
Abstract
Steels with a high carbon content are considered to be difficult to weld. High carbon equivalent indicates not only problems when joining such steels but also when using them as substrate in additive manufacturing (AM). In this study, the possibility of manufacturing a high-strength steel structure on a high-carbon steel substrate using plasma wire arc additive manufacturing (PWAAM) is demonstrated. This study deals with the thermal history and its effects on the substrate resulting from a multilayer build-up. In-substrate temperature measurements as well as metallographic and hardness measurement will provide an understanding of the influence of the process on the substrate. Additionally, a local pre-heating concept using penetration depth induction (PDI) is considered. PDI also enables energy rearrangement in which energy is removed from the AM process and introduced directly into the substrate by PDI. These variants of the preheating concept are also being investigated concerning their effects on the substrate and its properties. A comparison of multilayer buildup without and with PDI is intended to show the differences but also the possibilities that can be achieved with the PDI approach. The investigations carried out are intended to create the basis for a quality AM structure on a high-carbon steel substrate as well as optimized properties of the substrate. It is also shown that the transition zone between the substrate and the AM structure is not trivial for such a material combination.
Similar content being viewed by others


1 Introduction
The advantages of additive manufacturing (AM) are obvious, and the demand for innovations is high [1, 2]. Although powder-based processes account for the majority of commercial production [3], processes with higher melting rates and higher degrees of freedom are becoming increasingly important. Wire-arc processes (WAAM) meet these requirements [4], but there are still many challenges [5, 6]. One of these WAAM processes is the plasma-based process (PWAAM). Compared with the tungsten inert gas (TIG) arc, it offers a higher energy density due to the focused plasma arc. Since there are different types of arc modes in the plasma process (transferred and non-transferred arc), this process can be used to cover a variety of applications. For example, micro welding up to key-hole welding but also surface cleaning or activations are possible, which offers a wide range of possibilities in AM.
However, it is not only the processes that are of interest but also the materials used [4, 7]. A great deal of thought is being given to hybrid components in which the substrate already represents a functional part of a component that is supplemented by AM. Particularly in such cases, not only the additive materials, but also the substrate materials are important. One implementation of this concept already exists in the repair of existing components such as dies or other tools [8].
Some of these components are made of steel with limited weldability, such as conventionally quenched and tempered steels, which are widely used in tools and standard components with high strength and good tribological properties [9]. The required properties are achieved by martensite formation due to the high carbon content of these steels [10]. The energy applied during welding as well as during WAAM leads to the melting of the materials as well as to high-temperature gradients in the unmelted material. This zone is generally known as a heat-affected zone (HAZ) and exhibits microstructural transformations which are due to the welding-induced local heat treatment [11]. In the case of high-carbon steels, this leads to hardness peaks in the HAZ. In combination with residual stresses, this can result in cold cracks or hydrogen-induced cold cracks in the presence of hydrogen. Since other alloying elements also have an influence on the hardening and subsequently on the cold-cracking susceptibility of the material, the carbon equivalent (CEV) was developed. The carbon equivalent according to IIW is shown in Eq. 1 [12].
At a CEV > 0.45% (according to IIW), preheating is required to avoid cold cracking [11]. The preheating temperature depends primarily on the tendency to harden, i.e., the carbon content or CEV, but there are also other influencing factors such as sheet thickness, heat input, and hydrogen content. Thus, there are different calculations to estimate an adequate preheating temperature. In addition to global heat treatments, there is also the possibility of tempering the weld using the heat from the next weld layer, this is widely known as temper bead welding. This technology has been established very well for repair welding as it usually eliminates the need for subsequent heat treatment [13, 14].
To study the influence of preheating for the AM on a high C steel with and without preheating, local preheating using a penetration depth induction (PDI) was used in this work. Typically, induction as a heat source is mainly classified based on its working frequency. Penetration depth thus depends on the substrate material’s electromagnetic permeability (µr), but then mainly on frequency. The higher the frequency, the more superficial the heating effect (skin effect) of the induced eddy currents (I [A]) that are shorted out by the material’s ohmic resistance (R [Ω]), yielding a heating power based on electric power (P = I2*R [W]) [15]. In theory, primary penetration depth (being defined as the depth into the material where significant heat is being created) could be achieved if the frequency is low enough, but the poor field concentration at lower frequencies leads to poor efficiency. With penetration depth induction, it is possible to achieve a high effective depth despite a low frequency (15 kHz).
This study investigates the effect of preheating with a local PDI system on the final microstructure and hardness distribution for a high-C steel. Also, the annealing effects on high-C steel during PWAAM are investigated and compared. Additionally to classical preheating to reduce hardness, the idea of “energy rearrangement” is applied. In this approach, more energy is introduced into the substrate using preheating. In return, energy input from the welding process can be reduced significantly.
2 Materials and methods
2.1 Material
2.1.1 Substrate
The substrate material used is a modified C55E whose chemical composition is given in Table 1. It is classified as unalloyed quenched and tempered steel according to EN ISO 683–1 [16]. The CEV calculated according to Eq. 1 is 0.78%.
In this study, two different specimen geometries were used, both of which were taken from a forged component. The first geometry for the step test is shown in Fig. 1 and was normalized for 35 min at a temperature of 850 °C before final machining [10]. The three holes in the center of the longitudinal axis were used for temperature measurement as close as possible to the fusion line. For this purpose, disks of the same material with the same heat treatment were manufactured to which a type K thermocouple (TC) with a spherical cap (Fig. 2a) was attached using capacitor welding. These disks with the attached TC were then pressed into the specimen geometry (Fig. 2b). The second geometry is a simple cuboid with dimensions 31 × 31 × 130 mm (shown later in Fig. 8). This second geometry was not heat-treated.

Schematic of the step test; below, specimen geometry; above, the welded layers

Specimen preparation for internal temperature measurement: a TC with spherical cap and ceramic sleeve, b disk with welded-on TC
2.1.2 Filler wire
The filler material used is a 10NiMnMoCr8-7–6 (3Dprint AM80 HD) from voestalpine Böhler Welding group. It was developed for the production of WAAM components which provide high strength with good ductility and toughness. Since in this study not only the transformation of the substrate but also that of the deposited weld metal is of interest, a CCT diagram of the welding wire used was already created (see Fig. 3) [17]. The orange dashed lines show the cooling curve of a t8/5 time measured during the first experiment. The CCT diagram also indicated the chemical composition of the filler material used.

Welding CCT diagram for the filler metal used based on a peak temperature of 1300 °C [17]. The dashed line represents a typical cooling curve for the AM process investigated in this paper. Values at the end of the cooling curves represent the hardness according to Vickers HV5
2.2 PWAAM process
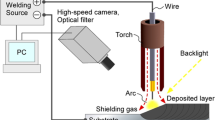
All tests in this study were carried out with the SBI-M3DP-SL (SBI GmbH). Figure 4a shows the working chamber of the machine with the torch (PMW 450) and a two-wire feeding system as well as a pyrometer (Micro-Epsolon thermoMETER CTLaser) that moves with the torch. Figure 4b shows the torch distance as well as the positioning of the wire for all experiments conducted in this study. In all experiments, only a single wire feeder was used. The wire was fed directly into the transferred plasma arc against the welding direction to create a fine droplet material transition. A plasma nozzle with a diameter of 3.2 mm was used for welding. The plasma process was also used to clean the sample’s surface before the experiment. Argon was used as the plasma and shielding gas. The welding and cleaning parameters used are shown in Table 2.

a Working chamber of the 3MDP-SL with main components, b torch with wire feeder
2.3 Penetration depth induction
For preheating, the penetration depth induction system VauQuadrat V4 (VAUQUADRAT GmbH) with an inductor type Robbiductor B was used. The inductor was mounted on the actuator system which moves the torch. The power recorded by the PDI system was measured using a ORNO OR-WE-516 power meter.
2.4 Investigations
The samples from the experiments were cut, ground with SiC paper up to #4000 grit, polished to 1 µm, and then etched with a 2% Nital solution for 5 s [18]. For the macroscopic micrographs, a Nikon D90 with a Nikkor Macro 105 mm objective was used. Detailed microstructural examinations were performed with a Zeiss Observer Z1m microscope. Hardness measurements were performed with the EMCO TEST DuraScan 70 G5 using Vikas HV 0.1 according to the standard EN ISO 6507–1.
3 Experiment
In this study, two individual experiments with different experimental setups were performed.
3.1 Step wall test
The substrate with the three internal TC was clamped onto the welding table as shown in Fig. 5a. The surface was cleaned over an area of approx. 15 × 300 mm using a soft transferred arc plasma. For this purpose, three adjacent trajectories were run with the parameters shown in Table 3 without filler material.

Welding test: a clamped after plasma cleaning, b completed test after six layers
After the cleaning process, the sample cooled down until all three TC were below 30 °C before starting the actual experiment in order to avoid preheating of the sample.
Then the first layer with a length of 300 mm was welded, the start of the layer is about 15 mm inside the specimen (see Fig. 1). To smooth the start and end sequence of the process, welding was performed with process ramps, which led to a safe transition to the quasi-static welding process. The ramps used are illustrated in Fig. 6. The temperatures of the three TCs below the build served as a trigger for a continuation of the process. Since the entire test setup heats up, a trigger temperature of 80 °C was selected for layers 2 and 3 and 100 °C for layers 4, 5, and 6. The sampling rate of the TC was 4 Hz during the whole experiment. The finished step test is shown in Fig. 5b. The finished sample was cut as shown in Fig. 7, so that a sample could be taken from the center of each layer for further analysis.

Process ramps used, example at layer 1

Cutting plan with cross-sections taken from each of the six layers
3.2 Preheating with penetration depth induction
For the second experiment conducted in this study, penetration depth induction was used to selectively preheat a sample. For this purpose, the inductor was mounted approx. 5 mm in front of the plasma torch as shown in Fig. 8. The inductor was moved at welding speed at a constant distance of 1 mm above the sample surface.

Real test setup (left) and schematics (right)
In the first test, induction and the effect on surface temperature were measured. For this purpose, the inductor was moved over the specimen at 100% power without an active plasma process. The energy consumed by the PDI system during the test was 11.2 kW. Since power losses within the device as well as at the inductor or magnetic field losses could not be detected, no further statement about the real energy input to the sample can be made and the value is purely descriptive.
While the inductor was heating the sample, two temperature measurements were performed: one by the pyrometer 10 mm behind the inductor and the second one by a welded TC type K at position K4 (see schematic Fig. 8). The sampling rate of the TCs was 5 Hz.
After this first experiment, a new specimen was clamped, and a 100-mm-long weld was created with the parameter set according to Table 2. Here, the same parameter ramps from Fig. 6 were used at the beginning and end of the process. This test (V2) was performed without preheating using PDI and serves as a reference as the sample geometry and clamping are different from the other experiment (step wall test).
In the following test (V3), the same weld was performed on a new specimen with PDI-based preheating. For this test, the PDI system was reduced to 90% power.
In a final test (V4), the procedure was repeated but at 100% power of the PDI and a reduction of welding current to 75% (195 A). The entire series of tests for the preheating experiment are shown in Table 3. All test samples were cut in the middle of the sample where the TCs are located.
4 Results
4.1 Step wall test
4.1.1 Temperature
Measured thermal cycles are shown in Fig. 9. The readings are limited at 1000 °C, so values above this are not considered. It is noticeable that the cooling of TC K2 is slower than that of K1 and K3; thus, the cooling curve of K2 intersects with that of K3. Also, the peak temperature of layer 3 is higher for K2 than for K1. Since K3 is only over-welded on the first two layers, it does not show another temperature peak for further layers and approaches around 60 °C. The same applies to K2 at the fifth layer. K1 experiences temperature peaks up to the last layer, where they decrease successively from 930 °C (layer 3) to 635 °C due to increasing build height. The measured peak temperatures and t8/5 times of the individual TCs are listed in Table 4; the temperatures and t8/5 times have been rounded.

Temperature measured during the step wall test
4.1.2 Geometry and microstructure
Figure 10 shows the cross-sections after a different number of layers in the step test. The first three layers are on average about 1 mm narrower than layers 3–6. Thus, pinching at the second layer can be seen. The build height decreases from layers 1–5 continuously from 1.5 to 0.9 mm per layer and increases in layer 6 to about 1.5 mm.

Cross-sections of layers 1–6 and their dimensions
The size of the HAZ is mainly determined by the first layer and does not change its shape over the other layers. It exhibits a slight asymmetry, which is also constant across all layers.
The microstructure of the first layer (Fig. 11) shows a classic welded structure [11] with a columnar martensitic structure in the weld metal, a martensitic coarse-grain heat-affected zone next to the fusion line (Fig. 11d1), and a subsequent fine-grain heat affected zone, which is initially martensitic but then changes to fine-grained pearlite/ferrite (Fig. 11d2) and finally ends in the original pearlite/ferrite structure of the base material.

Microstructure of the HAZ layer 1
In the cross-section of layer 2 (see Fig. 12), the columnar grains in the fusion zone of layer 1 partially transformed into equiaxed coarse-grained martensite. The grain size of the formerly coarse-grained zone of layer 1 changed into smaller martensitic grains (Fig. 12d3). The fine-grained martensitic transition zone to the base material now consists of tempered fine-grained martensite. The lower part of this former fine-grained martensite area has transformed into a fine-grained, mainly pearlitic structure.

Microstructure of the former HAZ after layer 2
This tempering of the martensite and transformation of the former HAZ can now be observed layer by layer, with each new layer and the resulting HAZ forming a further zone of fine-grained martensite and pearlite/ferrite. This leaves a recognizable undulating pattern. Figure 13 shows this gradual transformation of the former HAZ of layer 1.

Comparison of the HAZ of layers 1 (left) after adding the second layer (middle) and after six layers (right)
Continuous layer build-up not only influences the former HAZ and transforms its structure, but also the first layers (see Fig. 14). The region of the former layer 1 now shows a mixture of tempered martensite as well as pearlite/ferrite in different grain structures due to sequential dilution (Fig. 14d). The structure of the all-weld metal where the influence of the substrate material is no longer visible is clearly martensitic, varying in grain size until it changes into a columnar structure in the area of the last layer (Fig. 14).

Microstructure of structure after layer 6
4.1.3 Hardness
Figure 15 shows a comparison of the hardness and microstructure from layers 1 and 6. The previous layers and their former contours are shown as blue dashed lines in the lower part of the diagram, as well as their HAZ as red dashed lines. At layer 1 we can see that hardness correlates with the microstructure already described. The weld metal has a relatively homogeneous hardness of about 500 HV 0.1, in the area of the fusion line hardness increases significantly to a max. of 830 HV 0.1, which indicates a change to the martensitic coarse grain area where it remains at 700 to 800 HV 0.1 until it drops at the transition of the martensitic fine grain zone to the substrate until it settles at a level of 250 HV 0.1 in the base metal. This hardening is typical for the welding of high-carbon steels [19].

Comparison of the wall after layers 1 and 6
The measurements after six layers show a very stable hardness of around 400 HV0.1 in the weld metal, which fits well with the values in the CCT diagram. The annealed weld metal of the former layer 1 is now the area with the highest hardness, with a maximum of 540 HV0.1. In the areas of the annealing zones (red dashed lines), hardness decreases constantly to the 250 HV 0.1 of the base material.
It can be seen that the former columnar grains in the upper part of the diagram (layers 1 and 2) have completely transformed into an equiaxed grain structure. The comparison also shows that hardening of the HAZ of layer 1 has completely disappeared, and maximum hardness is now in the area of the all-weld metal. The maximum hardness after six layers has decreased by about 300 HV 0.1 compared with the maximum hardness of the HAZ of layer 1.
4.2 Preheating with penetration depth induction
4.2.1 Temperature
The temperatures of test V1 measured at location K4 are shown as a green line in the right diagram in Fig. 16. This temperature curve was recorded without an active plasma process and reflects only the inductor as the heat source. The value measured with the pyrometer in the center of the sample was about 550 °C.

Left: preheating with PDI; right: energy rearrangement
The left diagram compares the temperature measurements with and without preheating (V2 and V3). Preheating is seen in the first peak, which indicates the passing of the inductor. The second peak is the heat of the subsequent plasma arc. These two peaks differ from each other by approx. 100 °C. Compared with the reference weld (V2), which is visible as a dashed line, a significantly higher peak temperature can be seen. A longer dwell time at a higher temperature level can also be seen, which in turn means a longer t8/5 time in the weld area [20].
The right diagram shows test V4, in which an energy rearrangement was performed in comparison with the reference weld. The first temperature peak again indicates the inductor and the second peak the plasma arc. In contrast to V3 (left diagram), the first peak is now about 100 °C higher, which clearly shows the energy rearrangement. Again, the temperature level and the dwell time are significantly higher than those of the reference weld.
4.2.2 Geometry, microstructure, and hardness
The cross-section of the reference (V2) weld is shown in Fig. 17 (left). The width and depth of the weld and HAZ of test V3 are noticeably larger than that of the reference weld. The situation is different in test V4, where the weld is higher and smaller, with a similar penetration compared with the reference. The HAZ of V4 is very similar to the HAZ of V3.

The geometry of the welds and their HAZs from the PDI experiment
The microstructure of the reference weld and its HAZ are the same as described for layer 1 in Sect. 4.1.2. The microstructure of the weld for V3 and V4 is comparable with the reference. The HAZs of V3 and V4 are similar but show significant differences compared with the HAZ of the reference (see Fig. 18). The coarse-grained HAZ not only consists of martensite but also contains pearlite and ferrite (Fig. 18d5), which indicates much slower cooling [20]. Further away from the fusion line, the microstructure is fine-grained (Fig. 18d6). The transition from the coarse grain zone to the fine grain zone can be seen as a striped area in the HAZ. Even further away, the HAZ changes into a fine-grained pearlitic/ferritic structure, which corresponds to the substrate.

Microstructure V3
The hardness lines are measured in the same position as for the step test. Figure 19 compares the reference with the preheated welds (V3 and V4). The hardness of the reference shows the same characteristic as shown for layer 1 in Sect. 4.1.3, and comparable hardness values are observed. The hardness values of tests V3 and V4 are very similar to each other, and on average, they are 100 HV 0.1 lower than the weld metal of the reference weld. However, in the HAZ, max. hardness is even lower compared with the reference weld, which is a clear indication of less susceptibility to cold cracking due to the in situ preheating applied.

Hardness measurements from the PDI experiment; left, comparison reference and preheating with PDI; right, comparison reference and energy rearrangement
5 Discussion
The importance of the microstructure and the mechanical properties achieved with WAAM components are attracting increasing interest. For example, Högström et al. [21] and Huang et al. [22] are investigating the effects of several temperature cycles on high-strength low-alloyed (HSLA) steels. Both articles use physical and numerical simulation to conclude microstructure formation and their mechanical properties. Their aim is to predict the properties of WAAM-manufactured components. Both studies also referred to the non-triviality of the process, as temperature scenarios can differ. The filler metal investigated in the current study falls within the concept of HSLA steels, but the AM structure itself is not the focus of this study. So, the temperature data shown here (Table 4, Fig. 9) refer to the substrate. Höngström’s work shows similar temperature cycles, but these relate to the AM structure. The temperature data obtained are of more interest for the tempering effects of the substrate in order to simulate these effects. [23]. Even this is challenging as temper bead welding does not proceed in the same way as an WAAM process.
Welding the first layer leads to extreme hardening in the substrate, which can be expected for these kinds of steels [24]. This hardening makes these steels difficult to weld concerning cold cracking. However, no cold cracking was observed, neither after the first layer nor at the end of the experiment. By continuously building up more layers, the hardness in the HAZ could be significantly reduced, which shows the tempering effect well. It is observed that the maximum hardness decreased significantly and has shifted to the transition zone in the area of the first layer (see Fig. 15). This maximum hardness, due to the dilution of the base material with the weld metal, is somewhat higher compared with the all weld metal in the higher build area. Therefore, the dilution should be as low as possible to minimize the hardness peak.
The shape of the individual layers changes with continuous buildup. A smaller width can be seen in the transition zone between the substrate and AM structure, which can be explained by the change in heat flow. In the first layer, the heat flow is still in three dimensions, but from a higher number of layers, it is only in two dimensions. The widening from layer 2 onwards is limited so that a constant layer width occurs from a certain height onward. No constant width could be achieved since only six layers were welded in this study.
This smaller width in the transition zone could be counteracted with a higher energy input in the first layers to achieve a constant layer width from the beginning [25]. But this would in turn lead to a larger HAZ. It is unclear whether a similarly large tempering effect would then succeed with subsequent layers.
Another way to avoid this smaller width in the transition zone is to preheat with PDI, since this allows the first layer to be widened with the same welding parameters as shown in test V3 (Fig. 17). It was also shown that hardening of the HAZ from layer 1 onwards is avoided, which offers an advantage for low heights, as it does not require tempering of subsequent layers. However, a significantly larger HAZ was produced, which confirms the higher induction depth of this process. This high energy input into the substrate by PDI can be used to reduce the energy from the welding process. This can be used to influence the weld geometry, as shown in test V4 (Fig. 17).
In most studies on WAAM, the substrate is not considered at all, only the AM structure. In combination with hard-weldable materials as used in this study, known but for AM new, challenges arise. Further research is required into the transition from substrate to AM structure. This requires an understanding of classic techniques such as temper bead welding as well as the latest findings in the prediction of weld structures as they occur in WAAM [21, 22].
6 Conclusion
The following statements can be made based on the experiments and investigations carried out:
-
(1)
Despite the enormous hardening in the HAZ which was clearly evident in both experiments, no cold cracks or other defects were detected. Therefore, the feasibility of building hybrid AM structures with this high strength on a high-carbon substrate is demonstrated.
-
(2)
Significant hardening occurs in the heat-affected zone but can be significantly reduced by using the heat from successive AM layers.
-
(3)
Hardening in the heat-affected zone can be avoided by local continuous preheating using depth penetration induction in the first layer.
-
(4)
By rearranging the energy input from the process to preheating using PDI, the weld shape can be influenced.
-
(5)
It was shown that local heat treatment can be carried out on carbon steels from the first layer onward, which has a positive effect on hardness properties and susceptibility to cold cracking.
-
(6)
In the case of such a material combination, a better understanding of the transition zone between substrate and AM structure is required.
7 Outlook
Detailed microstructural investigations and mechanical characterizations of the heat-affected zone are planned, to improve the understanding of the strengths in the transition area of the substrate and the weld metal. The measured temperature data will be used for thermal modeling to better understand tempering effects in the substrate as well as to model theoretical temperature cycles in the AM structure.
References
Gardner L (2023) Metal additive manufacturing in structural engineering – review, advances, opportunities and outlook. Structures 47:2178–2193. https://doi.org/10.1016/j.istruc.2022.12.039
Vafadar A, Guzzomi F, Rassau A, Hayward K (2021) Advances in metal additive manufacturing: a review of common processes, industrial applications, and current challenges. Appl Sci 11(3):3. https://doi.org/10.3390/app11031213
Stavropoulos P, Foteinopoulos P, Papacharalampopoulos A, Bikas H (2018) Addressing the challenges for the industrial application of additive manufacturing: towards a hybrid solution. Int J Lightweight Mater Manuf 1(3):157–168. https://doi.org/10.1016/j.ijlmm.2018.07.002
Treutler K, Wesling V (2021) The current state of research of wire arc additive manufacturing (WAAM): a review. Appl Sci 11(18):8619. https://doi.org/10.3390/app11188619
Chaturvedi M, Scutelnicu E, Rusu CC, Mistodie LR, Mihailescu D, Subbiah AV (2021) Wire arc additive manufacturing: review on recent findings and challenges in industrial applications and materials characterization. Metals 11(6):939. https://doi.org/10.3390/met11060939
Wu B et al (2018) A review of the wire arc additive manufacturing of metals: properties, defects and quality improvement. J Manuf Process 35:127–139. https://doi.org/10.1016/j.jmapro.2018.08.001
Bourell D et al (2017) Materials for additive manufacturing. CIRP Ann 66(2):659–681. https://doi.org/10.1016/j.cirp.2017.05.009
Kanishka K, Acherjee B (2023) A systematic review of additive manufacturing-based remanufacturing techniques for component repair and restoration. J Manuf Process 89:220–283. https://doi.org/10.1016/j.jmapro.2023.01.034
thyssenkrupp Hohenlimburg GmbH. Precision steel: C55 C55e C55s product information. [Online]. Available: www.thyssenkrupp-steel.comAccessed 23 Jun 2023
Bargel H-J, Schulze G (2012) Werkstoffkunde. in Springer-Lehrbuch. Berlin, Heidelberg: Springer Berlin Heidelberg. https://doi.org/10.1007/978-3-642-17717-0
Schulze G (2010) Die Metallurgie des Schweißens: Eisenwerkstoffe - nichteisenmetallische Werkstoffe, 4., neu Bearb. Aufl. in VDI-Buch. Springer, Berlin
ÖNORM EN 1011–2: 2004 05 01, Schweißen - Empfehlungen zum Schweißen metallischer Werkstoffe - Teil 2: Lichtbogenschweißen von ferritischen Stählen (EN 1011–2:2001 + A1:2003)
Aloraier AS, Ibrahim RN, Ghojel J (2004) Eliminating post-weld heat treatment in repair welding by temper bead technique: role bead sequence in metallurgical changes. J Mater Process Technol 153–154:392–400. https://doi.org/10.1016/j.jmatprotec.2004.04.383
Aloraier AS, Joshi S, Price JWH, Alawadhi K (2014) Hardness, microstructure, and residual stresses in low carbon steel welding with post-weld heat treatment and temper bead welding. Metall Mater Trans A 45(4):2030–2037. https://doi.org/10.1007/s11661-013-2170-4
Lupi S, Forzan M, Aliferov A (2015) Induction and direct resistance heating: theory and numerical modeling. Cham: Springer International Publishing. https://doi.org/10.1007/978-3-319-03479-9
EN ISO 683–1, 2018–10–01: heat-treatable steels, alloy steels and free-cutting steels part 1: non-alloy steels for quenching and tempering
Radowski D (2023) ZTU-Diagramm und metallographische Untersuchung eines Schweißzusatzes für die additive Fertigung. Bachelor Thesis, Institute of Materials Science, Joining and Forming, Technical University of Graz, Gaz
Petzow G (2015) Metallographisches, keramographisches, plastographisches Ätzen. Stuttgart: Gebrüder Borntraeger
Dossett J (2013) ASM handbook volume 4A - Steel heat treating fundamentals and processes. ASM International. https://doi.org/10.31399/asm.hb.v04a.9781627081658
Voort G (1991) Atlas of time-temperature diagrams for irons and steels. ASM International
Högström M et al (2023) Proposal and assessment of a multiple cycle-continuous cooling transformation (MC-CCT) diagram for wire arc additive manufacturing of thin walls. Metals 13(9):1533. https://doi.org/10.3390/met13091533
Huang C, Soliman M, Treutler K, Wesling V, Spitzer K-H (2022) On the microstructure development under cyclic temperature conditions during WAAM of microalloyed steels Metals. 12(11):11. https://doi.org/10.3390/met12111913
Sun YL et al (2019) Characterisation and modelling of tempering during multi-pass welding. J Mater Process Technol 270:118–131. https://doi.org/10.1016/j.jmatprotec.2019.02.015
Dossett J (2014) ASM handbook volume 4D - heat treating of irons and steels. ASM International. https://doi.org/10.31399/asm.hb.v04d.9781627081689
Plangger J, Schabhüttl P, Vuherer T, Enzinger N (2019) CMT additive manufacturing of a high strength steel alloy for application in crane construction. Metals 9(6):6. https://doi.org/10.3390/met9060650
Acknowledgements
The consortium would like to thank the Federal Ministry for “Climate Action, Environment, Energy, Mobility, Innovation and Technology” (BMK), the Ministry for “Digital and Economic Affairs” (BMDW), the Austrian Funding Agency (FFG), as well as the four Federal funding agencies Amt der Oberösterreichischen Landesregierung; Steirische Wirtschaftsförderungsgesellschaft m.b.H.; Amt der Niederösterreichischen Landesregierung; Wirtschaftsagentur Wien. Ein Fonds der Stadt Wien for funding project “We3D” in the framework of the 7th COMET call.
Funding
Open access funding provided by Graz University of Technology.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission IX—Behaviour of Metals Subjected to Welding
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Moschinger, M., Vauderwange, T. & Enzinger, N. Plasma wire arc additive manufacturing and its influence on high-carbon steel substrate properties. Weld World (2024). https://doi.org/10.1007/s40194-024-01717-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40194-024-01717-5