
Abstract
Due to the current changes in mobility, lightweight design concepts continue to be of particular interest to the automotive industry. One form is the multi-material design, in which the advantageous properties of different materials are combined in one component. In this work, a component made of a steel sheet with stiffening structures of cast aluminum is considered. The joint is created by channel structures with undercuts on the surface of the steel sheet, into which the molten aluminum can flow. After solidification, an interlocking connection is created. The aim of this work is to investigate the influence of a bending operation on the surface structure before the die casting process. Numerical simulations and experimental validations were performed with different bending angles and radii as well as orientations between the channel structure and the punch. The results show that the undercuts on the outer radius are reduced by up to 75% by the bending operation, thus weakening the resulting joint. On the inner radius, the channel opening width narrows by up to 73% and can thus impede the filling with the melt.
Similar content being viewed by others


Introduction
To reduce CO2 emissions, the automotive industry relies, among other things, on lightweight design [1]. One possibility to realize light weighting can be achieved by multi-material design [2]. By combining materials with different properties, weight can be reduced while maintaining the component properties such as stiffness or crash performance [3]. One option is to combine a high-strength base material with stiffening components made of light metal. A combination of two common materials such as steel and aluminum is interesting. Joining of these two metals is challenging due to their dissimilar thermo-physical and metallurgical properties and the formation of brittle intermetallic phases (IMPs) during material joining like welding [3]. To overcome this, a mechanically interlocking connection was designed by surface structuring and hybrid casting [4]. A surface structure (channels with undercuts) was formed on a steel sheet by rolling with structured rollers. These structures were filled with aluminum melt in a die casting process. As soon as the aluminum solidifies inside the undercut channels, an interlocking connection is formed. The simplest possible application of this technology is casting aluminum on a structured but flat sheet. Structural components in automotive applications require more complicated geometries of the multi-material components. For demonstration, a section of an automotive roof cross beam was selected (Fig. 1c). In this case, the steel sheet needs to be additionally bent after the structuring (Fig. 1a, b). Deformations in the bending areas can locally change the geometry of the structure, which affects the filling during casting or the bond strength of the component and ultimately the performance of the part. Therefore, the aim of this work is to assess the quantitative changes in the structure geometry. This will allow critical forming operations to be identified, estimate how the die casting process is affected, and to build a basis for measurements of the compound strength in future work.

Examples for surface structure on sheet insert and demonstrator part
State of the art
As the usage of multi-material design, especially with steel and aluminum, in the automotive industry is increasing, new joining processes are needed [5]. One option is joining by forming. Mori et al. [6] divide the processes into metallurgical and mechanical joining. In metallurgical joining, e.g. cold or friction stir welding, a metallurgical bond is created between the different materials under high interfacial pressure, avoiding the problems of fusion welding [6]. During typical mechanical joining processes like riveting, clinching or hemming, different materials are interlocked by forming [7]. An alternative to joining by forming is joining by casting. In centrifugal casting, different materials, e.g. cast iron and graphite, are simultaneously poured [8]. More common is hybrid casting, in which molten metal is cast around an insert with a defined configuration and a higher melting point [8]. In the case of steel and aluminum, a metallurgical bond with up to 7.7 MPa shear strength was achieved by applying different coatings to the steel insert [9]. However, mechanically interlocking connections can also be reached, e.g. by ball-head pins [10] or by channel structures with undercuts [11] on the insert surface.
The channel structures with undercuts can be produced in a multi-pass rolling process [11] and are therefore an efficient process to prepare larger surface areas. In the first pass, a structural roller with machined channels imprints a rectangular structure of channels and ribs into the surface of a steel sheet (Fig. 2). In the second pass, the structure is flattened (flat rolling). The tips of the ribs spread horizontally and form an undercut (\({w}_{f-uc}\)) [12]. When the undercut is formed, the vertical side of the rib can fold over the channel bottom and form an inner notch (\({w}_{f-no}\)) [13]. The structured sheet material can be used as an insert within a hybrid casting process. The aluminum melt is filling the undercut channels and interlocks once solidified [14]. The strength of the joint is depending on the geometry, especially the undercut width \({w}_{f-uc}\), of the structure. Furthermore, the opening width of the channels \({w}_{f-co}\) is of importance, to allow the aluminum melt to flow inside the channels. Too narrow openings would reduce the filling of the channels [4]. Shear tests on flat hybrid casting samples have shown a maximum bond strength of 45 MPa.
In order to investigate industry-related complex components, a high pressure die-casting (HPDC) process was developed by the Foundry Institute (GI) of RWTH Aachen University for the demonstrator part in Fig. 1c) [15]. As can be seen from this demonstrator part, further forming steps, such as bending operations of the structured material, will be needed for future complex automotive components. Depending on the orientation of the structure on the sheet, different bending scenarios of the channel structure can occur, as shown in Fig. 1a) or b).

Process scheme (as proposed by Senge et al.), [11]
It is very likely that the bending operation is affecting the channel geometry and thus the bond strength. A narrowing of the channel opening width affects the filling with aluminum melt during die casting. It also results in a smaller cross-sectional area of the aluminum at the border to the steel and might therefore affect the joint strength locally. A decrease of the undercut width is weakening the joint strength, because the clamping is less. Since automotive parts are safetycritical components, it is of interest to investigate these effects. Four main orientations were derived from Fig. 1a) or b) and are schematically displayed in Fig. 3. Kinematic conditions dictate that for channels running along the bending axis on the inner radius (0°, in), the channel opening width will be decreased and thus the undercut will be increased. Channels on the outer radius (0°, out) will be opened and thus the undercut might decrease.

Investigated orientations of surface structure during bending
For structures running across the bending axis, a very similar behavior is expected. The material of the ribs on the inner radius (90°, in) is compressed and might therefore spread sideways, increasing the undercut. On the other hand, rib material on the outer radius (90°, out) is stretched, resulting in less undercut width.
In this study, the process parameters, i.e. the bending angle and radius, as well as the orientation of the structure with respect to the bending axis were considered to analyze the changes in geometry. It is of particular interest to investigate how much the undercut at the outer radius reduces as a function of the process parameters and whether and when it decreases to zero. In a very similar way, it needs to be clarified how much the channel opening width narrows at the inner radius and whether and when it closes completely.
Materials and methods
Materials
For the following studies, 2.0 mm thick steel sheets of type DC04 were used. The material properties are defined as shown in Table 1. The flow stress was measured up to a true strain of 0.3 in stack layer compression tests at IBF (Fig. 4). The extrapolation of the data with the best fits of the Hollomon and Voce approach deliver a lower and upper boundary for the flow stress. The flow curve used in the simulation was stitched from experimental values and a modified Hollomon extrapolation. Only the last experimental data points at higher strains were used for the extrapolation in order to receive a good continuity between experimental values and the fit. Based on the maximum strain of preliminary simulations, the extrapolation was calculated up to a true strain of 0.6 and lies here within the limiting range. It is assumed, that this extrapolation is sufficiently accurate since the simulation target is deformations and not the required bending force.

Flow curve of DC04 at room temperature
Structural cold-rolling of sheet material
For the following bending experiments and simulations, a material stock of structured sheet material was created based on the process from previous work [4, 13]. The rolling was performed on a roll forming machine P3.160 by the company Dreistern GmbH & Co. KG. A profiled roller with 92.5 mm radius and 13 mm structured width was used for the first pass. The profile was composed of seven ribs and six channels, each 1.0 mm wide and 0.5 mm deep. A fillet radius of 0.05 mm was cut at the rib edges. A flat roller type with 93.0 mm radius was used as the lower roller and also for the subsequent flattening pass. Sheets of 200 mm width and 245 mm length were used for the rolling. The resulting structure geometry was measured by cross-section preparation. A sample after the first pass reached a channel depth \(\varDelta {h}_{s}\) of approx. 465 μm. From the measurements of the samples after the flattening, an averaged, i.e. “idealized”, structure geometry was derived for the simulations of the bending. The channel opening width \({w}_{f-co}\) and the undercut width \({w}_{f-uc}\) were assumed to be 660 μm and 57 μm, respectively. Further dimensions were the rib width \({w}_{f-r}=\) 1346 μm, the channel depth \({\varDelta h}_{f}=\) 343 μm, and the inner notch length \({w}_{f-no}=\) 93 μm.
3-point bending
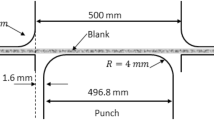
The sheet material created by the structural cold rolling was cut into sample sizes of 25 mm x 100 mm. The bending setup consisted of two support cylinders with a radius of 5 mm to carry the sample. The cylinders can freely rotate and their centers are horizontally aligned at distance of 48 mm. A punch with a given diameter moves vertically in the middle between the two support cylinders to bend the sample (see Fig. 5).

3-point bending setup
The bending process was modelled by the software Abaqus with an implicit solver. A 3D approach was selected to have the possibility for modelling bending of the channels across and along the punch edge. For simplicity, two symmetry planes were used along the center line of the width and length of the sample. The punch and support were assumed to be rigid surfaces. The deformable sheet was given a fine mesh in areas with higher deformation, i.e. at the bending radius, to accurately display the deformation of the structure (Fig. 6). In areas with less deformation, i.e. at the bending legs, a coarser mesh was selected to save simulation time. The analysis of the mesh sensitivity was performed for the resulting bending angle, channel opening width, and undercut width as a function of the side length of the quadratic mesh elements at the cross-sectional face of the structure. A mesh size of 0.05 mm x 0.05 mm leads to convergence with reasonable computation times.

Mesh sizes for different orientations given in horizontal x vertical element size of the faces
The mesh was built from hexagonal elements with reduced integration (C3D8R). Between the sheet metal and support cylinders as well as the punch, a surface-to-surface contact with a friction coefficient of 0.1 was assumed [16]. Higher friction coefficients of up to 0.3 were tested, but did not lead to any significant changes regarding the analyzed geometry parameters. Furthermore, self-contact was applied to the sheet material. The process was divided into two steps: A downward movement of the punch for bending and an upward movement to relieve the elastic deformation. Since the strain hardening from the structure rolling was neglected, the material properties of DC04 (Table 1; Fig. 4) were used. In the simulations, the bending angle, the punch radius and the four orientations from Fig. 3 were varied. The bending angles are depending on the punch downward movement, which was selected between 5 and 45 mm. Punch radii between 1 and 20 mm were used. The evaluation of the structure geometry from the simulations, especially the undercut width and the channel opening width, was automated via a Python script.
The state of full contact between the structure and the punch was estimated with the software SolidWorks. For a sheet thickness of 2 mm, a punch radius of 5 mm and a neutral fiber of 13 mm (corresponding to the structured width), the structure will be completely in contact with the punch at approx. 124° bending (Fig. 7).

Influence of radius and bending angle on contact between structure and punch
For smaller bending radii (1 and 3 mm), the structure is too wide to be fully in contact with the radius. For larger bending radii (10 mm, 15 and 20 mm), the structure is already in full contact with the punch at smaller bending angles (Table 2). Furthermore, the alignment of the punch above a channel or a rib might affect the bending result, especially for small radii. In the simulations and experiments, the punch center was always positioned over the middle channel. To validate the simulations, three tests were performed with different punch movements for each of the four structure orientations. The punch radius was selected to be 5 mm. The resulting bending angle was measured and the structure geometry was analyzed in prepared micrographs.
Results and discussion
A comparison of the resulting geometry from the numerical simulations and the corresponding cross-section micrographs is shown in Fig. 8 for the four orientations with approx. 90° bending angle and 5 mm bending radius. In case of the structure bent along the punch edge on the inner radius, the channels are closing up and the undercut increases (Fig. 8a), while the structures on the outer radius behave vice versa (Fig. 8b). Thus, the simulations and experiments are in agreement with the expectations. Nonetheless, deviations can be observed, since the real structure deviates from the idealized one. This is especially evident in the leftmostchannel, which forms an undercut only at the right edge. On the left edge, there is only unstructured material that does not spread horizontally. The cross-sections of the structures bent across the punch edge were taken from the bending apex. Here, the ribs on the inner radius bulge resulting in a convex shape (Fig. 8c), while the ribs on the outer radius retract and form a concave shape (Fig. 8d). The numerical shape also represents the experimental geometry well.

Structure geometry of experimental and numerical cross-sections at approx. 90° bending with 5 mm punch radius for four orientations
The opening width for all seven channels is exemplarily shown for the orientation 0°, in and 0°, out in Fig. 9a) and b), respectively. The reference curve (Ref.) shows the geometry of the samples before bending. It can be seen from these curves that the openings in the experiments were wider at the sides. These differences remain from the previous structural rolling. In the simulations only one reference size for the channel geometry was selected for simplicity and transferability. It was chosen to result in a good fit for the middle channel, since this channel would receive the most deformation.

Channel opening width of seven channels of experimental and numerical results with 5 mm punch radius and for (a) 0°, in and (b) 0°, out orientation at different bending angles
The other curves in Fig. 9 are representing different bending angles. The experiments of each group were conducted with a similar punch movement. Due to different springback behavior and technical uncertainties, differences in the resulting bending angles were measured. The numerical results of 0°, in predict that the channel opening widths near the bending apex decrease with further bending (Fig. 9a). The simulations agree well with the formed geometry. For the channel opening width at the sides (channel 1 and 7), only little changes are observed compared to the reference. Due to the idealized geometry, larger errors occur between the simulation and the experiment. The channel opening width for the 0°, out orientation is predicted vice versa, as the channel opening increases with further bending (Fig. 9b). Again, the simulation results at the apex agree well with the experiments, while there are significant discrepancies for the channels at the sides.
For the further investigations, the focus was placed on the area with the largest strain, i.e. the apex of the bending. The following diagram (Fig. 10a) shows the development of the channel opening width for the middle channel (no. 4) at different bending angles for the four different orientations. The numerical and experimental results show similar tendencies and a stagnation of the changes around 120° bending angle can be observed. This correlates with the angle of full contact between the structure and the punch radius (Table 2). The channel opening width on the inner radius decreases by approx. 60% and 21% at 120° bending for the 0° and 90° orientations, while for the outer radius the channel opening width increases by 71% and 19% for the 0° and 90° orientations, respectively.
The development of the undercut width is shown in Fig. 10b) for the middle channel (no. 4) at different bending angles in the four different orientations. Similar to the channel opening width, a stagnation of the changes is observed around 120° bending angle. The numerical and experimental results show similar tendencies for the bending at the outer radius, which is decreased by 69% and 55% for the 0° and 90° orientation, respectively. In case of the structure on the inner radius at 120° bending angle, the simulations predict an increase of 91% and 59% for the 0° and 90° orientations, respectively. The simulations of the 90°, in orientation underestimate the formation of the undercut by approx. 27%.
These results show that for structures bent at the inner radius, the channels close, which can be critical for filling with melt. On the outer radius, the undercut decreases, which may affect the interlocking. Furthermore, the observed phenomena are more pronounced for the 0° orientation. Therefore, the investigations of the bending radius influence consider the channel opening width of the 0°, in and the undercut width of the 0°, out orientation.

Channel opening width (a) and undercut width (b) of middle channel (no. 4) of experimental and numerical results with 5 mm punch radius and for four orientations
The influence of the punch radius on the channel opening width is exemplary shown in Fig. 11a) for channel no. 4 of the 0°, in orientation. The simulations show that larger punch radii reduce the channel opening width less. The smallest occurring channel opening width is approx. 180 μm at 135° bending angle for the 1 mm punch radius. Thus, the channel opening width is decreased by approx. 73%. Figure 11b) shows the influence of the punch radius on the undercut width for channel no. 4 of the 0°, out orientation. The results show that smaller punch radii decrease the undercut width more. In case of the 1 mm punch radius, the undercut width is reduced by approx. 75% for a bending angle of 135°.

Numerical results of varying punch radii the (a) channel opening width for 0°, in orientation and (b) undercut width for 0°, out orientation for middle channel (no. 4)
In both cases, fluctuations in the shape of the curve can be observed, especially for radii of 15 and 20 mm, which are due to numerical errors. When comparing the changes of the geometry for the different bending radii, it can be seen that for larger bending radii, the values stagnate at smaller bending angles. It is assumed that this depends on the contact between the structure and the bending radius. Once the structure is fully in contact with the bending radius, no significant change is to be expected. Compared with the angles in Table 1, the trend is consistent.
Conclusion
The surface geometry is influenced by the bending parameters, i.e. bending angle, punch radius and orientation of the structure inside the bending setup. The smallest channel opening width of approx. 180 μm is achieved when bending the channel structure on the inside along the punch edge, with a punch radius of 1 mm at 135° bending angle for channel 4. This means that even under the most unfavorable conditions investigated, the channel is not completely closed. In case of the structures on the outer radius, the undercut width is strongly decreased. The smallest undercut width of channel 4 with approx. 14 μm is reached for the channels on the outside along the punch edge, 135° bending angle and a punch radius of 1 mm.
Outlook
Under the most unfavorable conditions, a decrease of 73% for the channel opening and of 75% for the undercut width were observed. This suggests, that the form filling of the structure is restricted, but not fully blocked, for bending operations within the investigated parameter field. It is expected that the reduced undercut width will strongly decrease the joint strength of the component. In a next step, HPDC experiments are needed to investigate the limit to which form filling is possible regarding the channel opening width and how much the joint strength is reduced by a smaller undercut width.
References
Kim HC, Wallington TJ (2013) Life-cycle energy and greenhouse gas emission benefits of lightweighting in automobiles: review and harmonization. Environ Sci Technol 47(12):6089–6097. https://doi.org/10.1021/es3042115
Cecchel S (2021) Materials and technologies for Lightweighting of Structural Parts for Automotive Applications: a review. SAE Int J Mater Manf 14(1). https://doi.org/10.4271/05-14-01-0007
Meschut G, Janzen V, Olfermann T (2014) Innovative and highly productive joining technologies for Multi-material Lightweight Car body structures. J Mater Eng Perform 23(5):1515–1523. https://doi.org/10.1007/s11665-014-0962-3
Senge S, Brachmann J, Hirt G, Bührig-Polaczek A (2018) Evaluation of interlocking bond strength between structured 1.0338 steel sheets and high pressure die cast AlMg5Si2, in: ESAFORM. Proceedings of the 21st International ESAFORM Conference on Material Forming, Palermo, Italy. 23–25 April 2018, p 40019
Mori K, Abe Y (2018) A review on mechanical joining of aluminium and high strength steel sheets by plastic deformation. Int J Lightweight Mater Manuf 1(1):1–11. https://doi.org/10.1016/j.ijlmm.2018.02.002
Mori K, Bay N, Fratini L, Micari F, Tekkaya AE (2013) Joining by plastic deformation. CIRP Annals - Manufacturing Technology 62(2):673–694. https://doi.org/10.1016/j.cirp.2013.05.004
Salamati M, Soltanpour M, Fazli A, Zajkani A (2019) Processing and tooling considerations in joining by forming technologies; part A—mechanical joining. Int J Adv Manuf Technol 101(1–4):261–315. https://doi.org/10.1007/s00170-018-2823-y
Noguchi T, Asano K, Hiratsuka S, Miyahara H (2008) Trends of composite casting technology and joining technology for castings in Japan. Int J Cast Met Res 21(1–4):219–225. https://doi.org/10.1179/136404608X361981
Fang X, Gundlach J, Schipperges J-J, Jiang X (2018) On the steel–aluminum hybrid casting by sand casting. J Mater Eng Perform 27(12):6415–6425. https://doi.org/10.1007/s11665-018-3717-8
Ucsnik S, Gradinger R, Becirovic A, Waldhör A (2013) Enhanced performance of Steel-Aluminium cast nodes through Cold Metal transfer. Mater Sci Forum 765:736–740. https://doi.org/10.4028/www.scientific.net/MSF.765.736
Senge S, Brachmann J, Hirt G, Bührig-Polaczek A (2017) Interlocking Multi-Material Components made of Structured Steel Sheets and High-Pressure Die Cast Aluminium, in: ESAFORM. Proceedings of the 20th International ESAFORM Conference on Material Forming, Dublin, Ireland. 26–28 April 2017, p 190007
Ringel A, Hirt G, Lohmar J (2022) Towards 3D Modelling of Cold Rolled Channel Structures for Interlocking Steel-Al Die Casting, in: 36. ASK Umformtechnik, Aachen, Germany. 2022-10-26–2022-10-27, pp 497–508
Ringel A, Lohmar J (2022) Optimization of the Surface geometry in structured Cold Rolling for Interlocking of formed and die-cast Metal Components. DDF 414:89–94. https://doi.org/10.4028/p-z54p05
Jakumeit J, Behnken H, Laqua R, Eiken J, Brachmann J (2020) Multi-scale simulation of hybrid light metal structures produced by high pressure die casting. IOP Conf Ser : Mater Sci Eng 861:12035. https://doi.org/10.1088/1757-899X/861/1/012035
Joop D (2018) Präzisionsbestimmende Faktoren Bei Der Herstellung blechverstärkter Hybridstrukturen Im Druckguss: Grenzflächenanalyse Und Verzugsoptimierung. Diss., Gießerei-Institut, RWTH Aachen University
Mousavi A, Ridolfi KS, Brosius A (2018) Influence of alternating bending on springback behavior of parts in deep drawing process with macro-structured tools. MATEC Web Conf 190:14005. https://doi.org/10.1051/matecconf/201819014005
Funding
Funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) – Project - ID 245566034.
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Ringel, A., Hirt, G. Bending behavior of structured steel sheets with undercuts for interlocking with Al die-cast metal. Int J Mater Form 17, 2 (2024). https://doi.org/10.1007/s12289-023-01797-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12289-023-01797-6