
Abstract
This paper presents the numerical and experimental results of hardening of an annular zone on the flat surface of an X20Cr13 steel specimen by friction stir processing (FSP) with a WC-Co hard alloy tool moving along circular and fan-shaped paths. A finite element model of the process is proposed for predicting the temperature distribution through the width and depth of the annular zone for the considered tool paths and for detecting the reverse tempering regions. The influence of the paths of a cylindrical friction stir tool with a flat end on microhardness distribution in the surface layer of the hardened zone was studied experimentally. It was shown that FSP along the fan-shaped path provides uniform hardening of the annular zone, while processing along the circular trajectory leads to softening of the material in the regions where the friction tracks overlap. The uniformity of surface hardness in the friction stir processed annular zone of X20Cr13 steel was evaluated by calculating the “covering uniformity” (CU) index proposed by Campana. The hardening behavior is in full agreement with the results of finite element simulation of the FSP process. Hardness measurements and microstructural studies showed that the fan-shaped tool path provides surface layer hardening to a depth of 400 μm with the CU index ranging from 0.78 to 1.00. In the case of the circular path, the CU index ranges from 0.48 to 0.72 at the same depth. The proposed research methods can be applied to evaluate the FSP efficiency when using other workpiece and tool materials.
Similar content being viewed by others


1. INTRODUCTION
Performance characteristics of friction parts operating under high contact pressure are largely determined by the properties of the surface layer. There are various approaches to hardening of the steel and alloy surfaces, among which is the application of wear-resistant materials by thermochemical treatment, surfacing, sputtering, or deposition. Yet another approach is based on the structural modification of the surface layer during thermal and thermomechanical processing, which can be implemented by diffusion or selective surface hardening methods. These methods involve high-speed heating of the material above the critical temperature Ас3 and rapid cooling, which results in the formation of the martensitic phase [1]. Surface hardening can also be applied to local zones. A special place in selective surface hardening of critical parts is occupied by the methods of heating with a movable hot spot. The most common among them is laser hardening. The method of frictional hardening is also being intensively developed.
The main parameters of laser hardening are laser power, laser spot size, and scanning speed. The method of laser hardening is currently well understood. Laser surface hardening of AISI 420B steel was studied in [2, 3]. The microhardness of the surface layer was found to increase from 200 to 441 HV0.1 at the laser power 300 W and scanning speed 1.5 mm/s and to 700 HV0.1 at the power 350 W and scanning speed 30 mm/s. In [4], it was shown that 2.3 s of processing of AISI 1020 steel with the 10 mm laser beam of power 1.68 kW was sufficient for complete austenitization with subsequent formation of quenched martensite during cooling.
Though well-studied and efficient, the methods of selective laser hardening did not find wide industrial application, as their implementation requires expensive equipment. A promising industrial alternative to selective laser hardening is friction stir processing (FSP), which is an extension of the method of friction stir welding (FSW). While the laser hardened workpieces are heated by laser radiation, heating of the material during FSW and FSP occurs due to its frictional interaction with the rotating tool.
Today, there is a large number of works on the dynamics of temperature fields that arise in friction stir welded and processed parts. Mironov [5] investigated the process of FSW of aluminum sheets with the 15 mm diameter tool. It was reported that, as the rotational speed of the tool grew from 500 to 3000 rpm at the travel speed 300 mm/min, the temperature in the contact zone increased from 650 to 850°C. Increasing the tool travel speed, on the contrary, decreased the temperature in the contact zone. It was also found that the tool enlargement had a negative effect on heating in the contact zone, increasing heat transfer to the tool. Yue et al. [6] studied FSW of titanium alloy Ti-6Al-4V with the 12 mm diameter tool at the travel speed 50 mm/min. It was shown that temperature fields induced by FSW had the shape of a bowl with a pronounced gradient in the stir zone. It was found that increasing the rotational speed from 120 to 375 mm/min increased the peak temperature in the stir zone from 740–820 to 970–1100°C. The influence of the friction coefficient on heating of the friction stir welded material was studied in [7]. The authors revealed that FSW of aluminum alloy 6061-T6 with the 40 mm diameter tool at the rotational speed 1600 rpm and travel speed 40 mm/min heated the contact zone to the temperature 360°C. It was also observed that the friction coefficient was inconstant during FSW and varied from 0.3 to 0.5, which introduced errors into finite element simulation. Eliseev et al. [8] carried out a fundamental analysis of the structure formation process during FSP. The authors reported that the main parameters influencing the FSP process were rotational speed, travel speed, and normal load on the tool. The normal load and rotational speed governed the frictional heat generation power in the contact zone, while the travel speed affected the depth of heating.
One of the early works on frictional hardening of steels was performed by Kalner [9]. By the example of steels 40Cr and 18CrMnTi, the author showed that the thermomechanical action on the surface layer during friction increased the fatigue strength by 20–30%. It was also reported that friction processing induced residual compressive stresses in the surface layer at the depth up to 50 μm. The maximum compressive stresses in steels 40Cr and 18CrMnTi reached –1100 and –250 MPa, respectively, at the depth up to 20 µm. Problems of hardening of the surface layer of parts by FSP were considered by Dodds et al. [10]. It was shown that FSW with the 20 mm diameter tool at the rotational speed 300 rpm and travel speed 150 mm/min provided a three-fold increase in the surface microhardness of AISI 420 steel, reaching 662 HV0.3. Surface hardening by FSP was further studied by Lorenzo-Martin et al. [11]. The authors showed that FSP of AISI 4140 steel at the normal load 45 kN, rotational speed 275 rpm, and travel speed 2 mm/s heated the contact zone to 940°C. The resulting surface had the hardness 62 HRC, in contrast to 61 HRC of the conventionally processed steel. Voropaev et al. [12] employed the Taguchi method to study surface hardening of AISI 420 steel by FSP with the hard alloy tool 9 mm in diameter. Analysis was performed on the influence of the following process parameters on the surface microhardness: normal force from 2500 to 3500 N, rotational speed from 3000 to 4000 rpm, and travel speed of the tool from 100 to 200 mm/min. It was shown that the thickest hardened layer (up to 750 μm) was formed at the normal force 3000 to 3500 N, rotational speed 3500 to 4000 rpm, and travel speed 100 mm/min. Work [13] dealt with hardening of steel 45 by FSP with the hard alloy tool. The investigation focused on the effect of tools with the spherical pin of different radii 3, 10, 20, and 30 mm. The authors showed that both normal force and rotational speed of the tool had a significant effect on hardening of the material. Thus, at the force 750 N and rotational speed 10 000 rpm, the microhardness increased to 600 HV, while it was 300 HV at the force 500 N and rotational speed 1000 rpm. The highest surface hardness, up to 630 HV, was achieved at the pin radius 3 mm. As the radius of the spherical pin increased to 30 mm, the maximum microhardness of the surface decreased to 540 HV.
An important problem in multipass surface hardening of extended surfaces is tempering of the material at the boundaries of adjacent passes. A similar problem was formulated in [14] for AISI 4140 steel hardened with a rectangular (12 × 8 mm2) laser beam whose adjacent passes overlapped by 3 to 6 mm. It was shown that the first pass provided surface hardening up to 680 HV. The next pass lapping 3 mm of the first one resulted in a drop of the hardness in the overlap zone to 430 HV. This effect was called reverse tempering. In so doing, the surface hardness reached after the first pass decreased to 630 HV. With the 6 mm overlap, the hardness in the overlap region reduced to 330 HV, and the hardness reached after the first pass decreased to 580 HV. Winczek et al. [15] pointed to the formation of a hot spot with the temperature 900°C in S235JR2 steel processed with the 700 W laser beam moving at the speed 10 mm/s. The hot spot was at a distance of 2 mm from the edge of the laser beam spot and resulted in softening of the material at the boundary of adjacent passes during multipass processing. The authors of [16] treated reverse tempering as one of the most important problems in laser hardening of extended surfaces. Overlapping of hardened regions during two-pass processing caused the formation of nonuniform hardness on the surface. The effect of reverse tempering near the contact zone of the rotating tool was discovered in [17] for friction stir welded aluminum alloy AA6061. Welding was performed with the 12.5 mm diameter tool made of tool steel at the rotational speed 1100 rpm. It was shown that the material near the contact zone softened, and this process strongly depended on the tool travel speed. Thus, at the speed 125 mm/min, the microhardness of the surface decreased from 135 to 65 HV. As the speed grew to 380 and 760 mm/min, the softening effect weakened and the microhardness decrease was just to 95 HV and 125 HV, respectively.
Despite numerous publications devoted to surface hardening by FSP, there are almost no works on hardening of annular surfaces at certain tool paths. The key issue of uniform hardening of the material by friction stir processing during multipass selective hardening is to justify the tool path with the minimum reverse tempering effect. In this case, it is important to choose the criterion of uniformity of surface hardness. The CU index proposed by Campana [18] can serve as this criterion.
The aim of this work is to compare hardening of the annular zone on the X20Cr13 steel surface by FSP with the tool moving along the conventional circular path with a constant overlap of friction tracks and along the proposed fan-shaped path.
2. PROBLEM STATEMENT
This paper deals with the problem of uniform hardening of a 15-mm-wide annular zone on the flat surface by FSP using the cylindrical tool with the 9.5 mm diameter flat end chamfered to 0.5 mm × 45° moving along different paths. Since the tool diameter is much smaller than the width of the annular zone, the only possible solution is to process it in several overlapping passes. According to the literature data, the most uniform surface hardness can be achieved when adjacent passes are overlapped by 50 to 75% [14].
The results of surface hardening of the annular zone are compared for the circular and fan-shaped paths of the tool (Fig. 1). The circular path goes along three concentric circles with the diameters 34, 44, and 54 mm, which are chosen to lap 50% of the adjacent tracks. The fan-shaped path reflects a linear radial motion of the tool from the inner boundary of the annular zone to the outer boundary and back with the angular rotation 8.5°. Between the forward and reverse passes, the tool turns along an arc to prevent braking and subsequent acceleration of the machine drive. Contrary to the circular path, the tool moving along the fan-shaped path forms tracks with varying overlap. The 8.5° rotation of the tool provides 50% overlap near the outer boundary of the annular zone and 75% overlap near the inner boundary.

Schematic of the circular and fan-shaped paths of the friction stir tool within the annular zone.
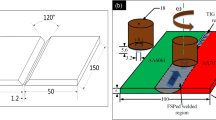
Another difference of FSP along the fan-shaped path is the formation of a wide hot spot moving around the center of the processed annular zone (Fig. 2). The orientation of the hot spot across the annular zone should presumably ensure uniform hardening of the surface within this zone. The hot spot formed by the tool moving along the circular path is elongated along the concentric circles within the annular zone. This can lead to reverse tempering and nonuniform hardening of the surface, which is the case when the adjacent passes overlap during laser hardening [14–16] and FSW [17].

Orientation and travel direction of the hot spot for the circular and fan-shaped tool paths.
At the circular path, the travel speed of the hot spot corresponds to the tool travel speed vf. At the fan-shaped path, the hot spot speed vts is significantly lower than the tool speed and depends on the geo-metric parameters of the path. Based on these geometric parameters (Fig. 2), the speed of the integral hot spot can be written as
where R1 and R2 are the radii of the inner and outer boundaries of the annular zone, α is the angle of the fan-shaped path section, vf is the tool travel speed, r1 and r2 are the turn radii of the tool at the inner and outer boundaries of the annular zone. For the considered fan-shaped tool path (Figs. 1 and 2), the travel speed ft ≈ 500 mm/min corresponds to the travel speed of the hot spot vts = 100 mm/min.
The scientific substantiation of the problem of uniform hardening of the annular zone by FSP involves the use of finite element methods and experimental studies of surface hardness. Simulation of FSP along the circular and fan-shaped tool paths enables an analysis of the temperature field dynamics and detection of reverse tempering regions. The experimental investigation of FSP reveals the actual hardness uniformity of the annular zone for the considered tool paths and minimum effects of reverse tempering.
3. MATERIALS AND METHODS OF INVESTIGATION
3.1. Tool and Workpiece Materials
The investigation was performed on rolled steel X20Cr13 (Table 1) hardened in the annular zone with the cylindrical tool made of fine-grained WC-Co hard alloy, ZCC CT KMG303. The short-term thermal resistance of alloy KMG303 was 1050°C, which suffices to heat X20Cr13 steel to the austenitization temperature.
The behavior of the workpiece material (X20Cr13 steel) during heating and cooling was numerically simulated based on the temperature dependences of the thermal conductivity coefficient, specific heat capacity and density of AISI 420 steel, which were experimentally derived in [19] in a wide range of heating temperatures (Fig. 3).

Temperature dependences of the thermal conductivity coefficient (a), specific heat capacity (b), and density (c) of X20Cr13 steel [19].
In order to increase the accuracy of finite element calculations, an experimental study was carried out for the dependence of the thermal diffusivity of the tool material on the heating temperature. Flat specimens 2 mm in thickness were cut from 10 mm diameter tool pins using the AgieCut Spirit 20 electrical discharge machine. The thermal diffusivity of the tool material was determined in the temperature range from 25 to 1050°C using the laser flash method on a Netzsch LFA-457 MicroFlash device. The found dependence is plotted in Fig. 4a.

Temperature dependences of the thermal diffusivity (a) and thermal conductivity coefficients (b) of the tool material.
The density of the tool material was assumed to be 14 700 kg/m3, and the specific heat capacity was 400 J/(kg °C). The measured temperature conductivity–heating temperature dependence and the above thermophysical parameters of the WC-Co hard alloy (specific heat capacity and density) were used to calculate the thermal conductivity coefficient λ. Its temperature dependence is shown in Fig. 4b.
3.2. Methods of Experimental Investigation of Surface Hardening
Annular zones on the surface of X20Cr13 steel workpieces shaped to disks 100 mm in diameter and 15 mm in thickness were hardened on an OKUMA MA-600HII processing center. Workpieces had flats on the periphery to securely fasten them in the vice on the table of the processing center. Flats were equidistant to the center and mutually perpendicular and spaced to 84 mm (Fig. 5a).

Schematic of surface hardening of the annular zone of the X20Cr13 steel workpiece using the OKUMA MA-600HII processing center.
Friction stir processing of the workpiece surfaces was carried out along the two mentioned paths (Fig. 1) under the optimum process conditions established in [12]: normal force 3500 N and tool rotation speed 4000 rpm. The tool was preheated for 5 s before traveling. During FSP along the circular path with overlapping friction tracks, the operating travel speed was 100 mm/min. For the fan-shaped path, the operating linear travel speed was set to 500 mm/min to ensure the hot spot displacement at the speed 100 mm/min.
Circular tool paths were clockwise. Figure 6a shows friction tracks A and C without overlap and two tracks AB and BC with 50% overlap.

General view of the annular zone after FSP along the circular path (color online).
Out of the workpiece thus processed, specimens 1 and 2 were cut, representing the initial and final stages of the process. The variation of microhardness and the CU index through the hardened layer was determined in sections 1–1 and 2–2 of the cut specimens (Fig. 6).
Out of the workpiece processed along the fan-shaped path, specimen A was cut for microstructural studies; specimens B and C were cut in the radial direction for measurements of microhardness HV0.05 on faces b1, b2, с1, and с2 (Fig. 7).

Model of the fan-shaped tool path (a) and schematic of cutting specimens out of the friction stir processed workpiece (b) (color online).
Specimens were cut out using the AgieCut Spirit 20 electrical discharge machine with a continuous supply of water to the processed surface. The specimen faces were prepared for microhardness measurements by grinding with P2500 sandpaper (GOST 52381-2005) and polishing with GOI paste.
3.3. Methods of Microhardness Measurement and Surface Hardness Uniformity Estimation
An AHOTECH EcoHard XM-1270C microhardness tester was used for Vickers hardness tests at the indentation load 0.49 N (50 g s).
Microhardness HV0.05 was measured across the specimens cut from the annular zone at the indentation spacing 1 mm and depths 100, 200, 300, 400, 500, and 600 μm. The hardness uniformity of the annular zone was estimated using the calculated CU index proposed in [18]. Estimation of the CU index required the introduction of the microhardness threshold Ht
where Wlow is the total width of regions with microhardness below the threshold value Ht within the hardened zone, mm; WΣ is the width of the hardened zone, mm. The microhardness threshold Ht used to estimate the hardness uniformity index was set to 500 HV0.05, which corresponded to quenched martensite in X20Cr13 steel.
3.4. Method of Numerical Simulation and Thermophysical Model of FSP
Finite element simulation was performed using the ANSYS Workbench 2019 R3 software in the Transient Thermal module using APDL (ANSYS Parametric Design Language) to specify the hot spot motion conditions as well as the thermal conductivities of the contact surfaces. Transition temperature–time dependences in Cartesian coordinates were calculated by the three-dimensional nonlinear heat equation:
where λ is the thermal conductivity coefficient, c is the specific heat capacity, ρ is the material density, and Qint is the power of internal heat generation.
The geometric model of the FSP process was represented by an 84 × 84 × 15 mm bar and a cylindrical 10 mm diameter tool with a 0.25 mm chamfer. The tool rotated and came into contact with the flat surface of the bar (Fig. 8).

Geometric model of FSP of the annular zone along concentric circles (color online).
The multizone method was used to divide the geometric model into a hexahedral mesh of 20-node SOLID226 finite elements with the average size 2 mm (the actual mesh size was 2 × 2 mm2 in the plane of the processed surface and 2.5 mm perpendicular to it). Heat transfer was modeled using the CONTA174 and TARGE170 finite elements representing an asymmetric surface-to-surface frictional contact between the tool end and the workpiece. For the surface-to-surface frictional contact, the thermal conductivity coefficient was set to λ = 100 000 W/(m °C). This value allows for a uniform conduction of heat from the heat source to both contacting bodies, as is the case in real frictional contact. Natural-convection heat transfer from the workpiece and tool surfaces to the environment was modeled using SURF152 elements. The heat generation power in the contact zone was set to Qint = 1000 W, which corresponded to the optimized FSP mode at the normal force 3500 N and rotational speed 4000 rpm [12], at the friction coefficient μ = 0.22. This value of µ was chosen from the range μ = 0.2–0.3 derived in work [20] for dry sliding friction of hard alloy against steels in rotational contact with the cylindrical or hemispherical surface at the sliding speed 50–300 m/min. Moreover, with increasing sliding speed and contact temperature, the friction coefficient approached the lower limit of the given range. The initial temperature of the workpiece and tool was set to T(x, y, z, t = 0) = const = +22°C.
For the annular tool path, the FSP process was modeled along concentric circles with the diameters 34, 44, and 54 mm. The linear speed of the tool along the path was set equal to 100 mm/min. The rotating tool was stationary during the first 5 s to simulate preheating of the contact zone.
Thermal processes occurring in the hardened surface throughout FSP of the annular zone were analyzed from the heating curves built at control points А1, …, А8 located at the finite element nodes, as shown in Fig. 9.

Tool path along concentric circles and control points А1, …, А8 at the finite element nodes (color online).
Temperature changes in the material during FSP of the annular zone along the fan-shaped path were analyzed using a similar finite element model. Its geometric model consisted of a 45 × 45 × 15 bar and a 10 mm diameter tool with the 0.25 mm chamfer (Fig. 10). The geometric model was built for a quarter of the fan-shaped path, which significantly saved the computational time, but at the same time represented all temperature changes during processing.

Geometric model of FSP along the fan-shaped path meshed into finite elements (color online).
The geometric model was divided into a hexahedral finite element mesh. Meshing of the tool and the workpiece was performed by the multizone method. As in the previous model, use was made of SOLID226 and SURF152 finite elements for the workpiece and tool. Finite elements averaged 2 mm for the workpiece (the actual mesh size was 2 × 2 × 1.875 mm3) and 1 mm for the tool. The heat generation power in the contact zone was set to 1000 W, and the initial temperature of the tool and workpiece was T(x, y, z, t = 0) = const = +22°C.
The rotating tool was also stationary for the first 5 s to preheat the contact zone. After this, the tool was set to move along the fan-shaped path. Its travel speed was chosen to be 500 mm/min so that the hot spot formed in the annular zone of the hardened surface displaced at the linear speed 100 mm/min. This tool travel speed was shown to be optimum for friction hardening of X20Cr13 steel.
Heating of the material processed along the fan-shaped path was analyzed at the finite element nodes at control points A1, …, A8 located along the path and at points B1, …, B8 between the adjacent passes of the tool (Fig. 11).

Fan-shaped path of the tool and control points А1, …, А8 and B1, …, B8 at the finite element nodes (color online).
4. SIMULATION RESULTS
4.1. Simulation of FSP along the Circular Path
The results of finite element simulation show that, when the annular zone of the friction stir processed surface is hardened along the circular path at the specified loading parameters, the heating temperature in the contact zone rises to ~1300°C (Fig. 12). The calculated heating temperature of the material in the contact zone significantly exceeds the critical point Ас3 = 870°С, which allows for austenitization of X20Cr13 steel and hardening of the processed surface.

Temperature fields formed in the tool and workpiece during the circular tool path at the travel speed 100 mm/min in 80 s of the FSP simulation (color online).
The analysis of the heating dependences reveals three successive heating pulses at each control point (Fig. 13). The first pulse near the inner boundary of the processed zone at points А1 and А2 has the largest amplitude, reaching ~1300°C. The amplitude of the second pulse exceeds 400°C at point А1 and 1000°C at point А2. As a result, the material at point A1, which was hardened during the first pass, undergoes tempering, and its hardness decreases significantly. At point А2, there occurs partial austenitization of the X20Cr13 steel hardened after the first pass of the tool, which can negatively affect the hardness of the surface layer, especially at depth. With distance from the center of the processed annular zone, at points А3 and А4, the first and second heating pulses have an amplitude exceeding the critical temperature Ас3. In this case, the processed material undergoes two successive cycles of austenitization and hardening, which should not affect the resulting hardness. However, the third heating pulse at these points has the amplitude exceeding the temperature 370°C at point А3 and 600°C at point А4. Such heating of the hardened surface will inevitably lead to its tempering and consequently to a decrease in hardness. With more distance from the center of the annular zone, at points А5, А6, and А7, the first heating pulse has an amplitude of less than 400°C, and the last two reach ~1300°C. Such heating results in two successive cycles of austenitization and hardening of the material, which should not affect the hardness of the processed surface. The hardening cycle is not followed by heating to tempering temperatures. Near the outer boundary of the hardened annular surface, the first two heating pulses are small and cause no phase transformations, while the last heating pulse reaches the temperature ~1300°C and can induce hardening.

Heating dependences plotted at points А1 (а), А2 (b), А3 (c), А4 (d), А5 (e), А6 (f), А7 (g), and А8 (h) of the annular zone on the X20Cr13 steel surface for the circular tool path.
The analysis of the results of FSP simulation suggests that friction hardening of a wide annular zone by the rotating tool moving along concentric circles of different diameters cannot ensure uniform hardness over the entire width of the annular zone. A surface that comes into contact with the tool moving along the last concentric circle is the only region where uniform hardening can be achieved. The remaining regions of the processed surface undergo reverse tempering, which occurs due to reheating in the temperature field formed when the tool moves along the adjacent concentric circle.
4.2. Simulation of FSP of the Annular Zone along the Fan-Shaped Path and Temperature Variations within This Zone
During the FSP process along the fan-shaped path, the heating temperature in the annular zone of X20Cr13 steel changes in the range from 400 to 600°C, which is insufficient for austenitization. At the same time, the temperature in the contact zone exceeds 900°C, which ensures phase transformations necessary for hardening of X20Cr13 steel (Fig. 14).

Temperature fields formed in the tool and workpiece during the fan-shaped tool path in 14.3 s of the FSP simulation (color online).
At control points lying directly along the tool path, the heating temperature changes in the pulsed way (Fig. 15). Thus, at point А1 located outside the hardened annular zone, there occur three successive heating pulses to temperatures not exceeding the critical point Ас3 of X20Cr13 steel (870°C). As a results, austenitic transformation remains unfinished in the steel, causing incomplete hardening during subsequent cooling. Three successive heating pulses are also observed at point А2. In this case, the amplitude of the last two heating pulses exceeds 900°C, which is higher than the critical temperature Ас3 of X20Cr13 steel.

Heating dependences plotted at points А1 (a), А2 (b), А3 (c), А4 (d), А5 (e), А6 (f), А7 (g), and А8 (h) on the X20Cr13 steel surface for the fan-shaped tool path.
The heating curves plotted at points А3, А4, and А5 have a similar pattern with three successive heating pulses to temperatures >950°C. At the other A points, heating temperatures change in a somewhat different manner. At point A6, there are only two characteristic heating pulses, the last of which exceeds the critical temperature Ас3 but has fluctuations in amplitude. At point A7, the heating curve behaves in the same way, but the first and the second heating pulses are smaller than those at point A6. Similarly, the amplitude of the second pulse at point A8 is only 10°C higher than Ас3.
The temperature–time dependences at the B points differ significantly from those at the A points (Fig. 16). Thus, four successive heating pulses occur at points B1, …, В4. In this case, only the second and third pulses exceed the critical temperature Ас3. However, after the third pulse, the material has no time to cool below the martensitic transformation temperature when it is heated again during the fourth heating pulse. As a result, the processed material can long remain in the pearlite transformation temperature range. Upon cooling, there may be no martensitic phase at all, or its proportion may decrease significantly. At point B4, this effect is maximum, since, after the third heating pulse, the temperature drops approximately to 450°C and then rises again to 600°C.

Heating dependences at points B1 (a), B2 (b), B3 (c), B4 (d), B5 (e), B6 (f), B7 (g), and B8 (h) of the annular zone on the X20Cr13 steel surface for the fan-shaped tool path.
At points В5, …, В8, the temperature–time dependences include three successive heating pulses. At points В5, В6, and В7, only the second pulse exceeds point Ас3. The third pulse causes an increase by approximately 50°C above the temperature to which the material was cooled after the second pulse. As a result, the cooling rate slightly slows down, which can also negatively affect the resulting hardness. At point B8, the heating temperature does not exceed 800°C and does not lead to hardening of X20Cr13 steel.
The obtained simulation results show that the fan-shaped path of the tool within the hardened annular zone ensures austenitization and hardening of the surface. Its important feature is the absence of the reverse tempering effect, which however occurs when the tool moves along concentric circles. Thus, it can be stated that the fan-shaped tool path provides more uniform hardening of the wide annular surface. However, the amplitude of the heating pulses generated by the tool moving along the fan-shaped path at the linear travel speed 500 mm/min is significantly lower than that at the tool moving along concentric circles, which reduces the thickness of the hardened surface layer.
5. EXPERIMENTAL RESULTS
Figure 17 exhibits the variation in microhardness HV0.05 across the annular zone in sections 1–1 and 2–2 at the depths 200 and 500 μm, including overlap regions AB and BC.

Variation in microhardness HV0.05 across the annular zone in sections 1–1 (a) and 2–2 (b) at the depths 200 and 500 μm.
Figure 18 gives an example of estimation of the CU index for the annular zone after FSP along three concentric circles at the depth 200 μm in section 1–1. The threshold value is set to Hth = 500 HV0.05. The variation in the thermal action in section 1–1 of length Wtot = 20 mm forms two subthreshold regions of lengths Wt1 = 1.42 mm and Wt2 = 1.65 mm. These regions are spaced at the distance approximately equal to the tool radius Ri, which corresponds to the predicted tempering regions. The total length of these regions is Wt1 + Wt2 = 3.07 mm. The total length WHAZ = 3.45 mm is the sum of the lengths of the subthreshold regions at the upper and lower boundaries of the annular surface, namely, WHAZ1 = 2.12 mm and WHAZ2 = 1.33 mm. Thus, at the hardness threshold Hth = 500 HV0.05, the hardness uniformity index at the depth 200 μm equals CU = 0.67.

Schematic for the evaluation of microhardness uniformity by the Campana method at the threshold value Hth = 500 HV0.05 at the depth 200 μm in section 1–1 (color online).
The microhardness data measured in sections 1–1 and 2–2 of the annular zone of the surface layer are used to plot the CU dependences shown in Fig. 19.

Variation in the CU index through the annular zone in sections 1–1 (1) and 2–2 (2) (color online).
The general analysis of the microhardness results derived for the surface layer of X20Cr13 steel specimens after friction stir processing along concentric circles reveals that this method of hardening of annular zones fails to provide width and thickness uniformity of hardness.
The results of microhardness measurements across the annular zone processed along the fan-shaped path are presented in Fig. 20. Measurements are made on faces b1, b2, c1, and c2 of specimens B and C at the depth 200 µm.

Variation in microhardness across the annular zone at the depth 200 μm after FSP along the fan-shaped path (color online).
It was found that, at the hardness threshold 500 HV0.05 corresponding to martensitic transformation, the hardness uniformity index is CU = 0.70–0.81 across the 15-mm-wide annular zone processed along the fan-shaped path and CU = 0.79–0.99 through this zone (Fig. 21).

Variation in the CU index through the surface layer depth h in the radial directions on faces b1, b2, c1, and с2 after FSP of the annular zone on the X20Cr13 steel surface along the fan-shaped path (color online).
The analysis of the CU indices calculated through the hardened annular zone shows a significant difference in the FSP processes along the circular and fan-shaped paths. With the circular tool path, the maximum uniformity index is 0.8 at the depth 200 μm and smoothly decreases to 0.39 at the depth 600 μm. With the fan-shaped path, the uniformity index is kept at 1 to a depth of 400 μm. Thus, by the CU criterion calculated within the 400-μm-thick surface layer, FSP the fan-shaped path, the uniformity index is kept at 1 to a depth of 400 μm. Thus, by the CU criterion calculated within the 400-μm-thick surface layer, FSP of the annular zone along the fan-shaped path has an advantage over that along concentric circles. However, at the fan-shaped path, there is a sharp decrease in the CU index at the depth 500 μm. This is probably due to the fact that processing along the fan-shaped path is 3 times faster than that along the circular path, as the linear travel speed is much higher. Therefore, the total amount of heat transferred to the processed specimen is several times less, and the material is heated to a smaller depth. Significant hardening of the surface layer to a greater depth can be achieved by decreasing the tool travel speed.
6. CONCLUSIONS
Friction stir processing along the fan-shaped path ensures uniform hardening of the annular zone of the flat surface without pronounced softening regions characteristic of overlapping friction tracks formed by FSP along the circular path.
The finite element model built for FSP based on the analysis of heating dependences at various points of the hardened annular zone is capable of predicting the influence of process parameters on the formation of softening regions in the material.
The CU index proposed by Campana is a convenient criterion of uniformity of surface hardening during FSP.
Friction stir processing along the fan-shaped path ensures hardening of the surface layer to a depth of 400 μm with the CU index from 0.78 to 1.00, while the CU index of the surface processed along the circular path ranges from 0.48 to 0.72 at the same depth.
REFERENCES
Mazumder, J., Laser Heat-Treatment—The State of the Art, J. Metals, 1983, vol. 35, no. 5, pp. 18–26.
Mahmoudi, B., Torkamany, M.J., Sabour Rouh Aghdam, A.R., and Sabbaghzade, J., Laser Surface Hardening of AISI 420 Stainless Steel Treated by Pulsed Nd : YAG Laser, Mater. Design, 2010, vol. 31, pp. 2553–2560.
Zirehpour, Gh., Shoja Razavi, R., and Moayerifar, E., Evaluating Wear Properties of AISI 420 Martensitic Stainless Steel after Laser Transformation Hardening, Int. J. Iron Steel Soc. Iran, 2012, vol. 9, no. 2, pp. 5–8.
Sangwoo, S., Laser Transformation Hardening of Carbon Steel Sheets: Doct. Diss., Department of Mechanical Engineering Graduate School of UNIST, 2017.
Mironov, S.Yu., Temperature Distribution within the Friction Stir Welding Tool, Phys. Mesomech., 2023, vol. 26, no. 1, pp. 33–38. https://doi.org/10.1134/S1029959923010046
Yue, Y., Wen, Q., Ji, S., Ma, L., and Lv, Z., Effect of Temperature Field in Formation if Friction Stir Welding Joints of Ti–6Al–4V Titanium Alloy, High Temp. Mater. Process., 2015, vol. 36, pp. 733–739. https://doi.org/10.1515/htmp-2015-0178
Meyghani, B., Awang, M.B., Poshteh, R.G.M., Momeni, M., Kakooei, S., and Hamdi, Z., The Effect of Friction Coefficient in Thermal Analysis of Friction Stir Welding (FSW), IOP Conf. Ser. Mater. Sci. Eng., 2019, vol. 495, p. 012102. https://doi.org/10.1088/1757-899X/495/1/012102
Eliseev, A., Kalashnikova, T., Filippov, A., and Kolubaev, E., Material Transfer by Friction Stir Processing, in Multiscale Biomechanics and Tribology of Inorganic and Organic Systems, 2021, pp. 169–188. https://doi.org/10.1007/978-3-030-60124-9_8
Kalner, V.D., Friction Hardening of Iron-Carbon Alloys, Surf. Eng., 1989, vol. 5, no. 3, pp. 226–228.
Dodds, S., Jones, A.H., and Cater, S., Tribological Enhancement of AISI 420 Martensitic Stainless Steel through Friction-Stir Processing, Wear, 2013, vol. 302, no. 1–2, pp. 863–877.
Lorenzo-Martin, C. and Ajayi, O.O., Rapid Surface Hardening and Enhanced Tribological Performance of 4140 Steel by Friction Stir Processing, Wear, 2015, vol. 332–333, pp. 962–970.
Voropaev, V.V., Kuznetsov, V.P., Skorobogatov, A.S., and Barashova, A.A., Impact of Friction Stir Processing Parameters on Forming the Structure and Properties in AISI 420 Steel Surface Layer, in XIX International Scientific-Technical Cconference “The Ural School-Seminar of Metal Scientists-Young Researchers” KnE Engineering, 2019, pp. 158–162. https://doi.org/10.18502/keg.v1i1.4404
Takada, Y. and Sasahara, H., Effect of Tip Shape of Frictional Stir Burnishing Tool on Processed Layer’s Hardness, Residual Stress and Surface Roughness, Coating, 2018, vol. 8, no. 1:32, pp. 1–11.
Lakhkar, R., Shin, Y., and Krane, M., Predictive Modeling of Multi-Track Laser Hardening of AISI 4140 Steel, Mater. Sci. Eng. A, 2008, vol. 480, pp. 209–217. https://doi.org/10.1016/j.msea.2007.07.054
Winczek, J., Modrzycka, A., and Gawrońska, E., Analytical Description of the Temperature Field Induced by Laser Heat Source with Any Trajectory, Proc. Eng., 2016, vol. 149, pp. 553–558. https://doi.org/10.1016/j.proeng.2016.06.704
Giorleo, L., Previtali, B., and Semeraro, Q., Modelling of Back Tempering in Laser Hardening, Int. J. Adv. Manuf. Technol., 2011, vol. 54, pp. 969–977.
Vysotskiy, I.V., Malopheyev, S.S., Mironov, S.Yu., and Kaibyshev, R.O., Optimization of Friction-Stir Welding of 6061-T6 Aluminum Alloy, Phys. Mesomech., 2020, vol. 23, no. 5, pp. 402–429. https://doi.org/10.1134/S1029959920050057
Campana, G., Ascari, A., and Tani, G., A Method for Laser Heat Treatment Efficiency Evaluation in Multi-Track Surface Hardening, in Proc. ASME 2009 International Manufacturing Science and Engineering Conference, 2009, vol. 2, pp. 677–683. https://doi.org/10.1115/MSEC2009-84095
Zhang, Z., Farahmand, P., and Kovacevich, R., Laser Cladding of 420 Stainless Steel with Molybdenum on Mild Steel A36 by a High Power Direct Diode Laser, Mater. Design, 2016, vol. 109, pp. 686–699. https://doi.org/10.1016/j.matdes.2016.07.114
Rech, J., Arrazola, P.J., Claudin, C., Courbon, C., Pusavec, F., and Kopac, J., Characterisation of Friction and Heat Partition Coefficients at the Tool-Work Material Interface in Cutting, CIRP Annals, 2013, vol. 62, no. 1, pp. 79–82. https://doi.org/10.1016/j.cirp.2013.03.099
Funding
The study was financially supported by the Ministry of Science and Higher Education of the Russian Federation within the Development Program of Ural Federal University named after the first President of Russia B.N. Yeltsin in accordance with the strategic academic leadership program “Priority-2030” and partially supported within the government statement of work for the Institute of Strength Physics and Materials Science SB RAS, research line FWRW-2022-0003.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
The authors of this work declare that they have no conflicts of interest.
Additional information
Publisher's Note. Pleiades Publishing remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access. This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kuznetsov, V.P., Skorobogatov, A.S., Kolubaev, E.A. et al. Effect of the Tool Path on Hardness Uniformity in an Annular Zone of X20Cr13 Steel Surface-Hardened by Friction Stir Processing. Phys Mesomech 26, 593–607 (2023). https://doi.org/10.1134/S1029959923060012
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S1029959923060012