
Abstract
The surface characteristics of direct energy deposition (DED)-Arc specimens have been previously explored, revealing the dual effect of the surface topography on fatigue strength. This effect includes a reduction in the nominal load-bearing cross-section due to the waviness of the surface and the initiation of fatigue cracks at combined geometric and metallurgical notches from the surface. To complement these findings, this study focuses on the fatigue life and crack initiation of milled DED-Arc samples, e.g., after removal of the geometric notches. Fatigue tests on DED-Arc specimens validate the impact of surface topography on fatigue strength, emphasizing the significance of surface characteristics in determining structural integrity. The additional tests conducted on milled surfaces provide insights into the failure mechanisms specific to these samples. Fracture surface analysis, microstructure characterization, and hardness measurements are performed. For both surface conditions, cracks originate in the interlayer zone, where local hardness is reduced. In unmilled specimens, this is due to the stress concentration effect, and in milled samples, this is due to softened interlayer zones. The fatigue life of milled specimens is comparatively high, demonstrating the importance of optimizing surface characteristics for improved fatigue resistance.
Highlights
1. Both, unmilled and milled specimens, show crack origins in the interlayer areas. For unmilled specimens, this is because of the local stress concentration in the notch; for milled specimens, it was shown that soft zones between the layers act as the weakest link.
2. The fatigue strength of unmilled test coupons is significantly lower than those of milled specimens.
3. Unmilled samples exhibit multiple crack origins.
Similar content being viewed by others

1 Introduction
1.1 Surface characteristics of DED-arc specimens and its effect on load bearing capacity
The influence of surface topography on load-bearing wall thickness and geometric notch effects needs to be understood to enable the use of the DED processes for structural components. Both static and cyclic load-bearing capacity are affected by the coarse surface topography.
The surface features of DED-Arc specimens were investigated by [1]. It was pointed out that a mix of deterministic and stochastic features characterizes the surface topography. Established surface parameters from ISO 4287 [2] and ISO 4288 [3] were applied to DED-Arc component surface topographies. But the current standards for the determination of surface quality parameters do not describe the nature of DED-Arc surfaces in a sufficient manner. It was pointed out that waviness from the layer-wise build-up causes macroscopic stress concentration while roughness acts as a secondary notch. For the statistically reliable determination of waviness parameters with the help of ISO standards, the defined measuring length is too short, the cutoff wavelength for the separation of roughness and waviness is too long, and the requirements for the determination of the primary profile are unknown. Furthermore, the effect of the orientation of the layer structure concerning the load stress needs to be understood.
Müller et al. [4], Jahns et al. [5], and Laghi et al. [6] investigated the tensile properties of DED-Arc specimens made from austenitic and high-strength-low-alloyed steel. The manufacturing parameters, e.g., heat input and volume of molten material per layer, affect the microstructure and, thus, the material properties. With regard to the macroscopic specimen geometry, it was found that the surface topography influences the load-bearing capacity. For milled tensile test specimens from high-strength steel [5], the yield limit depends on the orientation of the specimen in the wall. This effect was not pronounced for Young’s modulus, tensile strength, and elongation at fracture. Investigations on stainless steel (308L) [6] revealed that Young’s modulus for specimens, oriented diagonal to build-up direction, is higher than for the other directions.
With regard to fatigue, investigations on DED-Arc specimens by Galán [7], Bartsch [8], and Hensel [9] are published. It generally was found that surface topography has two effects on fatigue strength. First, the nominal load-bearing cross section is reduced by increasing waviness. Second, the waviness causes macroscopic notch effects and acts, together with the local roughness, as a fatigue crack starting point.
The estimation of the surface effect on fatigue in a perpendicular orientation of layer structure and axial fatigue loading was conducted by Bartsch [8] and Hensel [9]. Bartsch applied the notch stress approach with reference radii and derived a resistance FAT class from real and artificial surfaces. However, the use of reference radii is not recommended when the notches are mild [10]. Hence, the effective notch stress approach was applied by [9].
Specimens were manufactured using the DED-Arc process from high-strength feed material. The process parameters were kept constant while the building position varied, resulting in comparable material properties. As a result of varying building positions, the gravity acted differently on the solidifying weld bead, and varying surfaces were generated. Fatigue tests on unmilled specimens were performed and evaluated. It was observed that the fatigue strength decreases with increasing waviness, compare Fig. 1. FE-models based on digitalized real surfaces were established, and effective notch stress factors keff were calculated. It was found that this approach is capable to describe the fatigue strength-reducing effects of the surface topography by both effects, the reduced nominal cross section, and the notch effect, when both sides of the specimen are modeled in their real distance, compare Fig. 2.

Fatigue test results, nominal stress amplitudes, and load cycles until specimen rupture; k describes the slope [9]

Fatigue test results, effective stress amplitudes, and load cycles until specimen rupture by application of effective notch stress factors [9]
The main findings of the conducted investigations are:
-
(i)
The surface waviness increased significantly when working in the horizontal position
-
(ii)
The tensile strength was limited by softened zones in the vicinity of layer boundaries
-
(iii)
The effective wall thickness on unmilled test coupons correlated with the waviness parameter Wa
-
(iv)
The surface effect became visible in the nominal stress approach. For statistically relevant correlations, more data is needed
-
(v)
The effective notch stress approach was applied successfully. However, a k-value of 3 for FAT 160 resulted in partly non-conservative results. k = 4 was applied successfully and fitted the data well
2 Experimental approach
The current study extends the investigation on fatigue strength by including tests on specimens with milled surfaces, in addition to the previous examinations conducted on specimens in the unmilled condition [9]. Detailed information regarding specimen manufacturing and characterization can be found in the aforementioned source and is briefly summarized here. The primary objective of this study is to elucidate the load-bearing capacity of smooth specimens and analyze the impact of roughness in comparison to waviness. Furthermore, a comprehensive analysis of the fracture surfaces on unmilled specimens (as-built DED-Arc surface) and milled specimens is presented. The current study also investigates the origin of crack initiation and establishes correlations with surface topography and hardness measurements.
2.1 Specimen manufacturing
As mentioned, fatigue test specimens were produced by manufacturing thin-walled samples in vertical (0°) and horizontal (75°) orientations. Based on in-depth specimen analysis, it was found that the building position did not affect the microstructure. Hence, specimens in the milled condition show comparable microstructural properties, although they were manufactured in varying positions, and are not treated separately here. The experimental setup utilized for this purpose is depicted in Fig. 3.

Experimental setup for the DED-Arc manufacturing of specimens (left) under 0° and 75° inclination (right)
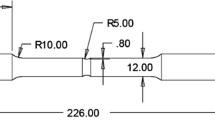
The power source employed in this study is the Fronius TPS500i equipped with the CMT dynamic arc mode. The fatigue test coupons were extracted from the thin-walled samples measuring 350 × 160 mm (Fig. 4). One set of specimens was tested in their original surface condition, while another set underwent milling prior to testing.

Thin-walled sample with the fatigue test coupons after water-jet cutting
The chemical composition of the wire used in this study is provided in Table 1. The high-strength steel employed possesses a nominal tensile strength of 920 MPa, yield strength of 820 MPa, and an elongation at rupture of 20% (see Table 2). However, it should be noted that these values are heavily influenced by the specific manufacturing parameters employed.
The manufacturing parameters employed for fabricating the fatigue test specimens are outlined in Table 3. Additionally, the welding current (I) and voltage (U) were measured during the process using an HKS WeldScanner, and average values were determined to calculate the energy input.
2.2 Specimen characterization
The fatigue test specimens were characterized regarding their microstructure, hardness, and surface characteristics. The evaluation can be found in the following chapters 2.2.1 and 2.2.2.
2.2.1 Microstructure and hardness
Hardness measurements were conducted using two distinct methodologies. Firstly, hardness lines were measured using HV1 along the build-up direction to facilitate a comparison between the unmilled samples and those with a machined surface. Secondly, hardness mappings were performed using HV0.1 over smaller regions to acquire insights into the spatial distribution of hardness within the samples. These mappings served the purpose of identifying localized regions of both hardening and softening within the samples.
Figure 5 presents the line hardness measurements obtained from the analysis. The overall hardness values for both sample types fall within a similar range, although it is evident that the average hardness of the milled samples is marginally lower than that of the samples with the as-built surface. A possible reason for this could be slight variations of the effective process parameters due to power source control. Notably, the scatter of the hardness values for the as-built samples exhibits a slightly higher variation, ranging from approximately 275 to 335 HV1, whereas the milled samples demonstrate a narrower range of hardness between 260 and 310 HV1.

Overall hardness for unmilled and milled specimens
Figures 6 and 7 illustrate the outcomes of the hardness mapping conducted on a sample with an as-built surface and a machined sample. In the mapping of the as-built sample (left), a distinct region of reduced hardness at the layer transition is prominently visible. This occurrence can be attributed to the tempering effect resulting from the deposition of subsequent layers, causing softening in the heat-affected zone. The softening effect is relatively less pronounced in the layers’ lower regions, accounting for the higher hardness observed above the layer transitions.

Hardness mapping of an unmilled specimen

Hardness mapping of a milled specimen
This phenomenon is also observable in the machined sample. However, due to the milling process employed on the edge areas, the extent of hardening and softening is comparatively reduced since the distinct hard and soft regions close to the surface are removed by the milling process. Nevertheless, a similar trend of softened heat-affected zones is still discernible in the machined sample.
Figure 8 displays a macrograph of two-layer interfaces and the according hardness mapping of the same region of the sample.

Macrograph of the interlayer region and the UCI-Mapping of the according section
A coarse-grained, white zone is evident within the layer interface, which exhibits relatively low hardness. In contrast, a substantial increase in hardness is observed towards the middle of the layer. Figure 9 provides a closer look into the interlayer area. For crack initiation, the soft interlayer area acts as the weakest link even if there was no notch.

Micrographs of the interlayer area (a–d) and SEM image of the soft interlayer zone (e)
The presence of ferrite in the interlayer region of the microstructure is inferred from the hardness measurements and SEM image analysis, where a white, soft phase is identified. A comparison with the microstructure at the layer’s center reveals a scarcity of carbides for the interlayer region, suggesting carbon depletion in the fusion zone and a resulting reduction in hardness.
2.2.2 Surface evaluation
Surface roughness power spectrum is one of the powerful tools for roughness characterization, which is mainly utilized before for contact surface problems. The surface roughness power spectrum is obtained through the Fast Fourier transform algorithm. In this manner, for a randomly rough isotropic surface, when the surface height distribution can be approximated with a Gaussian distribution, all the statistical properties of the surface are contained in its PSD defined by [11]:
where z = h(x) is the surface height topography. C(q) is the surface roughness power spectrum, q = 2π/λ is the special frequency of the roughness (roughness wavevector), and the notation <…> stands for ensemble averaging. The integration is performed over the surface area A, where A = Lx × Ly being the length of the topography image in x and y direction, respectively. For the isotropic surfaces, the C(q) vector is independent of its phase information and only depends on the q’s magnitude. Thus, it is possible to apply a radial average to the 2D matrix of C(q) values and obtain the radially averaged surface roughness power spectrum, as presented in Fig. 8 c, known as the PSD. Using this approach, the surface can be characterized by the parameter called Rq, surface roughness. This equals to the area under the power spectrum, which is a consequence of the Parseval’s theorem.
The surface image, surface topography, and the PSD of milled 0° and 75° samples for topographies of length 2.5 mm on the top and 2.5 mm at the edge surfaces of each sample using a stylus profiler are depicted in Figures 10a–c, 11a–c, 12a–c, and 13a–c, respectively. The surface roughness, Rq, is calculated, and the values are presented in Table 4 on the top and at the edge of milled 0° and 75° samples. It can be seen the surface roughness has slightly bigger values both on the top and at the edge for the 75° sample in comparison to the 0° sample. Moreover, it can be observed the surface roughness has more significant values on the edge of both milled 0° and 75° samples compared to the surface roughness values on the surface.

a Top surface image, b surface topography of length 2.5 mm and 2.5 mm, c the calculated PSD of milled 75° sample

a Edge surface image, b edge surface topography of length 2.5 mm and 2.5 mm, c the calculated PSD of milled 75° sample

a Top surface image, b surface topography of length 2.5 mm and 2.5 mm, c the calculated PSD of milled 0° sample

a Edge surface image, b edge topography of length 2.5 mm and 2.5 mm, c the calculated PSD of milled 0° sample
3 Results
3.1 Fatigue test results
Fatigue tests on milled specimens were conducted in a servo-hydraulic testing machine (type Zwick 100 kN) until specimen rupture. Tests were performed at a stress ratio of R = (σmin/σmax) = 0.1. Thermal stress relief treatment was not applied. After milling, the specimen net cross-section was determined for every specimen, and a mean value of approximately 44.2 mm2 was calculated (thickness ~ 3.5 mm). Due to the varying cross-sectional area and the highly different stress concentrations in unmilled specimens, conclusions from the direct comparison using a ΔF-N-diagram could not be made. However, the diagram is provided in Fig. 21 of the Appendix for raw data accessibility. Figure 14 shows the results after estimating nominal stresses for these three test series. The nominal stress was estimated from the measured cross-sectional area (milled specimens) and reflected the load-bearing “effective” cross-section under consideration of the surface topography (unmilled specimens). The effective cross-sections of unmilled specimens were determined from micrographs of representative specimens. For this, the specimen thickness was measured along the specimen axis. Effective cross-sections were calculated assuming a normal distribution of the specimen thickness under variation of surface waviness. Details and examples are shown in [9] as well.

Fatigue strength evaluation on basis of nominal stress, determination of effective cross sections of unmilled specimens based on micrographs, compared to [9]
Due to the smooth surface of milled specimens, fatigue test loads needed to be relatively high. Especially at higher stress amplitudes, yielding may have occurred. However, it can be noted from the test results that the waviness features on the surfaces significantly reduce the nominal fatigue strength of unmilled specimens. In direct comparison, the fatigue strength at N = 1 × 106 was reduced from ~ 480 MPa (milled) to ~ 195 MPa, respectively ~ 155 MPa (unmilled). For better comparison with well-established IIW FAT-classes, a mean stress correction of f(R) = 1.16 was applied to reduce test results to R = 0.5. Low residual stress was considered based on the possible free shrinkage in the building direction. For future investigations on milled specimens, round specimens, and lower R-ratios should be considered.
3.2 Crack initiation
The origin of crack initiation was investigated for the unmilled and the milled specimens. Samples with an unprocessed surface consistently exhibited failure in the interlayer regions. This failure can be attributed to the geometric notch effect and local reduction in cross-sectional area, resulting in an associated increase in stress levels. Figure 15 shows the etched side view of an exemplary 75° fractured specimen. This figure shows two fatigue cracks initiated from two notches at the top and bottom sides of the specimen at different heights and propagated perpendicular to the direction of the primary principal stress in the specimen with no interaction between them until they coalesced. This figure also depicts three other fatigue cracks, which initiate within the notches and propagate perpendicularly with different lengths.

Partly failed unmilled specimen with crack originating in the interlayer region
In contrast, the machined samples do not exhibit localized cross-sectional area reduction or notches that lead to stress concentration. The initiation of cracks in these samples relies on different mechanisms. Surface roughness plays a dominant role, creating stress concentration points that can lead to crack initiation. Additionally, variations in the microstructure within the specimen, such as differences in grain size, grain structure, and phase distribution, can also contribute to crack initiation.
Figures 6, 7, and 8 provided further insight by illustrating the presence of softened zones with reduced hardness between the layers in the milled as well as in the unmilled samples. These softened zones are particularly prone to crack initiation. They are also where cracks initiate during fatigue testing, as shown in Figure 16 for a machined sample in the 0° and 75° orientations. To highlight the individual layers, the samples were lightly etched.

Interlayer fracture for a 0° (left) and a 75° (right) specimen
To better elucidate the failure mechanism, the fracture surfaces of the tested milled and unmilled samples with different manufacturing positions are examined by scanning electron microscopy (SEM), as shown in Figures 17, 18, 19, and 20. It can be seen that fatigue origins have been located at several locations on the surface of the un-milled sample, especially at different heights, as depicted in Figure 17 for the specimen with 75° build orientation. The failure mode implies the initiation of multiple cracks on the surface of specimens. These multiple cracks coalesce during crack propagation, as confirmed by ledges (marked by yellow signs in Figure 17 and Figure 18) on the fracture surface, speeding up fatigue failure. When two cracks are located slightly off the same plane and start to overlap during their growth, a fracture of the bridging ligament would happen, leading to ridges on the fracture surfaces. Thus, the fracture surfaces merging to create the final crack are not all placed on a single plane. While in the milled samples, there are not several fatigue origins, and the fatigue crack is initiated mostly from the edge and the corner.

Detailed SEM images from the top and front view of the fractured unmilled 75° specimen

Detailed SEM images from the top and front view of the fractured unmilled 0° specimen

Detailed SEM images from the top and front view of the fractured milled 75° specimen

Detailed SEM images from the top and front view of the fractured milled 0° specimen
For the milled samples, the waviness from the layer-wise build-up causing macroscopic stress concentration is removed, and the roughness of the machined samples on the surface, the edge, and the corner plays an important role in the fatigue crack initiations. For all the tested milled specimens with 0° and 75° overhang, the crack initiated mostly from the corner or the edge, e.g., Figure 20. Although, for one specimen with 75° build orientation, two cracks initiated from the surface and the corner of the specimen, as shown in Figure 19. These results are correlated with surface roughness values reported in Table 4.
In summary, failure occurs predominantly in the interlayer regions for the unprocessed samples due to geometric stress concentration and local cross-sectional area reduction. In the machined samples, failure mechanisms are different, with surface roughness and variations in the microstructure playing significant roles. As shown in the images, softened zones between the layers are the areas where cracks initiate during fatigue testing. This indicates that material separation predominantly takes place within the interlayer regions.
Understanding these distinct failure mechanisms is crucial for improving the fatigue performance of additive manufacturing processes and optimizing the mechanical properties of the resulting components. The overall fatigue resistance of additively manufactured components can be enhanced by mitigating stress concentration effects, addressing surface roughness, and optimizing the microstructure.
4 Summary and conclusions
Based on previous investigations, this study complements fatigue strength investigations on DED-Arc samples with surface by characterizing and testing milled DED-Arc samples. Fatigue tests on unmilled DED-Arc specimens demonstrate that surface topography has a dual effect on fatigue strength. Firstly, it reduces the nominal load-bearing cross-section due to increased waviness, and secondly, it acts as a starting point for fatigue crack initiation, along with local roughness. To expand the understanding of fatigue strength, additional tests are conducted on milled surfaces besides unmilled specimens. The investigation includes fracture surface analysis, microstructure characterization, and hardness measurements. The results show that surface roughness and variations in microstructure contribute to crack initiation in milled samples, whereas interlayer regions and geometric stress concentration play a significant role in the failure of unmilled specimens. The main findings are:
-
(i)
Milled specimens showed low roughness. The surface roughness (ground) is much lower than the roughness in the edges (milled), leading to crack initiation from the edge of the sample.
-
(ii)
The cracks started in the interlayer zone for both unmilled and milled specimens. For the unmilled specimens, this is mainly due to stress concentration; for the milled specimens, it is a result of a softening effect in the interlayer zone.
-
(iii)
Unmilled samples exhibit multiple crack origins.
-
(iv)
In general, the fatigue life of milled specimens is comparatively high.
The findings provide insights into the failure mechanisms of DED-arc specimens under cyclic load, emphasizing the importance of surface characteristics in determining structural integrity. The current study contributes to optimizing additive manufacturing processes and the enhancing fatigue resistance in additively manufactured components.
References
Hensel J, Przyklenk A, Müller J, Köhler M, Dilger K (2022) Surface quality parameters for structural components manufactured by DED-arc processes. Materials & Design 215:110438. https://doi.org/10.1016/j.matdes.2022.110438
Deutsches Institut für Normung, ISO 4287:2009: Geometrical Product Specifications (GPS) - surface texture: profile method - terms, definitions and texture parameters, Beuth, Berlin.
Deutsches Institut für Normung, ISO 4288:1996: Geometrical Product Specifications (GPS) - Surface texture: profile method - rules and procedures for the assessment of surface texture, Beuth, Berlin.
Müller J, Hensel J, Dilger K (2022) Mechanical properties of wire and arc additively manufactured high-strength steel structures. Weld World 66:395–407. https://doi.org/10.1007/s40194-021-01204-1
Jahns H, Unglaub J, Müller J, Hensel J, Thiele K (2023) Material behavior of high-strength low-alloy steel (HSLA) WAAM Walls in Construction. Metals 13:589. https://doi.org/10.3390/met13030589
Laghi V, Palermo M, Tonelli L, Gasparini G, Ceschini L, Trombetti T (2020) Tensile properties and microstructural features of 304L austenitic stainless steel produced by wire-and-arc additive manufacturing. Int J Adv Manuf Technol 106:3693–3705. https://doi.org/10.1007/s00170-019-04868-8
Galán Argumedo JL (2020) Fatigue behavior and mechanical characterization of austenitc stainless-steel components produced through Wire+Arc Additive Manufacturing. Master Thesis, Delft
Bartsch H, Kühne R, Citarelli S, Schaffrath S, Feldmann M (2021) Fatigue analysis of wire arc additive manufactured (3D printed) components with unmilled surface. In: Structures. Elsevier, pp 576–589. https://doi.org/10.1016/j.istruc.2021.01.068
Hensel J, Müller J, Scharf-Wildenhain R, Uhlenberg L, Hälsig A (2023) The effects of building position on surface and fatigue of DED-arc steel components. Weld World 67:859–872. https://doi.org/10.1007/s40194-022-01431-0
Baumgartner J, Rennert R (2020) Fatigue assessment of welded thin sheets with the notch stress approach – proposal for recommendations. International journal of fatigue. https://doi.org/10.1016/j.ijfatigue.2020.105844
Persson BNJ, Albohr O, Tartaglino U, Volokitin AI, Tosatti E (2005) On the nature of surface roughness with application to contact mechanics, sealing, rubber friction and adhesion. J. Phys. Condens. Matter 17:R1–R62. https://doi.org/10.1088/0953-8984/17/1/R01
Otto A (2021) Determination of parameters describing the surface topography of WAAM-components. Master Thesis, Braunschweig
Acknowledgements
This work is partly based on experimental investigations which were conducted for the master’s thesis from Arian Otto [12]. His contribution is gratefully acknowledged.
Funding
Open Access funding enabled and organized by Projekt DEAL. The research presented in this document is being conducted within the project “Wire Arc Additive Manufacturing (WAAM) of Complex and Refined Steel Components (A07).” The project is part of the collaborative research center “Additive Manufacturing in Construction - The Challenge of Large Scale”, funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) - project number 414265976 - TRR 277. The research visit of Jairan Nafar Dastgerdi at Chemnitz University of Technology was funded by DFG (687390). The support is thankfully acknowledged.
Author information
Authors and Affiliations
Contributions
JM: methodology; conceptualization; data collection “DED-arc process and specimen characterization”; validation; visualization; writing—original draft; writing—review and editing
JH: methodology; conceptualization; formal analysis; funding acquisition; project administration; supervision; visualization; writing—original draft; writing—review and editing
JND: methodology; conceptualization, validation; visualization; writing—original draft; writing—review and editing
The first and second authors contributed equally
Corresponding author
Ethics declarations
Conflict of Interest
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission XIII - Fatigue of Welded Components and Structures
Appendix
Appendix

Fatigue test results, milled specimens in comparison with unmilled specimens
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Müller, J., Dastgerdi, J.N. & Hensel, J. Comparison of fatigue test results of high-strength steel DED-Arc specimens with milled and unmilled surfaces. Weld World (2024). https://doi.org/10.1007/s40194-024-01687-8
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40194-024-01687-8