
Abstract
The rise of purple glazed pottery in fifteenth-century England represented a major change in the character of domestic material culture. These wares typically evolved from the orange bodied, green glazed pottery of the later medieval period and were produced by a number of centres. This paper examines the technological advancements made by potters working at West Cowick (East Yorkshire) as they navigated the transition from green to purple glazed Humber wares. While it well known that recipes and firing regimes can be manipulated by potters to modify and enhance their colour pallet, the change exacted by West Cowick’s potters has been overlooked, dismissed by archaeologists as the result of over-firing. Through a range of analytical techniques (thin section petrology, scanning electron microscopy microstructural analysis, chemical characterisation of fabric and glaze by portable X-ray fluorescence analysis and scanning electron microscope–energy dispersive spectroscopy), we reconstruct the glazing practices employed by these potters, revealing innovative artisans, skilled in controlling glaze recipes and firing regimes, and able to effect major intentional changes in their product.
Similar content being viewed by others


Introduction
Purple glazed ware (PGW) is a fifteenth-century purple glazed, red–orange sandy ware, found on sites throughout the Humber Basin. It evolved from so-called Humber ware (HW), a green glazed sandy ware that was produced in the region from the late thirteenth to sixteenth centuries (Jennings 1992, 27–32; Hayfield 1992; Watkins 1987, 98–106). Purple glazed ware’s appearance represents a major change in tradition, being part of a broader transition from green to purple glazed pottery which begun in the central midlands in the fourteenth century. Yet, as Chris Cumberpatch (2003) puts it, this transition has ‘rarely been seen for what it is: a significant change in the phenomenological character of domestic material culture’. This change in phenomenological character is not the only major shift that has been overlooked, so too have the technological choices and practices that facilitated this transformation, with the development of PGW having been dismissed by archaeologists as the result of overfiring of the typical green HW glaze (Mainman and Jenner 2013, 1275; McCarthy and Brooks 1998, 396). This paper redresses the balance by examining the technological advancements made by potters working at West Cowick (East Yorkshire) as they navigated the transition from green to purple glazed HW. First, we provide an overview of the HW and PGW traditions, before moving on to the analysis of West Cowick glazes and reconstruction of the glazing practices employed by these potters. Finally, we reconsider evidence from excavations in light of the findings of these new analyses.
Archaeological background and context
Humber ware and purple glazed ware
Humber ware is a generic term for a class of pottery which was produced at a number of centres around the Humber Basin between the late thirteenth and sixteenth centuries (Hayfield 1992 38–44, Jennings 1992, 27–29) (Fig. 1a). Spreads of waste material have been identified at a number of sites across the Humber Basin, but it is only at three locations where HW pottery kilns have been excavated (Hayfield 1992; Mainman and Jenner 2013). A kiln was excavated at Holme-upon-Spalding Moor in 1944–5 (Mayes and Hayfield 1980), six kilns (four of which were superimposed upon one another) have been found in excavations at West Cowick (Wilson and Hurst 1964, 297; Mayes 1966, 174; Johnson 1999a), while the remains of a heavily truncated kiln have been uncovered at Blue Bridge Lane in the City of York (Vince and Steane 2005; Young 2013). The ceramic fabric is hard, slightly sandy, orange to brick red on external surfaces, with grey to black internal surfaces, cores and margins, and the glaze is olive green in colour (Fig. 2 and also see Jennings 1992 and Supplementary Data 3). All centres seem to have produced a visually identical range of fabrics and forms, in similar sizes, styles, and shapes, using the same methods of manufacture (Watkins 1987, 98; Hayfield 1992, 38–44). In short, they produced pottery which ‘conformed to a perceived regional stereotype’ (Hayfield 1992, 38–44).

© Crown copyright and database right (2023)
Map a showing locations of known Humber ware kilns (West Cowick, Lat 53° 41′ 12.53″, Long − 1° 0′ 59.37″; Holme-upon-Spalding Moor, Lat 53° 60′ 10.61″, Long 0° 46′ 49.75″; Blue Bridge Lane, York, 53° 57′ 5.61″, Long − 1° 4′ 41.10″); b geology around West Cowick, showing potential locations of raw material sources. Contains OS data

Left: Humber Ware (HW): a a typical example of a HW chamber pot (YORYM: 1992.69 Image courtesy of York Museums Trust:: https://yorkmuseumstrust.org.uk/:: CC BY-SA 4.0); c a fragment of ceramic illustrating the green outer glaze and grey fabric. Right: purple glazed ware (PGW); b a typical example of a PGW ware jug with dribbles of green glaze (middle right of pot) (YORM: 1946.6 Image courtesy of York Museums Trust:: https://yorkmuseumstrust.org.uk/:: CC BY-SA 4.0); d a fragment of ceramic illustrating the purple outer glaze and red fabric; e typical HW fabric; f, g showing variation in the colour of PGW fabric
Purple glazed ware is generally thought to have appeared in the fifteenth century; archaeomagnetic dates from kilns excavated at West Cowick suggest that production may have begun in the first quarter of the fifteenth century (Johnson 1999b, 50–2), and it has been also found in early to mid-fifteenth century contexts in Beverly and Hull (Dave Evans pers. comm.). The ware continued in production until the sixteenth century. In his ware-defining analysis of HW and PGW, Gareth Watkins (1987, 106) observed that the forms and fabrics of PGW were the same as HW but the glaze was characteristically purplish black with a slight metallic sheen (Fig. 2 and also Jennings 1992). Importantly, the colour of PGW’s ceramic body is different from HW’s, being ‘dark plum red’ (Jennings 1992, 32). The only known place of production for PGW is the village of West Cowick, where HW was also produced.
Manorial accounts indicate that pottery production was taking place within West Cowick from at least the mid- to late fourteenth century, when payments for clay, sand, and peat fuel are recorded (le Patourel 1968, 110, 118; Johnson 1999a, 1). Excavations in the 1960s revealed four successive multi-firebox HW kilnsFootnote 1, one on top of the other, dated from the late thirteenth to the mid-sixteenth centuries (le Patourel 1979, 92; Mayes 1966, 174). A further two kilns of the same multi-firebox design were excavated in 1999 by York Archaeological Trust (Johnson 1999a, b). The later kiln, kiln 2, dated archaeomagnetically to AD 1455–1480, produced both PGW and HW, indicated by finds of both green glazed HW and PGW in the fills of the stoking pits and kiln and rivulets of purple glaze on the kiln floor. Kiln 1, dated archaeomagnetically to AD 1405–1425, primarily produced HW, but intriguingly small amounts of PGW were recovered from the kiln walls, base, and pre-kiln surfaces, suggesting that PGW production may have had already begun before this kiln was erected (Johnson 1999b, 74). Fragments of carbonised peat in the stoking pits of both kilns corroborate documentary records for the use of peat as fuel, and in addition, the 1999 excavations provided evidence that coal may have been used to fire pottery in kiln 2 (Johnson 1999a, b).
Close to kiln 2 was evidence for a materials store or drying shed and a small pit containing clean grey coloured clay which was interpreted as a clay store, perhaps where potting clay was weathered before use (Johnson 1999a, 4). An irregularly shaped sand quarry, located in the northwest part of the site, was interpreted as a source for sand temper, the backfill of which provided the largest part of the half a tonne of pottery that was recovered from the site. It is the HW and PGW from the 1999 excavations that is examined here.
Glaze technologies
Watkins observed that many overfired and wasted HW vessels possessed ‘areas’ in which the glaze had turned purple. This led him to conclude that purple glaze was ‘probably achieved without the addition of any extra colouring agent’ and that its deliberate production ‘implies that the potters were able to control kiln temperature with some degree of precision’ (Watkins 1987, 106). In paraphrasing Watkins, later authors have moved away from the concept of careful and precise control of temperature and have instead focused upon overfiring and wasters, terms synonymous with firing failure, and perhaps because of this focus it is now generally accepted that PGW was the product of ‘overfiring’ typical green glazed HW (Watkins 1987, 106; Mainman and Jenner 2013, 1275; McCarthy and Brooks 1998, 396).
It is worth pointing out, however, that Watkins had noted that it was only areas of the glaze that had turned purple on overfired and wasted HW, not whole pots. That many pots failed before the transition from green to purple had been fully achieved suggests that there was a very fine line between a successful purple glaze and complete firing failure. In this respect, in an article discussing medieval glaze technologies, Roger Newell (1995, 84) drew attention to examples of both HW and PGW vessels on which the glazes had failed to fully mature. His observation has serious implications for the overfiring hypothesis. Indeed, each glaze has a single maturing range, taking place between a lower and upper temperature limits. Glazes will mature only if they are held above their melting point for a sufficient period of time to allow the gasses liberated in glaze formation to escape and the glaze to settle and smooth before the temperature falls and glaze sets. Glazes which are not fully matured are often pocked, pitted, and cratered where gas bubbles have burst (Hamer 1975, 27, 145–6), and it was these features which Newell identified as evidence of their failed maturity. One is left wondering, then, if temperature was the sole factor in this transition from green to purple how the same glaze recipe could mature at a lower temperature and achieve a successful green glaze while simultaneously failing to mature when fired to a higher temperature, and indeed to a temperature that was so high that the ceramic fabric to which the glaze was applied overfired and wasted. Additionally, some successfully fired PGW pottery possess streaks and dribbles of green glaze, and vice versa (Fig. 2d). With this in mind, it is unlikely that the change from green to purple was achieved by temperature alone.
Other variables that can be manipulated in order to change a glaze’s colour include the amount of oxygen in the firing atmosphere, the underlying clay body, and the addition of colouring agents. It is significant that Watkins did not consider what colouring agents might result in a purple glaze, and although he noted that HW and PGW were of the same fabric, he did not consider how the major differences in the fabric colour, which suggest that the flow of oxygen was manipulated to different effect in the production of the two wares, might have influenced the glaze colour. Clearly there are other variables whose influence on the final colour of the glaze which have not been explored and it is the purpose of this paper to examine each in order to ascertain how potters were able to effect the change from green to purple glaze.
Analytical programme: materials and methods
Our analysis takes a four-stage approach, moving from non-destructive global examination to fine focus using destructive techniques: hand specimen observations, portable XRF (pXRF) analysis of the glaze and fabrics, thin section petrology, and microstructural and chemical analysis of the fabric and glaze using SEM–EDX. This approach allowed the main differences between the two groups to be highlighted followed by a more detailed destructive analysis to be undertaken on a smaller sample, which would be representative of each group in order to explore the production technologies employed by West Cowick’s potters. The sequence of analysis is laid out below.
Hand specimen
The fifty samples (25 PGW and 25 HW) were selected from contexts across the assemblage ensuring that both early and later vessels were sampled, and visually examined to record the colour, external features, and homogeneity of both the fabric and glaze which would indicate clay and glaze choice and production technologies of the two wares (Supplementary Data 1 and 3).
pXRF
The second stage involved chemical analysis of the same 50 sherds using an Olympus Delta Premium portable pXRF (without collimator). The method allowed a quick and non-destructive surface analysis which chemically characterised the glaze and fabric of both wares enabling us to determine whether there were chemical differences between PGW and HW that might account for the different colours. It was also used as a technique to select representative samples for further detailed destructive analysis (e.g., Hughes 2009 159; Holmqvist 2016) using SEM–EDS and thin section petrology, once it had become apparent that there were statistically significant chemical differences between the glazes of the two wares.
The pXRF was mounted in the test stand for stability and the pottery was analysed in Mining Plus mode which was programmed to detect 25 elements. Detection levels differed for each element but only those which were 2-sigma above the detection level were considered reliable. As pXRF was used to provide an initial broad chemical sorting of the glazes, these results are considered semi-quantitative because of inconsistencies in glaze thickness (in some sherds the X-rays may pass through the glaze and into the fabric thus giving a composite result), and the uneven sherd surface morphology and topography which may reduce X-ray capture and slightly lower readings (see above). For each analysis the sherd was placed inside the shielded sample chamber and analysed on both the glazed exterior surface and the unglazed internal surface. The results are reported by the instrument in element parts per million (ppm). Despite considering the data as semi-quantitative, standard reference materials were analysed. Society of Glass Technology Glass Standard number 8 (SGT8), a high lead glass, was chosen and NIST621, a soda-lime-silica glass was analysed to determine a greater suite of elements than in the SGT8 glass. These standards were chosen to reflect the major components of the glazes to allow initial chemical sorting, and because the Corning C glass sample, used to check the accuracy and precision of the SEM–EDS results (below), was not large enough for the beam size of the pXRF. Accuracy and precision values are given in Supplementary Data 1 (values converted to oxides by stoichiometry), which show good accuracy for silica in SGT8, but low measurements for potassium and lead. Accuracy is generally good in NIST621 for the major elements of interest here.
Light elements, such as sodium which were not detected by the instrument, and others which proved unreliable/below detection, were subtracted from the data and the remaining elemental concentrations re-normalised to 100% to compare element ratios (Supplementary Data 1).
Thin section analysis
Ten samples were prepared as thin sections, five HW and five PGW. These samples were identified through hand specimen and pXRF analysis as being representative of the range within each group. The thin sections were examined under a petrological polarising microscope, using the system developed by Whitbread (1989) in order to compare the two fabrics and ascertain whether the same clays were used for the two wares. Thin section petrology is used to identify rock and mineral fragments in the ceramic which may suggest likely provenance of the clay used to manufacture the pots. However, it is also a powerful tool as it allows the identification of abundances of minerals and associations so tempers can be identified, the orientation of minerals and voids which help with identification of manufacturing methods, surface treatments, and alterations to the fabric and glazes during firing which indicate firing regimes, thus allowing a comprehensive assessment of production technology (see Quinn 2013, Chapter 6).
SEM–EDS analysis
Microstructural and chemical analysis using SEM–EDS analysis was carried out to gain further insights into the glaze recipe, how the glaze was applied, and the potter’s control of temperature in the course of firing (Supplementary Data 1).
The same ten samples that had been subject to thin section analysis were mounted in epoxy resin and polished to 1 μm for examination using an FEI Inspect scanning electron microscope (SEM) with an attached energy dispersive spectrometer (EDS) at English Heritage Research Department, Fort Cumberland. The operating conditions were an electron beam current of approximately 1 nA and a voltage of 25 kV. The EDS data was quantified using Oxford Instruments INCA software and calculated stoichiometrically as oxides. The accuracy and precision of the glaze results were checked by analysing glass standard Corning C (a glass high in lead), repeating each analysis of the standards at the beginning and end of the run. The detection level for the reported elements is 0.1 wt%; concentrations below this value are reported as below detection (b.d.). The accuracy of the results, presented in Supplementary Data 1, is generally good at below 5% for major elements, lead oxide (PbO), potassium oxide (K2O), calcium oxide (CaO), and below 10% for most other major and minor elements quoted, but higher for sodium oxide (Na2O, 12%), aluminium oxide (Al2O3, 22%), and iron oxide (Fe2O3, 15%). The latter therefore should be considered semi-quantitative measurements only (i.e. presence/absence or relative quantities compared to others measured in this analysis). The values quoted are of oxides and are the average of three separate measurements in the glaze layer.
Further insights into the control of temperature and firing were provided by the vitrification structures that developed in the clay body. Although visible in the polished sections, these structures are best observed in fresh fracture and so a second phase of SEM–EDS analysis was carried out at the University of York, using a Hitachi TM4000Plus benchtop SEM–EDS. Fresh fractures were observed at 15 kV and their vitrification structures classified according to the terminology developed by Maniatis and Tite (1981).
Analytical programme: results
Hand specimen
As noted by Watkins, both wares seem to be of the same sandy fabric, yet HW is generally reduced throughout the core and margin with orange to brick red unglazed surfaces, whereas PGWs vary from orange to dark plum red from fabric surfaces to core (Fig. 2a–f). PGW also appears to be higher fired, with the fabric of some PGW sherds appearing glassy and vitrified (Fig. 2e–g). These observations suggest that potters were manipulating the firing regimes to different effects in the production of the two wares. As PGW’s entire fabric is orange to plum red, an oxidising atmosphere must have been maintained both before the formation of glaze (in order that carbonaceous material could be burnt out and ferruginous compounds in the fabric oxidise before the glaze fluxed and restricted the flow of oxygen to the fabric) and throughout the final stages of firing and cooling. In contrast, HW’s grey cores and margins and red–orange outer surfaces indicate that a reducing atmosphere was maintained before glaze formation, with the final stages of firing and cooling being undertaken in an oxidising atmosphere (see Rye 1981, 114–118 and Newell 1998–9 for a discussion on the effect of firing atmosphere on colour of cores, margins, and glazed/unglazed surfaces of glazed wares). The more vitrified fabric of PGW suggests that it was indeed fired to a higher temperature than HW. Also apparent in hand specimen are the craters, pits, and pock marks in the glaze surface noted by Newell. These are considerably more common on PGW than they are on HW, and indeed, to a greater or lesser extent almost all PGW sherds examined suffered from this firing fault.
The lead which forms the glaze can be applied to the surface of the vessel in a number of forms, for instance as lead filings, lead oxide, lead carbonate, or galena (lead sulphide) (see Tite et al. 1998, 248). Typically, when applied as galena or lead metal (Newell 1995, 78), small craters develop in the clay body immediately below the glaze. Such craters were not noted in any abundance on either PGW or HW, suggesting that the lead was applied as an oxide or carbonate.
pXRF
The pXRF analysis revealed both glazes to be high in lead and of similar composition, with one major exception—the proportion of iron. A biplot of iron against lead separates the glazes into two groups (Fig. 3)—both groups have similar concentrations of lead but one is high in iron and one low in iron—which correspond with the two glazed wares, PGW and HW, respectively. Thus, we must conclude that the green and purple glazes are chemically different. One source of this difference might be the underlying clay body. Indeed, chemical elements in the ceramic body diffuse into the glaze during firing (Molera et al. 2001; Pace et al. 2008), and thus it is possible that the varying proportions of iron are a result of different potting clays having been used to produce the fabrics of the two wares. However, a biplot of the average proportions of iron in the fabric (within the beam size) against the proportions of silica (silica deriving from the clay minerals themselves and the quartz grains in the fabric) places the two wares in a single chemical group, demonstrating that the iron concentrations in the fabrics of both PGW and HW are statistically indistinguishable (Fig. 4). All other elements detected in the fabric were treated in the same way and each biplot placed both PGW and HW into a single chemical group. Evidently, the potting clay is not the source of the elevated iron levels noted in PGW, and this allied with the fact that the fabrics of the two wares appear identical in hand specimen suggests that the same clay was used in the production of the two wares, a hypothesis which is investigated further by thin section petrology, below.

Semi-quantitative pXRF analysis of the chemistry of PGW and HW glazes. The biplot separates the glazes into high and low iron groups, representing PGW and HW, respectively, while the proportion of lead remains similar in both. Data has been converted to wt%

Semi-quantitative pXRF analysis of the chemistry of PGW and HW ceramic fabrics. The biplot places their ceramic fabrics into a single chemical group, with similar proportions of iron and silica being noted in both HW and PGW. Data has been converted to wt%
Thin section analysis
Both HW and PGW are characterised by moderately well sorted, sub-angular to rounded, coarse sand- to fine silt-sized grains of mono- and polycrystalline quartz (< 0.8 mm, mode 0.1 mm—very fine sand) which are accompanied by a range of other similarly sized inclusions such as sandstone (composed of fine sand-sized grains of quartz and polycrystalline quartz in a siliceous cement), coarse grained siltstone (comprising quartz, plagioclase feldspar, and muscovite mica), banded metamorphic rock fragments (comprising quartz and muscovite), rhyolite, chert, plagioclase and microcline feldspars, pyroxene, and silt-sized grains of muscovite and biotite, set in a ferruginous matrix. This fine-grained paste has a unimodal grain size distribution, indicating that potters did not add temper, rather all inclusions were intrinsic to the potting clay (see Supplementary Data 2 for full petrographic description). The sandstone and siltstone fragments likely derive from the local underlying Sherwood Sandstone (see Gaunt 1994, 75–6), while igneous and metamorphic rock fragments are clearly of non-local origin, yet, as a whole this combination of inclusions is typical of the glacial deposits found throughout the region and around West Cowick (see Gaunt 1994, 96–131).
Although HW and PGW possess the same range of inclusions, thin section analysis revealed minor but important differences between the fabric of the two wares. The most obvious is in their colour. In crossed polarised light (XP) the five HW thin sections appear dark grey-brown through cores, inner margins, and interior surfaces, and pale grey-brown in outer margins and immediately below the glaze. PGW is more varied with two samples (PGW13 and PGW23) appearing orange-beige throughout cores, margins, and surfaces, and three (PGW2, PGW70, PGW94) being orange-red-brown throughout cores, margins, and surfaces. These differences in colour represent a broad distinction between sherds with a reduced fabric (HW) and those with an oxidised fabric (PGW), and therefore they reflect the different firing atmospheres to which the two wares were subject (Fig. 5).

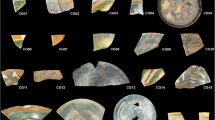
Thin section images of HW and PGW: a typical HW fabric (HW9, viewed in PPL), note the black streak of silt free clay running left to right in the middle of the image; b typical HW fabric (HW9, viewed in XP); c PGW23 (XP) in the typical HW fabric (compare with (b)); d HW91 (viewed in XP) detail of glaze and margin, showing reduced grey fabric typical of HW, note the high proportion of silt in the matrix; e PGW2 detail of glaze and margin, showing oxidised fabric of PGW, note the low levels of silt in the matrix and the lead potassium feldspars in the glaze; f typical HW fabric (HW65, viewed in XP), detail showing silty matrix; g PGW94 (viewed in XP), detail showing a lack of silt in the matrix; h variegated streaks of high and low silt clay in PGW70 (XP)
All HW samples form a homogenous group characterised by a very silty matrix (Fig. 5a, b, d, and f). Three samples (HW9, HW65, and HW91) include rare streaks of silt free clay which appear black in XP (Fig. 5a and b). The five PGW samples are more variable, forming three separate but closely related fabric sub-groups. The first (PGWi—see Supplemental Data 2), comprising PGW13 and PGW23, is distinguished from HW only by its fabric colour—in XP the silty matrices appear orange-beige and the streaks of silt-free clay are orange-red (Fig. 5c), reflecting the different firing regimes of PGW and HW. Two other samples (PGWii: PGW2 and PGW94) are composed of the same silt-free clay that appeared as streaks in HW/PGW13/PGW23 and in mirror image to these samples, PGW2 and PGW94 include rare steaks of silty clay, which appear orange-beige in XP (Fig. 5e and g). The final sample, PGW70, has a very heterogenous fabric, comprising streaks of silt free and silty clay in roughly equal proportions (Fig. 5h). It is tempting to interpret these streaks as evidence for clay mixing of the lower and higher silt clays, but the streaks of low silt clay in the HW/PGW13/PGW23, along with streaks of silty clay in PGW2/PGW94, suggest that this is in fact natural variability, with variegated streaks of higher/lower silt clay occurring in the parent clay. This variegation is a key marker in identifying the source of the raw materials used to make HW and PGW. West Cowick’s kilns lie on sandy soil above Devensian sands and gravels. A little over 100 m south of the kiln, the silt and clay of the 25 foot drift—a Devensian lacustrine deposit—crops out at the surface (BGS 1971) (Fig. 1b). The silt and clay is characterised by ‘bluish grey to reddish brown laminated clay. Most of the laminae are closely spaced, some at little more than 1 mm intervals, and they consist of silt and fine-grained sand’ (Gaunt 1994, 119–120, Pl. 3). Not only does the silt and clay exhibit the laminae or streaks present in both HW and PGW but it also contains the naturally occurring fine grained sand and silt typical of both the HW and PGW fabric and was therefore clearly the source of clay used for both.
The heterogeneity of PGW sub-fabrics provides important insight in the development of PGW production technology. PGW13 and PGW23—which possess the same silty matrices as HW—are the earliest dated PGW sherds examined in this study—deriving from a pre-kiln 1 deposit and the floor of kiln 1 (archaeomagnetically dated to 1405–1425), respectively. The later PGW sherds (PGW2, PGW70, and PGW94) are composed of silt-free clay, and thus it appears that there were two distinct phases of PGW production. The earliest utilised the same silty clay as HW and can perhaps be viewed as a developmental phase in PGW, while the second later phase witnessed a move towards the lower silt clay, which produces the deep plum red typical of PGW. HW, in contrast, was produced in the same silty fabric throughout the period of production.
The distinct phases of PGW production demonstrate that over time West Cowick’s potters began to differentiate between the types of clay used for HW and PGW, but it is important not to overstate this change. As we have seen, both the low and high silt clays derive from the 25 foot drift, and thus it seems likely that they utilised clays from different pits within the 25 foot drift or indeed from different bands within the same clay pits, rather than exploiting clay from two discrete sources. The fact that the fabrics of HW and PGW ware are chemically indistinguishable (see pXRF above, and SEM–EDS below) supports the notion of clays being selected from the same deposits. A useful analogy for this type of clay selection is provided by potters working at Littlethorpe Potteries, Ripon (North Yorks.), a pottery which still operates today after 150 years of production. Here pottery is made from a similarly laminated glacio-lacustrine clay deposit. Potters use bands of different coloured clay from within the same clay pit to produce different types of vessels (pers. comm. Mark Curtis).
SEM–EDS analysis
The full SEM–EDS results are presented in Supplementary Data 1, and the results of the mean of three chemical analyses of each sample by SEM–EDX, normalised to 100% and removing elements below detection, are presented in Table 1. Unfortunately, one sample of PGW did not display a glaze layer under the microscope, and so glaze analyses are presented for 5 HW and 4 PGW glazes. Both the purple and green glazes are characterised by high proportions of lead oxide and low proportions of alkali oxides (NaO2 and K2O), features which are typical of high-lead glazes (see Pace et al. 2008; Tite et al. 1998, 242). In glazes from both HW and PGW, copper, a colourant known to produce green glaze, was below detection limits (CuO < 0.3 wt%) as was manganese oxide (MnO < 0.1 wt%), which is known to produce a purple colour in glazes and so both can be ruled out as primary constituent glaze colouring elements. Most importantly, this analysis confirmed that the levels of Fe2O3 in PGW were between two and six times higher than those in the HW glaze, and at its peak in these examples, in an area of sample PGW23, Fe2O3 accounted for c18% of the total purple glaze composition. As can be seen from the analysis, the iron-containing compound is not uniformly distributed in these samples. For instance, Fig. 8d shows an uneven distribution of iron rich crystals throughout the glaze matrix (Supplementary Data 1, iron-rich crystals).
Following the data reduction method proposed by Hurst and Freestone (1996) and Tite et al (1998), it is possible to ascertain which elements in the glaze were part of the raw glaze recipe and which arrived in the glaze through a process of diffusion from the ceramic body, a method which has been used successfully by a number of authors in reconstructing ancient glaze technologies (e.g. De Benedetto et al. 2004; Tite et al. 1998; Ting and Taxel 2020). The method involves subtracting the PbO and any known colourants from the glaze composition and renormalising the remaining compounds to 100%. If after renormalising the proportion of a given compound in the glaze is similar or lower than that in the body, then the compound arrived through a process of diffusion from the ceramic body; if on the other hand it is higher, then the compound was a constituent of the original glaze recipe. Furthermore, if after renormalising the silica levels are seen to be elevated above those in the body, but the proportion of Al2O3 is found to be lower, this indicates that the raw glaze was a lead (compound)-silica mix as opposed to a lead only or lead-clay mix (Hurst and Freestone 1996; Tite et al. 1998, 250).
Subtracting the PbO and comparing the renormalised glaze composition with the body composition demonstrates that the proportion of Fe2O3 in the purple glaze is significantly higher than that in the ceramic body, and thus an iron compound must have been added as colourant to the purple glaze (Fig. 6). In contrast, the proportion of Fe2O3 in the green glaze is slightly lower than that in the body, indicating that iron was not added as a colourant to the green HW glaze and thus the iron oxide arrived in this glaze through diffusion from the clay body (Fig. 6). A second stage of data reduction was carried out in order to better understand the composition and preparation of the base glaze to which PGW’s iron colourant was added. Here, PbO and Fe2O3 were subtracted from the PGW compositional data and the remaining compounds renormalised to 100%. A comparison of the renormalised glaze composition with that of the ceramic body reveals that both the purple and green glazes contain the same proportion of silica, and that the proportion of silica in the glaze is higher than that in the underlying clay body (Fig. 7). It was also noted that the proportion of Al2O3 in both glazes is lower than the clay body. Higher silica and lower Al2O3 (than the ceramic body) in the glaze occurs when the raw glaze is applied to the vessel in the form of a lead (compound)-silica mixture (e.g. see Tite et al. 1998, 250; Walton and Tite 2010, 744–5), and thus both the HW and PGW glazes must have been applied in the form of a lead (compound)-silica mixture. As the same ratios of silica to lead were used in the production of both the purple and green glazes (Fig. 7), it is clear that West Cowick’s potters used the same basic lead (compound)-silica mixture to produce both green and purple glazes. This basic glaze mixture was used in an unmodified form to produce green glazed HW, but potters added an iron compound colourant to this basic mixture to produce purple glazed PGW. As the iron compound was not always added to the base glaze in the same proportions, as shown in the compositional data (Table 1, Supplementary Data 1), it is not possible to identify whether there were any systematic differences in the proportions of iron compound used in the glazes of earlier and later PGW (see PGWi and PGWii, above).

SEM–EDS analysis of the chemistry of PGW and HW glazes. Wt% Fe2O3 in glaze vs wt% Fe2O3 in ceramic body of HW and PGW. Note all PGW samples have higher levels of Fe2O3 in the glaze than in the ceramic body, indicating that Fe2O3 was added to PGW glaze

SEM–EDS analysis of the chemistry of PGW and HW glazes. Bi-plot of wt% SiO2 in glaze vs wt% SiO2 in ceramic body of HW and PGW. Note that both HW and PGW form a single chemical group and that the levels of SiO2 in both glazes lie above the unity line, indicating that SiO2 was added to the lead compound to form the base glaze
Insight into how the glaze was applied to the clay body was obtained by observing the glaze microstructure, and in particular the interface between the glaze and ceramic body. Lath and needle-shaped crystals occur in the glaze body interface of both PGW and HW (Fig. 8a and b). These crystals, identified as lead potassium feldspars ((K,Pb)AlSi3O8; Molera et al. 2001, 1122 and see Supplementary Data 1 for crystal/lath compositions), form upon cooling of the glaze, after elements in the clay body have been digested and diffused into the glaze when the glaze fluxed (Tite et al. 1998, 250–1; Molera et al. 2001, 1120). Both the composition of the clay body and heating and cooling rates impact upon their growth and development, but in general they develop more readily when the glaze is applied to an unfired clay body, rather than one that has been biscuit fired (i.e. a body that has been fired prior to the application of glaze) (Molera et al. 2001). Their presence along with an absence of biscuit fired vessels in West Cowick’s waster assemblage suggests that both PGW and HW were subject to a single firing, with the raw glaze being applied to leather hard/bone dry vessels.

Microstructures of PGW and HW glazes in BSE; a glaze-body interface in HW9 and b glaze-body interface in PGW23, note the development of lead potassium feldspars in both; c extensive growth of lead potassium feldspars in the glaze of PGW2; d cross and triangular shaped iron rich crystals in PGW glaze (PGW70)
As Molera et al. (2001, 1121–3) demonstrate, lead potassium feldspars formed at the interface are larger and more extensive in glazes that were subject to higher firing temperatures and cooled slowly than in those fired to lower temperatures or which cool rapidly. PGW glaze-body interface is substantially larger than HW’s. In some cases the lead potassium feldspars extend from the ceramic body right to the glaze surface (some 200 microns), while those in HW are confined to within ca. 40 microns of the ceramic body (Fig. 8a and c), suggesting that HW was fired to a lower temperature and had a shorter period of cooling than PGW.
The purple glaze also contained a series of cross- and triangular-shaped crystal growths, a form of crystal absent from HW glaze (Fig. 8d). Spot analysis demonstrated that these crystals were high in iron (up to 60% iron in PGW70) and it is the presence/absence of these crystals that is key to understanding the formation of purple and green glaze (Supplementary Data 1). The proportion of Fe2O3 in the glaze, allied with variations in firing regime, is known to produce different glaze colours. When ca. 1.5–3% iron oxide is dissolved in a lead glaze and fired in an oxidising atmosphere, it produces yellow and brown glazes. If fired in a reducing atmosphere blue ferrous oxide (FeO) will be produced which blends with the yellows and browns of ferric oxide (Fe2O3) to produce glazes which appear green to bluish green-grey in colour (Cardew 1969, 139–140). Once locked into a glaze melt it is very difficult to reduce or re-oxidise iron oxides, whereas those iron oxides in fabric surfaces can be re-oxidised or reduced relatively easily upon a change in atmosphere (Newell 1998–9, 125). Thus, by firing first in a reducing atmosphere up to the glaze melting point, and then switching to oxidation upon cooling, it is possible to produce a reduced green glaze on a pot whose unglazed surfaces are oxidised (Newell 1998–9, 125), and this is exactly what we see with HW—reduced green glaze on a vessel with oxidised vessel surfaces.
A lead glaze can hold up to about 5% iron oxide in solution. If fired in an oxidising atmosphere and cooled quickly, the iron oxide remains in suspension and the glaze is clear and bright black (Cardew 1969, 140). Yet, if the glaze is cooled slowly, surplus iron oxide crystallises and the resultant glaze is opaque, semi-matt with microcrystalline surface, and reddish in colour, with flecks of greens and blues. The higher the iron content the more opaque and metallic the glaze (Cardew 1969, 140), and indeed it is these features that we observe in PGW: slow cooling of a high iron glaze (7–18% iron oxide, well above the 5% limit) giving rise to iron rich crystals, and the characteristic metallic, reddish-purple glaze. Clearly, West Cowick’s potters produced very different glazes by varying the amount of iron compound in the glaze alongside the amount of oxygen in the firing atmosphere and the rate of cooling.
Further insight into the control of temperature was provided by observation of the fabric using SEM. Maniatis and Tite (1981) showed that the more developed the vitrification structure, the more heat energy the clay body received in the course of firing; accordingly, vitrification structures have been used as a means to estimate equivalent firing temperatures (EFT) for pottery—the temperature which, if maintained for 1 h, would produce the microstructure observed in the archaeological ceramic (Maniatis and Tite 1981; Tite 1995, 40; Quinn 2013, 190). Platy clay structures alongside glassy filaments, typical of very early-stage vitrification (and EFT of < 900 °C), characterise the microstructure of HW, yet in PGW glassy filaments have coalesced into a smooth, homogenous vitrified fabric (850 > EFT < 1050 °C), indicating that PGW received more heat energy in the course of firing (Fig. 9a and b). These differences in structure could equally be a result of PGW having been fired to a higher temperature than HW, fired for a longer period of time, or that PGW was cooled more slowly from top temperature, with heat energy continuing to be supplied throughout cooling and allowing continued development of the vitrification structure (Tite 1995, 40; Quinn 2013, 190). Yet, one further characteristic which does argue for PGW having been fired to higher temperatures is the chemical composition of the glazes. The ratio of silica, lead oxide, and alumina in HW is close to that which would have the lowest melting point—the eutectic composition (i.e. 31.7% Si02, 61.2% PbO, 7.1%Al2O3 (Tite et al. 1998, 252); 27.5% SiO2, 66.5% PbO, 6.0% Al2O3 (De Benedetto et al. 2004, 620)) (Table 2). Being closer to the eutectic, HW glaze would have melted and matured at a lower temperature than PGW glaze, even taking into account the higher dissolved iron in the PGW glaze which would act as a flux, and thus it is likely that potters had to fire to higher temperature to achieve the purple glaze.

Vitrification structures HW and PGW: a HW9 showing vitrification; b PGW94 showing continuous vitrification
Discussion
This analysis shows that the change from green glazed HW to the purple glazes of PGW was a considerably more complex process than simple overfiring. By modifying glaze recipes, selecting particular types of clay, and through careful control of temperature, firing atmosphere, and cooling rates, West Cowick’s potters were able to produce two distinct glazed wares, in the very same kilns but with the wares being fired separately. Figure 10 summarises the means by which this was achieved. These findings permit reinterpretation of documentary and excavated evidence, providing further insight into how the glazes were prepared and firing regimes controlled.

Production sequence of PGW and HW glazes
West Cowick’s potters used the same basic glaze to produce both HW and PGW. This glaze was prepared by mixing a lead compound—probably an oxide or carbonate—with silica. The siliceous component usually derives from ground quartz or chert, siliceous clay, or sand (Tite et al. 1998, 248). A siliceous clay can be ruled out here on account of the proportion of Al2O3 in the glaze (see above). Importantly, documentary records dating to the fourteenth century indicate that potters in Cowick paid to extract clay and sand (le Patourel 1968, 107). It had been assumed these sand payments were for the purchase of temper, which a quarry pit identified to the north-west of the production site seemed to confirm (Johnson 1999a, 4, 1999b, 26). However, given that the potting clay does not appear to have been tempered, this quarry may in fact have been the source of sand used in the preparation of the glaze, which the potters paid to extract. This basic glaze mixture was used in an unmodified form to produce the green-glazed HW, while purple glazes were achieved by adding an iron compound colourant to the basic HW glaze mixture (Fig. 10).
Once the glaze had been applied to the leather hard or dry clay body, the two wares were fired. Each was subject to different temperatures, atmospheres, and cooling rates and so must have been fired separately. In producing HW, potters maintained a reducing atmosphere before the glaze fluxed but switched to an oxidising atmosphere upon cooling. Contrastingly, in firing PGW an oxidising atmosphere was maintained both before the glazed fluxed and upon cooling. A programme of experimental firings carried out by Dawson and Kent (1999) demonstrates that medieval kilns had a natural firing cycle of oxidation-reduction-reoxidation, where reduction of the ware begins as the fireboxes become blocked with charcoal and burning fuel, and reoxidation occurring as the fuel burns down permitting increased airflow into the firing chamber. This cycle they argue was deliberately exploited by medieval potters in producing reduced green glazes over vessels with oxidised unglazed surfaces and reduced cores. Their findings are in complete agreement with our interpretation of the firing regime required to produce the green HW glaze—strong reduction before the glaze fluxed and oxidation or more correctly, reoxidation of unglazed surfaces upon cooling. Those PGW vessels with dribbles of green glaze on their bodies, or HW with dribbles of purple on their bodies, can now be understood as the result of runs, dribbles, and globules of the two different glazes which had gathered on kiln furniture, props, spacers, or kiln walls, which melt and remelt in the course of firing and run and drip on to vessels inside the kiln.
The morphology and structure of excavated kilns at West Cowick and Holme-upon-Spalding Moor provide insight into how these firing atmospheres are likely to have been controlled. All kilns were of the same form, comprising a flat base, six fireboxes,Footnote 2 and a stacking entrance. Hot gases from fuel burnt in the fireboxes would have been drawn into the ware chamber, passing up through the pottery and out through a vent in the roof (Mayes and Hayfield 1980, 99–101). Two of the six fireboxes in the Holme-upon-Spalding Moor HW kiln were completely blocked by cylindrical kiln furniture encased in straw-tempered clay. A further two were partially blocked with pottery and cylindrical kiln furniture, a feature which appears to have been a permanent fixture (Mayes and Hayfield 1980, 101). These blockages effectively turned the six-firebox kiln into a two-firebox kiln, with two additional vents which permitted the potter to control the temperature and regulate the flow of oxygen into the ware chamber. This would certainly have reduced the flow of oxygen into the kiln and promoted the cycle of oxidation-reduction-reoxidation as the fireboxes were first choked by fuel and subsequently opened up as the fuel burnt down. No blocked fireboxes were noted in the 1999 excavations of the West Cowick kilns, but given that the kilns were of the same form, the same pottery was produced and the same cylindrical kiln furniture in use, it seems highly likely that the firing regime was controlled in a similar way. It is notable that vents at higher levels of the kiln wall were noted in Mayes 1963 West Cowick excavations (Dave Evans pers. comm.), which may also have been used to control the cycle of oxidation and reduction.
To produce PGW potters had to modify the natural cycle of oxidation-reduction-reoxidation, ensuring that sufficient oxygen entered the ware chamber throughout firing and particularly before the glaze fluxed. Opening all six fireboxes would promote oxidation and increase the draught, as would charging the fireboxes one at a time, with a reduced flow of oxygen through the freshly fuelled firebox being mitigated by the draught through the remaining fireboxes. Presumably, some combination of fuelled and empty fireboxes (e.g. three fuelled and three open) would also have promoted the flow of oxygen into the kiln, and as Newell (1998–9, 124) notes, overall oxidising atmospheres can be achieved through frequent and light stoking with a strong draught. The sophisticated network of fireboxes observed in the kilns at West Cowick and Holme-upon-Spalding Moor supports the careful control of airflow and firing atmosphere by closing or opening the vents as required (Mayes and Hayfield 1980).
One final clue as to how the firing regime was manipulated to produce the two wares can be found in the types of fuel used to fire the pottery. Fourteenth-century Manorial accounts from West Cowick indicate the potters purchased peat which on the Humber Wetlands would have been plentiful and relatively cheap, presumably to fire their wares, a fact which is borne out by finds of burnt peat in the stoke pitsFootnote 3 of the later fifteenth-century kiln 2, excavated 1999 (excavation has provided no indication of the types of fuels used in any of the other kilns). Fragments of charcoal (unknown species) and coal were also found in kiln 2’s stoke pitsFootnote 4 (Johnson 1999a, b). Coal usually requires a grated firebox to burn effectively (Dawson and Kent 2008, 209), a feature not identified in any of the excavations, nor does the quantity recovered (just a few grams) seem sufficient for the firing of a pottery kiln, but it is worth considering that different types of fuel may have been used in firing of the two glazed wares. Coal has a significantly higher calorific value than wood and other similar fuels and requires more oxygen to burn efficiently; it also burns more slowly and with a more consistent temperature (Dawson and Kent 2008, 210). If coal was used, even in combination with other fuels, potters may have been able to use smaller charges of fuel, thus keeping the fireboxes open, and allowing in air into the ware chamber, promoting the oxidising conditions required for successful of PGW.
It is not exactly clear why potters working at West Cowick adapted their glaze recipe and modified their firing regimes to produce PGW. The practice is not peculiar to this production place, indeed so-called Midlands purple ware was being made at multiple centres in the Midlands from the later fourteenth century, but the practice does not seem to have reached Yorkshire until the fifteenth century, with the appearance of PGW and so-called coal measures purple ware, a type made at Firsby and Rawmarsh, some 30 km southwest of West Cowick (Cumberpatch 2004; Hayfield and Buckland 1989). The changes enacted by West Cowick’s potters must therefore be viewed in context of a process that had begun a century earlier, shortly after the Black Death. Cumberpatch proposes that the colour and texture of medieval pottery were related to the status and symbolic associations of the food and drink with which it was associated, and thus it is likely that the production of purple glazed pottery reflected a change in everyday social practice, wider consumption habits, or performed a specialist function/role within medieval households (Cumberpatch 1997, 126; 2003). As some ceramic vessels from this period appear to mimic forms seen in metal (e.g. cauldrons and tripod pipkins) (Mainman and Jenner 2013, 1273), it is also possible that the metallic sheen of purple glazed pottery served a similar imitative purpose, effectively ‘metalizing’ a range of domestic ceramic vessels. By the end of the sixteenth century, a raft of new glazed wares had reached the market, including black and brown glazed Cistercian wares, blackwares, and yellow and brown glazed coarsewares, entirely replacing green glazed medieval pottery. The development of purple glazed wares therefore initiated the decline in a tradition that had persisted in England from the middle of the eleventh century (Cumberpatch 2003). As Cumberpatch notes (2003), the reasons behind these changes remain poorly understood and required further investigation, but we have shown here that West Cowick’s potters went to great lengths to enact this change in order to respond to wider developments in ceramic consumption practice.
Conclusion
Using a range of complementary analytical techniques, this paper has examined the technological advancements made by potters working at West Cowick as they navigated the transition from green to purple glazed pottery. While Watkins’ (1987, 106) observation that ‘the potters were able to control kiln temperature with some degree of precision’ has been confirmed, it has been shown that temperature was not the only variable which potters manipulated in the course of firing their wares; indeed, it was the entire firing regime which was controlled and manipulated. From the flow of oxygen into the kiln, maximum temperatures reached, and rate of cooling, each of these variables was a key contributor to the development of the final glaze and its colour. Although Watkins believed that no other colourants had been added to the basic HW glaze, our analysis demonstrates that this was not the case. It was in fact the addition of an iron-based colourant, allied with the manipulation of the firing regime, that facilitated the change from green to purple glazed pottery.
PGW seems to have undergone a period of development, with the potters first utilising the same silty clay as was used for HW, but later stages of production using silt-free clay and firing to the highest temperatures. In this respect, it would be interesting to see how this production sequence compared to that of other similarly dated purple glazed wares. Had West Cowick’s potters been exposed to the practices of these other potteries, copying their glazing methods, or were the glaze technologies developed independently, the result of localised experimentation? The final point we want to draw out is more a cautionary tale than a conclusion. Watkins suggested that potters were able to control the firing temperature, yet later authors have erroneously concentrated on his use of the phrase ‘overfired’, a term synonymous with firing failure. Indeed, these pots were not overfired, nor where they failures, they were purposefully purple, the product of innovative, skilled crafts persons who were able to manipulate and control glaze recipes and firing regimes to effect major changes in their product.
Data availability
The datasets generated during and/or analysed during the current study are available from the corresponding author on reasonable request.
Notes
Le Patourel states that the kilns were multi-flued. There is a lack of consistency in many older sources with the terms flue and stoke hole used interchangeably to mean the area in which the fire was lit. Flue is also regularly used to describe channels and passages under the floor of the ware chamber which direct the flow of hot gasses into the ware chamber. For consistency, the authors have adopted definitions proposed by David Dawson and Oliver Kent (2021), 5 in their analysis of late medieval pottery kilns from Newport. Terms used in earlier publications have been modified to bring them in line with Dawson and Kent’s terminology. Where modifications have been made, we highlight them in the text. Definitions used are as follows: ‘firebox—the space where the fuel is built to fire the kiln’; ‘stoking area—the space in front of the firebox where the fireman works’ (we use stoke pit, when the stoking area is contained within a pit in front of the firebox); ‘flues—the passages under the ware chamber which distribute the hot gases before admitting them to the ware chamber’; ware chamber—‘the space where pottery is stacked and fired’.
Mayes and Hayfield 1980 use the term ‘flue’, but see note (i).
References
BGS (1971) Geological survey of England and Wales, new series 1:63 360/1:50 000 geological map series Sheet 79, Goole. Available at https://largeimages.bgs.ac.uk/iip/mapsportal.html?id=1001564. Accessed 12 Jul 2023
Cardew M (1969) Pioneer pottery. Longman, London
Cumberpatch CG (1997) Towards a phenomenological approach to the study of medieval pottery. In: Cumberpatch CG, Blinkhorn P (eds) Not So Much a Pot, More a Way of Life. Oxbow, Oxford, pp 125–152
Cumberpatch CG (2003) The transformation of tradition: the origins of the post-medieval ceramic tradition in Yorkshire. Available at: http://www.assemblage.group.shef.ac.uk/issue7/cumberpatch.html (accessed 12 April 2023)
Cumberpatch CG (2004). South Yorkshire / North Derbyshire Medieval ceramics reference collection. York: Archaeology Data Service. Available at: https://doi.org/10.5284/1000242
Dawson D, Kent O (1999) Reduction-fired low-temperature ceramics. Post-Medieval. Archaeology 33:164–178
Dawson D, Kent O (2008) The development of the bottle kiln in pottery manufacture in Britain. Post-Mediev Archaeol 42(1):201
Dawson D, Kent O (2021) Late Medieval pottery kilns at Newport, Pembrokeshire, and the reconstruction and interpretation of pottery production sites. Medieval and Later Pottery Research Group Occasional Paper 9. Medieval and Later Pottery Research Group. Short Run Press Ltd, Exeter
De Benedetto GE, Acquafredda P, Masieri M, Quarta G, Sabbatini L, Zambonin PG, Tite M, Walton M (2004) Investigation on Roman lead glaze from Canosa: results of chemical analyses. Archaeometry 46:615–624
Gaunt G (1994) Geology of the country around Goole, Doncaster, and the Isle of Axeholme. Memoire of the British Geological Survey, sheets 79 and 88 England and Wales. HMSO, London
Hamer F (1975) The potter’s dictionary of materials and techniques. Pitman Publishing, London
Hayfield C (1992) Humberware: the development of a late-medieval pottery tradition. In: Gaimster D, Redknap M (eds) Everyday and Exotic Pottery from Europe. Oxbow Books, Oxford, pp 38–44
Hayfield C, Buckland PC (1989) Late Medieval pottery wasters from Firsby, South Yorkshire. Trans Hunter Archaeological Soc 15:8–24
Holmqvist E (2016) Handheld portable energy-dispersive X-ray fluorescence spectrometry (pXRF). In: Alice Hunt (ed), The Oxford Handbook of Archaeological Ceramic Analysis. Oxford Handbooks (2016, online edn, Oxford Academic, 10 Jan. 2017). https://doi-rg.sheffield.idm.oclc.org/10.1093/oxfordhb/9780199681532.013.41, accessed 14 Dec. 2022
Hughes M (2009) Scientific study of the glazes. In Davey W, Walker H The Harlow pottery industries. Medieval Pottery Research Group Occasional Papers 3. London, Medieval Pottery Research Group, 159–164.
Hurst D, Freestone I (1996) Lead glazing technique from a medieval kiln site at Hanley Swan, Worcestershire. Medieval Ceramics 20:13–18
Jennings S (1992) Medieval pottery in the Yorkshire Museum. York, Yorkshire Museum
Johnson M (1999a) Kilns from excavations at West Cowick, East Yorkshire. Interim Report York Archaeological Trust, 1–5. (https://www.yorkarchaeology.co.uk/interims), accessed 12 April 2023.
Johnson M (1999b) with contributions by Andrews M, Antoni B, Milner B, Rutledge T, Daly A, Mainman A, Ottaway P, Garside-Neville S, Johnstone C, Hall A, Carrott J, Worthy D, Chew S, Brinklow D Grange Road (Back Lane), West Cowick, East Riding of Yorkshire. Report on an Archaeological Evaluation. York Archaeological Trust.
Le Patourel HEJ (1968) Documentary evidence and the Medieval pottery industry. Mediev Archaeol 12:101–127
Le Patourel HEJ (1979) Pottery as evidence for social and economic change. In: Sawyer P (ed) English medieval settlement. Edward Arnold, London, pp 86–96
Mainman A, Jenner A (2013) Medieval pottery from York, the archaeology of York: the Pottery 16/9. York Archaeological Trust and CBA, York
Maniatis Y, Tite MS (1981) Technological examination of Neolithic-Bronze Age pottery from central and southeast Europe and from the Near East. J Archaeol Sci 8:59–76
Mayes P (1966) Snaith and Cowick, W. R. Yorks Archaeol J 41:174
Mayes P, Hayfield C (1980) A Late Medieval kiln at Holme-Upon-Spalding Moor, North Humberside. East Riding Archaeologist 6:99–113
McCarthy MR, Brooks CM (1998) Medieval pottery in Britain, AD 900–1600. Leicester University Press
Molera J, Pradell T, Salvado N, Vendrell-Saz M (2001) Interactions between clay bodies and lead glazes. J Am Ceram Soc 84(5):1120–1128
Newell RW (1995) Some notes on ‘spashed glazes.’ Medieval Ceramics 19:77–88
Newell RW (1998-9) Reduction and oxidation in English medieval kiln practice. Medieval Ceramics 22-23:124-134
Pace M, Bianco Prevot A, Mirti P, Venco Ricciardi R (2008) The technology of production of Sasanian glazed pottery from veh Ardasir (Central Iraq). Archaeometry 50:591–605
Quinn PS (2013) Ceramic petrography: the interpretation of archaeological pottery and related artefacts in thin section. Archaeopress, Oxford
Rye OS (1981) Pottery technology: principles and reconstruction. Taraxacum, Washington
Ting C, Taxel I (2020) Indigeneity and innovation in early Islamic glaze technology: the case of the Coptic Glazed Ware. Archaeological and Anthropological Sciences 12 https://doi.org/10.1007/s12520-019-01007-y
Tite MS (1995) Firing temperature determination: how and why? In: Lindhal A, Stilborg O (eds) The aim of laboratory analysis in archaeology, vol 34. KVHAA Konferenser, Stockholm, pp 37–42
Tite MS, Freestone I, Mason R, Molera J, Vendrell-Saz M, Wood N (1998) Lead glazes in antiquity-methods of production and reasons for use. Archaeometry 40(2):241–260
Vince A (2004) Characterisation of the Humberware produced at Blue Bridge Lane, York. AVAC Report 2004 160. Alan Vince Archaeological Consultancy
Vince A, Steane K (2005) The pottery. In: Blue Bridge Lane And Fishergate House, Report on Excavations July 2000 to July 2002. http://www.archaeologicalplanningconsultancy.co.uk/mono/001/art_ceramic.html. Accessed 12 Jul 2023
Walton MS, Tite MS (2010) Production technology of Roman lead-glazed pottery and its continuance into Late Antiquity. Archaeometry 52:733–759
Watkins JG (1987) The Pottery In: P Armstrong and B Ayers (eds) Excavations in High Street and Blackfriargate, Hull Old Town Report Series No. 5. East Riding Archaeologist 8:53–181.
Whitbread IK (1989) A proposal for the systematic description of thin sections towards the study of ancient ceramic technology. In: Maniatis Y (Ed.), Archaeometry:Proceedings of the 25th International Symposium, pp. 127–138. Amsterdam: Elsevier
Wilson DM, Hurst GG (1964) Medieval Britain in 1962 and 1963. Mediev Archaeol 8(1):231–299
Young J (2013) A report on the pottery from Yearsley Moor, Yearsley, North Yorkshire. YMAP. https://www.northyorkmoors.org.uk/looking-after/our-projects-and-partnerships/previous-projects/lime-and-ice/exploring-yearsley-moor/YMAP-pottery-report.pdf. Accessed 12 Jul 2023
Acknowledgements
Anne Jenner (York Archaeological Trust) and Peter Robinson (Doncaster Museum & Art Gallery) for facilitating access to sherds used in this study. Rob Ashurst (Department of Geography, University of Sheffield) provided expertise and access to the pXRF used in this study and the National Specialist Services Department, Historic England, Fort Cumberland for access to SEM analysis and imaging. Thanks to Chris Cumberpatch for useful discussion about the context in which Purple Glazed Ware appeared. Dave Evans, David Dawson, and Yannick Signer read earlier drafts of this paper. We are grateful to them for their comments and critique, any errors remain our own. We also thank our anonymous reviewers for their insight and valuable comments.
Author information
Authors and Affiliations
Contributions
Gareth Perry: conceptualisation, supervision, data curation, formal analysis, investigation, methodology, project administration, resources, validation, visualisation, writing—original draft, and writing—review and editing. Tom Watson: conceptualisation, data curation, investigation, and figure preparation. Caroline M. Jackson: conceptualisation, supervision, data curation, formal analysis, investigation, methodology, project administration, resources, validation, visualisation, writing—original draft, and writing—review and editing.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Perry, G., Watson, T. & Jackson, C. Purposefully purple: understanding the technological transition from late Medieval green to purple glazed Humber wares. Archaeol Anthropol Sci 16, 4 (2024). https://doi.org/10.1007/s12520-023-01905-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12520-023-01905-2