, to realize 4 mm compression distance, one can do directly a 4 mm compression; or one can do four strokes, each with 1 mm. Between each stroke, a relaxation of several seconds is performed to imitate the inter-pass time. The experimental compression and de-bonding forces of single and multiple consecutive height reductions are shown in Fig. 14.

Comparison between experiment and simulation: (a) the compression forces (b) the de-bonding forces of the multiple-compressions-tension mode
If the experimental data are focused, it can be seen from Fig. 14(a) that the experimental compression force of multiple consecutive height reductions is slightly lower than that of single deformation. This could possibly be caused by the elastic strain during unloading between strokes or the microstructure change at high temperatures. Fig. 14(b) shows that multiple consecutive height reductions have a negative influence on the bond strength. A multi-deformation factor (γ) is defined as the de-bonding force of multiple consecutive height reductions divided by the de-bonding force of a single deformation. Based on experimental results, the multi-deformation factor seems to be temperature and deformation dependent, as shown in Table 2.
In the simulations, for each temperature the average values in Table 2 are used. The simulative compression and de-bonding forces are added in Fig. 14. The simulated compression forces are in very good accordance with experimental values while the de-bonding forces are roughly reproduced, especially for 500 °C. Since the starting temperature of the hot roll bonding experiment is 500 °C, the multi-deformation factor of 0.9 is chosen for the process simulations of the lab-scale multi-pass hot roll bonding.
This section shows that with a constant multi-deformation factor, the influence of multiple consecutive height reductions on the bond strength can be approximately captured by the adapted bond strength model implemented in the coupled UINTER-UHARD. As to the variation pattern of the multi-deformation factor with temperature and deformation, further investigations are necessary.
The compression-holding-tension mode
As hot roll bonding is usually performed at high temperature and the whole process takes long time to complete, diffusion may also affect the bond strength. Therefore, it is required that the adapted bond strength model can consider the influence of diffusion on the bond strength.
The influence of diffusion on the bond strength has been tested by the truncated-cone experiments in [7]. In the experiments, the bond is formed at 400 °C by 0.5 mm compression distance. Then the specimens are heated up to 450 °C or 500 °C and held for some time. The de-bonding is then performed by tension. In this work, the experimental testing procedures are rebuilt in the simulations. The de-bonding forces from simulations for different holding temperatures and times are compared with experiments in Fig. 15.

Comparison between experiment and simulation: the de-bonding forces of the compression-holding-tension mode
For the holding temperature of 450 °C, there is an increasing tendency of the bond strength with the holding time. While for the holding temperature of 500 °C, a saturation is reached in less than 180 s and further holding makes little contribution to the bond strength. This can be explained by the diffusion rate at different temperatures. At 450 °C, lower diffusion rate needs longer time to strengthen the bond. In the simulations, the experimental tendencies are reproduced successfully. The error between simulation and experiment is satisfying, especially for the holding temperature of 500 °C.
Therefore, according to this section it shows that with the adapted bond strength model implemented in the coupled UINTER-UHARD, the diffusion strengthening of the bond can be accurately represented.
With the simulations of this mode and the three modes described above, the adapted bond strength model and its implementation in the coupled UINTER-UHARD are evaluated to be effective regarding the bond formation temperature, strain, temperature reduction, multiple consecutive height reductions and inter-pass time. Besides, the simulations also prove that the de-bonding criterion under tensile stress works as expected.
The compression-torsion mode
In the previous four sub-sections, the adapted bond strength has been evaluated regarding some influencing factors of the bond strength and the de-bonding criterion under tensile stress has been proved to be working. However, the de-bonding criterion under shear stress still needs to be tested. This is done by the simulations of the compression-torsion mode of the truncated-cone experiment with the 3D model in Fig. 10(b).
In the compression-torsion mode, after the bond formation at different temperatures and by different compression distances, the bond strength is then characterized by torsion with an angular velocity of 1 °/s. It can be seen from Fig. 9 that the shear stress limit (τmax) has an essential influence on the bond strength and hence the de-bonding torque, as τmax represents the maximum shear stress that the bond can resist before de-bonding. According to the von Mises criteria, the τmax can be theoretically estimated by flow stress multiplied by \(1/\sqrt{3}\) [27]. However, this estimation usually applies to bulk material rather than the interface.
For the truncated-cone experiments and the industrial roll bonding, the interfaces are roughened prior to bond formation. The surface roughness also contributes to the shear stress limit. The influences of the surface roughness can be roughly divided into two aspects. On the one hand, the rough surface topography on the meso-scale causes mechanical interlocking, which acts as obstacles for the tangential sliding. On the other hand, the roughness at the interface leads to highly localized strains, which cannot be reproduced in the simulations due to the scale difference. These localized strains result in strain hardening, which strongly enhances the flow stress at the interface in the experiments. Thus, it leads to a necessity to increase the theoretical shear stress limit in the simulations. Besides, diffusion takes place at the interface, which could result in a change in the local chemical composition and other microstructural properties. This can intrinsically change the flow stress of the material at the interface. Therefore, in the simulations the shear stress limit τmax is revised to the flow stress multiplied by 0.78 through a ‘trial and error’ approach in the simulations of the compression-torsion mode.
In the compression-torsion mode, the torque is measured in the torsion step and the maximum torque is defined as the de-bonding torque. With the 3D model, the experimental conditions are rebuilt in the simulations. The de-bonding torque from the experiments and simulations are compared in Fig. 16. In the simulations, continuous bond formation and failure at the interface are observed during torsion. The accuracy of the simulation is generally satisfying for most of the cases with the largest error of 20%

Comparison between experiment and simulation: the de-bonding torque of the compression-torsion mode
The results in this section indicate that after the adjustment of the shear stress limit, the shear bond strengths can be reproduced by the adapted bond strength model and the de-bonding criterion in Fig. 9 is also working under shear stress.
So far, by the simulations of the five modes of the truncated-cone experiments, the adapted bond strength model and its implementation in the coupled UINTER-UHARD have been evaluated to be effective and correct. After the evaluation, the adapted bond strength model implemented in the coupled UHARD-UINTER is applied for the process simulation of the lab-scale multi-pass hot roll bonding of aluminium alloys and the subsequent simulative studies.
Application of the adapted bond strength model for the simulation of multi-pass hot roll bonding
Description of the hot roll bonding experiment and a qualitative comparison between experiment and simulation
The plate package used in the lab-scale multi-pass hot roll bonding experiment and the corresponding simulations consists of three metallic plates with a stacking sequence of outer-plate, core-plate, and outer-plate, as shown in Fig. 17. The length, width and total thickness of the plate package are 600, 300 and 115 mm, respectively. The core-plate is made of AA6xxx with 74% of the total thickness while each outer-plate is made of AA8xxx with 13% of the total thickness. The front- and rear-end of the plate package are welded before rolling. The plate package is heated up to 500 °C, rolled by a pair of work rolls with a diameter of 410 mm and cooled in air. The rolling schedule A is used for the hot roll bonding experiment, with the height reductions and rolling velocities for the eight passes shown in Table 3. The rolling direction of the eight passes is unidirectional.

(a) Experiment photo of pass 1 (package front) and simulation screenshots of the equivalent plastic strain in pass 1 (package front and middle); (b) experiment photo of pass 4 (package front) and simulation screenshots of the equivalent plastic strain in pass 4 (package front and middle)
A coupled mechanical-thermal process model based on [23] is extended from single-pass to multi-pass to simulate the hot roll bonding experiment. The model setup, the movement of the control system as well as the mechanical and thermal interactions are presented in Fig. 11.
The bond formation, bond strength evolution and possible de-bonding at the joining interface between AA6xxx and AA8xxx are defined by the adapted bond strength model implemented in the coupled UINTER-UHARD. In this way, the different metallic plates can be bonded by multiple hot roll bonding passes in the process simulation. The influences of process conditions, such as the bond formation temperature, strain, temperature reduction, multiple consecutive height reductions, and inter-pass time (diffusion) on the bond strength can be quantitatively simulated. Moreover, at the joining interface the possible de-bonding due to unfavourable stresses and re-bonding by further plastic deformation are also considered. The experiment photos of pass 1 and 4 are shown in comparison with the process simulation in Fig. 17.
It can be seen in Fig. 17 (a) that, despite the small height reduction in pass 1, both outer- and core-plate are deformed with a local strain concentrated near the surface of the outer-plate. This is due to a small ratio between contact length and strip thickness, which has been reported in [33]. As the hot roll bonding continues in pass 4, the typical concave ‘fish mouth’ [34, 35] of the package shows up in the experiment, as shown in Fig. 17 (b), which is reproduced in the process simulation. This can be explained by the strain distribution in thickness. Near the symmetry plane the material is the least deformed and hence the elongation in rolling direction is the smallest. Unlike pass 1, as the hot roll bonding experiment goes on, the local maximum strain shifts towards the interface between outer- and core-plate. This phenomenon is further examined in “Distribution of equivalent strain in thickness” and “Evolution of bond strength during multi-pass hot roll bonding” sections.
Comparison between experimental and simulated rolling forces
The mean values of the experimental and the simulated rolling forces are listed in Table 4. The process simulation reproduces the rolling forces with very good accuracy except for pass 1. There are two possible reasons for the large error in pass 1. Firstly, the height reduction for pass 1 is quite small (1.7%, 2 mm from 115 mm). The accuracy of the flow curves in the lower strain range might not be as good as that in the higher strain range. Secondly, there is air entrapped between the metallic plates [30]. During pass 1, the entrapped air is pressurized and squeezed out, which consumes extra forces and leads to a higher experimental force.
Distribution of equivalent strain in thickness
It is believed that the deformation of similar or dissimilar materials during hot roll bonding plays an essential role on the formation and persistence of the bond [14]. Therefore, the distribution of the equivalent strain along thickness direction is plotted in Fig. 18 for all the eight passes in the process simulation. The equivalent strains are extracted in the middle of the plate package at the end of each pass.

Distribution of equivalent plastic strain in thickness after the eight roll bonding passes
It can be seen from Fig. 18 that, for all the eight passes, the outer-plate carries more plastic strain than the core-plate, which is also reported in [36, 37]. This is because the material of the outer-plate is AA8xxx, which is softer than the material of the core-plate (AA6xxx) under the same conditions. During hot roll bonding, the plate package gets thinner and longer. Due to the flow stress difference, the elongation of each metallic plate is different, which leads to a tendency of relative sliding at the joining interface between outer- and core-plate [38]. However, the interface may already be bonded by previous passes. The bond formed at the interface provides a resistance against the sliding tendency. If the bond strength is too weak to resist the sliding tendency, the bond is torn apart, and the local sliding takes place until the bond is formed again by further deformation, or the plates are delaminated. On the contrary, the plastic deformation takes place at the joining interface to ease the sliding tendency. Consequently, the joining interface between outer- and core-plate gives the maximum strain especially for the latter passes. The behaviour of the bond at the joining interface is further discussed in “Evolution of bond strength during multi-pass hot roll bonding”section.
Evolution of temperature during multi-pass hot roll bonding
What distinguishes the hot and cold roll bonding is the temperature. The temperature has an unneglectable influence on the flow stress, the bond strength and thus the hot roll bonding process. The evolution of the temperature at different positions of the plate package is shown in Fig. 19. Node 1 is at the surface of the outer-plate, which contacts the work roll in the roll gap. Node 2 and node 3 are at the interface but from different plates. Node 6 is from the center of the core-plate, which lies on the symmetry plane in the process model. The six nodes are located in the middle of the plate package.

Evolution of temperature at different positions in the plate package during the eight hot roll bonding passes
It can be seen in Fig. 19 that the temperature decreases from 500 °C to about 400 °C in eight passes due to heat conduction with work rolls, convection, and radiation. When node 1 is in contact with the work roll in the roll gap, heat is conducted to the work roll, leading to a sudden temperature decrease. After the roll gap, node 1 is heated by the adjacent materials due to a temperature gradient. For the latter passes, when the temperature of node 1 sharply decreases, there is a small temperature increase of node 6. This results from the heat dissipation. In fact, the inelastic heat is defined for all the elements of the outer- and core-plate. During each roll bonding pass, plastic deformation generates heat on every node. But for the other five selected nodes, the heat loss is larger than the dissipation, which leads to a decrease of temperature overall.
What can also be noticed is that in the roll gap, the temperature in the plate package is inhomogeneous, the temperature gradient could exceed 60 °C. Afterwards, the temperature becomes homogeneous quickly after the roll gap due to the high thermal conductivity of the metallic materials. The results in this section prove the necessity of the coupled mechanical-thermal process simulation for the multi-pass hot roll bonding.
Evolution of bond strength during multi-pass hot roll bonding
To understand what happens during multi-pass hot roll bonding at the joining interface, an interfacial node (like node 3 in Fig. 19) is selected from the middle of the plate package whose evolution of the tensile bond strength σB and the accumulated number of local de-bonding during the eight passes are shown in Fig. 20.

Evolution of the tensile bond strength and the accumulated number of local de-bonding during the eight passes
It can be observed from Fig. 20 that the bond strength has a sudden increase in each pass. This is because the bond strength is calculated based on the flow stress. The flow stress, as implemented by the Johnson-Cook plasticity model, is not only strain, temperature, but also strain rate dependent. For each pass, the sudden increase of the strain rate due to the plastic deformation in the roll gap results in kinematic hardening of the material and thus an increase of the bond strength. The strengthening of the bond between passes is caused by the temperature reduction and the diffusion.
As shown in Fig. 20, in pass 1 the bond is formed without de-bonding. In pass 2, the local de-bonding happens three times on this node. In pass 3 and 4, the local de-bonding happens three and four times, respectively. Therefore, the accumulated number of the de-bonding increases to 6 and 10 after pass 3 and 4. After each local de-bonding, the bond strength reduces to zero. Starting from pass 5, the local de-bonding does not happen anymore.
To visualize the local de-bonding, the screenshots of the tensile bond strength σB at the joining interface during the eight passes are shown in Fig. 21. Parallelly with Fig. 20, which shows the tensile bond strength and accumulated number of local de-bonding for a single representative node, Fig. 21 shows for a single time point the bonded and un-bonded regions in the roll gap. These two figures show the behaviours of the joining interface in different perspectives.

Screenshots of the tensile bond strength at the interface during multi-pass hot roll bonding: local un-bonded regions, which could contain more than one node, are observed for pass 2 to 4. No local de-bonding is detected for pass 5 to 8
As shown in Fig. 21, the separated plates are bonded in pass 1 by the plastic deformation in the roll gap. In pass 2, 3 and 4 the local temporary un-bonded regions, which could contain more than one node, are observed. This is caused by different elongations of the outer- and core-plate and the accommodation of the interfacial strain [38]. For the first several passes, the formed bond is usually not strong enough to accommodate the elongation difference and there is a delamination tendency of the plate package. That could also be one of the reasons that the height reductions are generally small for the first several passes in the industrial process design according to experiences. Thanks to the further plastic deformation in the roll gap, the bond is re-formed and hence the delamination tendency is suppressed. Therefore, for pass 2 to 4 the un-bonded regions disappear, and the plates are bonded after the roll gap. The local de-bonding and re-bonding can be analogized with the movement of the dislocation in the lattice. As the passes continue, the formed bond is strengthened by the temperature reduction and the diffusion. Therefore, the hot roll bonding process becomes more stable, as the local de-bonding disappears in pass 5 to 8.
The tensile and the shear bond strength and the stresses in the corresponding directions are plotted versus time for the eight roll bonding passes in Fig. 22. In normal direction, the compressive stress is dominant since the thickness of the plate package is reduced by the work rolls. But at the exit of the roll gap small tensile stresses can be observed, which indicates that after the roll gap there might be a delamination tendency. However, since the occurring tensile stress is much smaller compared with the tensile bond strength, the de-bonding does not happen in normal direction. In tangential direction the stress conditions are much more challenging. For pass 2, 3 and 4, the excessive shear stresses reach the shear bond strength under their corresponding stress states, which triggers the local de-bonding. Therefore, the bond strength once diminishes to zero for pass 2 to 4. The simulation results indicate that for the multi-pass hot roll bonding, the competition between the elongation induced shear stress and the corresponding shear bond strength is critical for the persistence of the bond and hence for a successful roll bonding process.

(a) Evolution of tensile bond strength and the interfacial normal stress; (b) evolution of shear bond strength and interfacial shear stress
Distribution of bond strength along the interface
So far, what has been discussed is from the middle of the joining interface between the outer- and core-plate (like node 3 in Fig. 19). It is also interesting and important to know the bond strength along the whole interface. Therefore, in Fig. 23 the tensile bond strength σB is presented versus the length of the plate package for the eight roll bonding passes.

Tensile bond strength along the joining interface for all the eight roll bonding passes
In Fig. 23 at the front- and rear-end of the package high bond strengths are assumed for the initial welding. From the figure it can be found that the length of the package becomes longer after each pass due to the height reduction. For some passes there are poorly bonded regions near the front- and rear-end, for example pass 2, 3 and 4. For the first four passes, the bond strength is almost unchanged between passes. This is due to the local de-bonding and re-bonding phenomena, as stated previously in Fig. 20 and Fig. 21. While for the pass 5 to 8, the bond is strengthened by the temperature reduction and diffusion, which leads to a more stable process and more uniform distribution of the bond strength along the joining interface.
In summary, the adapted bond strength model has been implemented into the coupled mechanical-thermal process simulation of multi-pass hot roll bonding via the coupled UINTER-UHARD. A complete rolling schedule of eight passes has been reproduced in the simulation. The measured and the simulated rolling forces are generally in very good accordance. The distribution of the equivalent plastic strain in thickness and the evolution of temperature have been studied during the eight passes. In the process simulation, the local de-bonding and re-bonding happen alternately in the pass 2 to 4, which can be analogized with the movement of the dislocation in the lattice. The local de-bonding, which causes higher delamination risk, is induced by different elongations of the outer- and core-plate and the accommodation of the interfacial strain. As the passes continue, the bond is strengthened by the temperature reduction and diffusion, which suppresses the local de-bonding and makes the hot roll bonding process more stable.
Exploration of the possibility of computer-aided engineering for hot roll bonding
Simulative studies on the thickness ratio of the plates and the rolling schedule
In this section, the possibilities of process design and optimization of hot roll bonding by process simulations are preliminary explored. For the process design of hot roll bonding, the thickness ratio of the metallic plates and the rolling schedule are important aspects. With the adapted bond strength model and the process model of hot roll bonding, some combinations of thickness ratio and rolling schedule are studied, aiming at reducing the delamination risk.
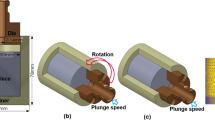
As shown in Fig. 24, two different thickness ratios are created in this simulative study, namely (b) 20%:60%:20% and (c) 30%:40%:30%. For both thickness ratios, the total thickness of the plate package is the same (115 mm) as for the thickness ratio (a) used in the experiments. Besides the rolling schedule A, two more rolling schedules are designed in Table 3. Based on the rolling schedule A, higher rolling velocities are applied in the rolling schedule B starting from pass 3. Compared with the rolling schedule B, larger height reductions are used in the rolling schedule C starting from pass 3. For all the three rolling schedules the rolling is unidirectional.

(a) Thickness ratio used for the roll bonding experiment; (b) and (c) the thickness ratios for the simulative studies
During the hot roll bonding of the aluminium alloy AA6xxx/AA8xxx, the local de-bonding may appear in or near the roll gap due to the excessive shear stresses induced by the elongation difference. If the joining interface is firmly bonded, the plates undergo deformation like an intact body. However, if the interfacial stresses are detrimental or the bond is not strong enough, local de-bonding may continuously take place. Therefore, the accumulated number of local de-bonding is a good indicator to evaluate the delamination risk.
In Fig. 25, the accumulated number of local de-bonding for different combinations of the thickness ratio and rolling schedule are shown. The accumulated number of the local de-bonding is extracted from a node at the joining interface in the middle of the plate package. The simulation results indicate that, the 30%:40%:30% is a good thickness ratio under the given rolling setup in Fig. 11, since for all the three rolling schedules no local de-bonding has been observed. Meanwhile, the 20%:60%:20% seems to be an unfavourable thickness ratio under the provided rolling setup. Because for rolling schedule A and C, this thickness ratio shows the highest number of the accumulated local de-bonding. Besides, for most of the cases, the local de-bonding only happens in the first several passes, then the roll bonding becomes stable. But when this thickness ratio is combined with the rolling schedule A, local de-bonding has been observed for almost every pass.

Accumulated number of the local de-bonding of the plate packages with different thickness ratios using rolling the schedule A, B and C provided in Table 3
The percentages of the bonded area after hot roll bonding for different combinations of the thickness ratio and the rolling schedule are displayed in Fig. 26. For thickness ratio 13%:74%:13% and 30%:40%:30%, all the three rolling schedules show almost 100% bonded area after roll bonding. However, for thickness ratio 20%:60%:20%, Fig. 26 also indicates that for some cases the plate package is only partially bonded and thus this ratio is unfavourable for hot roll bonding under the given rolling conditions.

Percentage of the bonded area after roll bonding for different combinations of the thickness ratio and the rolling schedule
For this unfavourable thickness ratio, the selection of a proper rolling schedule becomes critical. Comparing rolling schedule A and B, larger rolling velocity helps to increase the bonded area in the tested case. The reason could be that faster rolling decreases the heat loss to the work rolls and the environment. The re-formed bond at higher temperature is usually stronger and the strengthening of the bond by the temperature reduction and diffusion can be better exploited. Comparing rolling schedule B and C, too large height reduction decreases the bonded area in the tested case. Because with larger height reduction, the relative sliding and the detrimental shear stresses at the joining interface may trigger the local de-bonding, which cannot be healed by the further deformation, and cause un-bonded or weakly bonded regions after roll bonding.
Simulative studies on the material combination with poor bonding properties
The material combination AA6xxx/AA8xxx used in this work has excellent bonding properties. However, it is very interesting to see what the simulation indicates for a material combination whose bonding properties are much worse. Therefore, in this last case efforts are made to artificially weaken the bond strength and study the behaviours of the plate package during hot roll bonding by the process simulation. In order to see the influence more clearly, the thickness ratio 20%:60%:20% with the rolling schedule B is selected. The bond strength is artificially weakened by 50% in the adapted bond strength model to mimic the poor bonding properties. The simulation results are shown in Fig. 27.

Plot of the equivalent plastic strain for the roll bonding with 50% weaker bond strength, taking the thickness ratio 20%:60%:20% and rolling schedule B as an example
The figure shows that when the bond strength at the joining interface is 50% weaker, the local de-bonding continuously takes place due to the relative sliding at the interface and the stresses induced by the elongation mismatch. The re-bonding under this detrimental condition is hindered. The plates are macroscopically delaminated after the roll gap. Since the initial welding still holds, the elongation of the outer-plate induces bending.
Conclusion and summary
The semi-empirical bond strength model in [7] has been adapted with macroscopic strain rate for the process simulation of lab-scale multi-pass hot roll bonding of aluminium alloys AA6xxx and AA8xxx. The implementation of the adapted bond strength model in FE environment has been realized by the coupled Abaqus subroutines UINTER and UHARD. The adapted bond strength model implemented in coupled UINTER-UHARD has been evaluated by the simulations of the truncated-cone experiments, which were used to parametrize the original semi-empirical bond strength model [7]. With the adapted bond strength model, the influences of the bond formation temperature, strain, temperature reduction, multiple consecutive height reductions, and inter-pass time (diffusion) on bond strength can be quantitatively considered in FE simulations.
The adapted bond strength model implemented in the coupled UINTER-UHARD has been applied to a coupled mechanical-thermal process simulation of the lab-scale multi-pass hot roll bonding. The initially separated metallic plates are joined by the bond formed during roll bonding passes and the bond strength is quantitatively calculated by the adapted bond strength model according to process conditions. A complete rolling schedule of eight passes has been reproduced by the process simulation. The simulated rolling forces are generally in very good agreement with the experimental measurements.
With the comprehensive process simulation of hot roll bonding, the strain distribution in thickness, the evolution of temperature and bond strength as well as the delamination risk are analysed. In the first several passes of the studied process, the local de-bonding and re-bonding are detected in the roll gap, which can be analogized with the movement of the dislocation in the lattice. The local de-bonding is triggered by the detrimental shear stress at the joining interface due to different elongations of the metallic plates. The frequency of local de-bonding can be used to evaluate the delamination risk. In the latter passes, the local de-bonding is suppressed by the strengthened bond due to the temperature reduction and diffusion.
To explore the possibility of design & optimization of hot roll bonding by FE simulations, several simulative studies have been performed. With the process simulations of multi-pass hot roll bonding, some parameters are evaluated regarding the delamination risk, such as the thickness ratio of the metallic plates, the rolling schedule, and the material combination with poor bonding properties. The simulation results show that the favourable process conditions and material combinations can be screened out. The process simulations can facilitate the design & optimization of hot roll bonding by providing beneficial insights. In the future, the roll bonding experiments described in the simulative studies will be performed when possible, focusing on the possible macroscopic delamination and the physical conditions of the bonded interface. The results will be used to further calibrate the semi-empirical bond strength model and the process model of hot roll bonding.
References
Bay N, Clemensen C, Juelstrop O Bonding stress in cold roll bonding. Annals of the CIRP Vol. 34/1/1985
Hirsch J (2001) Walzen von Flachprodukten. Wiley-VCH, Weinheim
Chen L, Yang Z, Jha B, Xia G, Stevenson JW (2005) Clad metals, roll bonding and their applications for SOFC interconnects. J Power Sources 152:40–45
Bay N (1981) Cold pressure welding - a theoretical model for the bond strength. Division of Mechanical Processing of Materials, pp 47–62
Zhang W, Bay N A Numerical Model for Cold Welding of Metals. Annals of the CIRP Vol. 45/1/1996
Zhang W, Bay N (1992) Influence of Hydrostatic Pressure in Cold-Pressure Welding. CIRP Ann Manuf Technol 41:293–297
Kraemer A, Liu Z, Teller M, Aretz H, Karhausen K, Bailly D, Hirt G, Lohmar J (In review) Development of a semi-empirical bond strength model for multi-pass hot roll bonding based on the characterizations using the truncated-cone experiment. Int J Mater Form
Fratini L, Merklein M, Boehm W, Campanella D (2013) Modelling Aspects in Accumulative Roll Bonding process by Explicit Finite Element Analysis. Key Eng Mater 549:452–459
Prakash A, Nöhring WG, Lebensohn RA, Höppel HW, Bitzek E (2015) A multi scale simulation framework of the accumulative roll bonding process accounting for texture evolution. Mater Sci Eng 631:104–119
Inoue T, Yanagida A, Yanagimoto J (2013) Finite element simulation of accumulative roll-bonding process. Mater Lett 106:37–40
Lokotunina N, Pesin A, Pustovoytov D, Grachev D (2019) FEM simulation of strain distribution through thickness of multilayered metal composite processed by asymmetric accumulative roll bonding. In: Proceedings 28th International Conference on Metallurgy and Materials
Vini MH, Daneshmand S (2019) Bonding evolution of bimetallic Al/Cu laminates fabricated by asymmetric roll bonding. Adv Mater Res 8(1):1–10
Jin H, Zhang L, Yi Y (2018) Effect of Rolling Reduction Rate on the Microstructure of Hot Rolling Stainless Steel Clad Plate. Mater Sci Eng 394:032123
Melzner A, Hirt G (2017) Investigations on the Elongation Differences of Aluminum in Two Layer Roll Bonding, the 20th International ESAFORM Conference on Material Forming. ESAFORM
Dugdale D (1960) Yielding of steel sheets containing slits. J Mech Phys Solids 8(2):100–104
Barenblatt GI (1962) The mathematical theory of equilibrium cracks in brittle fracture. Adv Appl Mech 7(2):55–129
Tvergaard V (1990) Effect of fibre de-bonding in a whisker-reinforced metal. Mater Sci Eng A 125(2):203–213
Camacho G, Ortiz M (1996) Computational modelling of impact damage in brittle materials. Int J Solids Struct 33(20-22):2899–2938
Hassan M, Ali A, Ilyas M, Hussain G, Haq I (2019) Experimental and numerical simulation of steel/steel (St/St) interface in bi-layer sheet metal. Int J Lightweight Mater Manuf 2:89–96
Kebriaei R, Mikloweit A, Vladimirov IN, Bambach M, Reese S, Hirt G (2014) A cohesive zone model for simulation of the bonding and de-bonding in metallic composite structures - experimental validations. Key Eng Mater 622-623:443–452
Bambach M, Pietryga M, Mikloweit A (2014) A finite element framework for the evolution of bonding stress in joining-by-forming processes. J Mater Process Technol 214:2156–2168
Abaqus online documentation http://130.149.89.49:2080/v2016/books/usb/default.htm
Liu Z, Kraemer A, Karhausen KF, Aretz H, Teller M, Hirt G (2018) A New Coupled Thermal-Stress FE-Model for Investigating the Influence of Non-Isothermal Conditions on Bond Strength and Bonding Status of the First Pass in Roll Bonding. Key Eng Mater 767:301–308
Yüncü H (2006) Thermal contact conductance of nominaly flat surfaces. Heat Mass Transf 43(1):1–5
Melzner A, Hirt G (2015) Determination of thermal boundary conditions for modeling the hot roll bonding process. Key Eng Mater 651-653:1357–1362
Mikloweit A, Bambach M, Pietryga M, Hirt G (2014) Development of a testing procedure to determine the bonding stress in joining-by-forming process. Adv Mater Res 966-967:481–488
Kopp R, Wiegels H (1999) Introduction to forming technology, 2nd edn. Mainz, Aachen
Pietryga M, Lohmar J, Hirt G (2016) A New FE-Model for the Investigation of Bond Formation and Failure in Roll Bonding Process. Mater Sci Forum 854:152–157
Yue C, Zhang L, Ruan J, Gao H (2010) Modelling of recrystallization behavior and austenite grain size evolution during the hot rolling of GCr15 rod. Appl Math Model 34:2644–2653
Cooper DR, Allwood JM (2014) The influence of deformation conditions in solid-state aluminium welding processes on the resulting weld strength. J Mater Process Technol 214:2576–2592
Johnson GR, Cook WN, Constitutive Model A (1983) Data for Metals Subjected to Large Strains, High Rates and High Temperatures. In: Proc. of the 7th Int. Symp. on Ballistics, Hague, Netherlands, April 19–21, 1983. Roy. Inst. of Eng, in the Netherlands, Hague, pp 541–547
Johnson GR, Cook WH (1985) Fracture Characteristics of Three Metals Subjected to Various Strains, Strain Rates, Temperatures, and Pressures. Eng Fract Mech 21(1):31–48
Seuren S, Seitz J, Krämer A, Bambach M, Hirt G (2014) Accounting for shear deformation in fast models for plate rolling. Prod Eng 8(1):17–24
Treagus SH, Lan LB (2000) Pure shear deformation of square objects and applications to geological strain analysis. J Struct Geol 22(1):105–122
Treagus SH, Lan LB (2003) Simple shear of deformable square objects. J Struct Geol 25(12):1993–2003
Inoue T, Tsuji N (2009) Quantification of strain in accumulative roll-bonding under unlubricated condition by finite element analysis. Comput Mater Sci 46(1):261–266
Wang H, Su L, Yu H, Lu C, Tieu AK, Liu Y, Zhang J (2018) A new finite element model for multi-cycle accumulative roll-bonding process and experiment verification. Mater Sci Eng A 726:93–101
Liu J, Li M, Sheu S, Karabin ME, Schultz RW (2008) Macro- and micro-surface engineering to improve hot roll bonding of aluminum plate and sheet. Mater Sci Eng A 478:45–57
Acknowledgements
In memory of Dr.-Ing. Johannes Lohmar.
The authors would like to thank the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) - Projektnummer 317614920 for the financial support. The authors also appreciate the scientific support regarding roll bonding from Speira Research & Development, Bonn. The authors would like to thank Wenyi Kang for her technical support for preparing the figures.
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Author notes
Johannes Lohmar is deceased. This paper is dedicated to his memory.
- Johannes Lohmar
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Liu, Z., Krämer, A., Lohmar, J. et al. The adaption, evaluation and application of a semi-empirical bond strength model for the simulations of multi-pass hot roll bonding of aluminium alloys. Int J Mater Form 16, 71 (2023). https://doi.org/10.1007/s12289-023-01795-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12289-023-01795-8