
Abstract
The effect of High-Frequency Mechanical Impact (HFMI) treatment on the fatigue resistance of structural steel S355 butt welds with macro geometric imperfections outside of the usual fatigue design limits was investigated. Thin-walled specimens (t = 8 mm) were manufactured with different degrees of angular and linear misalignment and fatigue tested in the as welded and HFMI treated condition. The fatigue test results show that HFMI treatment can compensate the fatigue strength-reducing effects of macro geometric imperfections (ΔσC,HFMI = 127 N/mm2, m = 5), but also that linear and angular misalignment does not reduce the fatigue strength of butt welds as severely as rules and guidelines suggest (ΔσC,AW = 107 N/mm2, m = 3). Underestimating the fatigue strength determined by testing by more than 40%, numerical analysis and strain gauge measurements show that the application of the effective notch stress approach and the structural hot-spot stress approach delivers conservative assessment results, which might not always be representative for the actual fatigue strength benefit that can be gained by HFMI treatment.
Similar content being viewed by others
1 Introduction
For cyclically loaded steel structures, design is often determined by the fatigue resistance of their weakest components. In particular, welding reduces the fatigue resistance of the welded base material considerably. The fatigue resistance of welded components depends on the kind of welded constructional detail present as well as on the quality of execution of the welds. The weld quality determines the degree of macro geometric and local imperfections, which in turn affect the level of local stresses at the weld and thereby influence the fatigue resistance of the welded component significantly [1]. Thus, fatigue design standards and guidelines impose high quality standards for welds subject to fatigue and offer various ways to account for geometric imperfections regarding the fatigue resistance of welded components. Generally, normative detail categories (Eurocode 3 [2]) and FAT classes (IIW [3]), both of which representing the characteristic reference value of fatigue resistance in terms of a stress range for an endurance of two million stress cycles (also referred to as “fatigue strength”), are referring to welds with a defined minimum quality of execution, in case of EN 1993-1-9 [2] quality level B acc. to ISO 5817 [4]. For some constructional details, fatigue design standards [2, 3] set even more stringent requirements than those imposed by standards that explicitly concern the execution of welds, such as EN 1090-2 [5] and ISO 5817 [4].
To improve the fatigue strength of welded components, different kinds of post weld treatment (PWT) methods can be applied, aiming either at an improvement of the local weld geometry or at a reduction of tensile residual stresses in and around the welds [6]. High-Frequency Metal Impact (HFMI) treatment is one of these PWT methods, improving the local weld geometry as well as inducing high compressive residual stresses [7]. As the effects of HFMI treatment are well studied for welded constructional details within fatigue design limitations regarding weld quality, different standards and guidelines cover the application and benefits of HFMI treatment for fatigue strength improvement, already [2, 8, 9]. However, the application of HFMI treatment on welded constructional details with geometric imperfections outside of usual fatigue design limits is not covered by these guidelines and only a limit amount of research is available in this regard. Available research on this topic is focused on high strength and ultra-high strength steels [10, 11] or on the local weld geometry only, such as weld toe angle and weld convexity [12]. Nevertheless, using HFMI treatment on constructional details with severe geometric imperfections might be particularly interesting, as this PWT method could present an alternative to common repair measures, such as removing the weld and re-welding the according component, especially for widely used mild steels such as S355 acc. to EN 10025-2 [13]. Therefore, experimental and numerical investigations were conducted regarding the effect of HFMI treatment on the fatigue resistance of EN 10025-2 S355 butt welds with linear and angular misalignment outside of fatigue design limitations acc. to ISO 5817 [4], EN 1090-2 [5], and EN 1993-1-9 [2], focusing on European steel construction standards.
2 Experimental methodology
2.1 Experimental design and materials
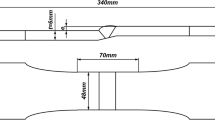
Butt joint fatigue test specimens with varying degrees of angular and linear misalignment (also referred to as axial misalignment acc. to [2]) were manufactured from plates of structural steel S355J2+N acc. to EN 10025-2 [13] (thickness t = 8 mm). Depending on the Execution Class EXC, ISO 1090-2 [5] specifies fatigue requirements that demand different levels of weld quality acc. to ISO 5817 [4]. Therefore, angular and linear misalignment of the specimens (global specimen geometry) was adjusted to match specimen series defined in conformity to quality levels according to ISO 5817 [4]; see Fig. 1.

Specimen series acc. to ISO 5817 quality levels (top left) and specimen geometry (top right and bottom)
Additional requirements for welds subject to fatigue are given in Annex C of ISO 5817 [4], implementing the applicable IIW FAT class into the quality level designation, e.g., C63 for FAT 63, which specifies stricter requirements for selected imperfections than the regular quality level C. However, the minimum weld quality to be implemented for the application of EN 1993-1-9 detail categories [2] is quality level B [4]. Thus, to investigate the effect of HFMI treatment on specimens with geometric imperfections outside usual fatigue design requirements, angular and linear misalignment was explicitly chosen to be worse than quality level B acc. to ISO 5817 [4]. A comprehensive overview of the limits of selected imperfections acc. to ISO 5817 [4] quality levels and acc. to EN 1993-1-9 [2] is given in Table 1 in relation to the specimen dimensions. The specimens of each series were manufactured tested in the as welded (AW) and HFMI treated state.
To verify the base metal properties, tensile tests acc. to ISO 6892-1 [14] were conducted at four base metal samples. Yield strength ReH was determined to be 440 N/mm2 (s = 5 N/mm2); tensile strength Rm was determined to be 545 N/mm2 (s = 2 N/mm2); see Fig. 2.

Base metal tensile test stress-strain curves
Also, arc/spark optical emission spectrometry (OES) was performed to analyze the chemical composition of the base metal. Results of the OES analysis and content limits according to EN 10025-2 [13] are shown in Table 2.
2.2 Specimen manufacturing and weld quality
Weld seam preparation was carried out as Y-groove acc. to ISO 9692-1 [15]. Leveling plates were used to adjust linear and angular misalignment of the base metal plates before and during welding. The plates were fixed to the welding table and leveling plates by clamps, so residual stresses were expected to arise from the external restriction of welding related distortion. Excess weld metal [4] (weld convexity acc. to [2]) and weld toe angle (local weld seam geometry) were not deliberately adjusted. The base metal plates were gas metal arc welded (GMAW) using a S5 SpeedPulse XT welding unit (Lorch Schweißtechnik GmbH). A welding tractor was used for guiding the welding torch and to ensure reproducible welding results, constant heat input, and constant quality of the individual welds. Welding parameters were kept constant for all specimen series. Welding parameters as well as welding consumables used are summarized in Table 3. After welding, the plates were sawn into individual specimens and tapered by CNC milling. No adjustment of misalignments was done after welding.
The tapered specimens were photographed and angular misalignment, linear misalignment, weld convexity, and weld toe angle were measured at each specimen photography individually; see Fig. 3. The scale of the photos was calibrated using the specimen width, which in turn was determined using a digital measuring stick. Measurement uncertainty for linear misalignment was determined to be ul = 0.05 mm; for angular misalignment, it was determined to be uα = 0.05°. Based on the measurements angular and linear misalignment, the specimens were grouped according to the specimen series outlined in Fig. 1. Half of the specimens of each specimen series were selected to be post weld treated.

Specimen documentation. a Measurement of specimen and weld seam geometry. b HFMI treated specimen (top view). c Butt weld specimen with rounded specimen edges. d Tapering of the specimens
For HFMI treatment, a Weld Line 10-05 (PITEC Deutschland GmbH) and a HFM 21R1-S (HiFIT Vertriebs GmbH) HFMI tool were used. Post weld treatment was done acc. to IIW guidelines [8] by the manufacturers of the two different HMFI tools, each of the manufacturers treating half of the specimens of each series. The specimens were HFMI treated individually. For all specimens, sharp edges occurring from cutting or the individual HMFI treatment were removed by manually breaking them with a file to avoid base metal failure during fatigue testing. HFMI parameters are summarized in Table 4.
The values of the imperfections documented for the individual specimens of each series are shown in Fig. 3. A clear distinction of the series by angular and linear misalignment was possible, while the series cannot clearly be grouped by the degree of weld convexity or weld toe angle of the specimens. Regarding the weld toe angle, only about one-third of the specimens match quality level B90 acc. to ISO 5817 (see Fig. 4). Detailed measurements of the specimen geometry are given in the Online Resource for this publication.

Degree of the individual imperfections documented for the different specimen series in correlation to quality levels acc. to ISO 5817 [4] and in relation to the specimen dimensions (t = 8 mm; b = 8.8 mm)
2.3 Fatigue testing
Fatigue tests were performed under axial loading and according to ISO/TR 14345 [18]. A Power Swing 100 kN (SincoTec Test Systems GmbH) resonance testing machine was used for testing. The testing frequency was f = 60 Hz. Runouts were defined for 5 × 106 cycles. A homogenous distribution of specimen failures over the target live range of 5 × 104 < N < 5 × 106 cycles was aimed for. A complete crack of the specimens or a visually detectable crack close to being a complete crack was defined as failure criteria. As proposed in ISO/TR 14345 [18], specimens were loaded by constant amplitude loading with a stress ratio of R = 0.5 to reproduce the effect of very high tensile residual stresses present in real welded structures in the small-scale specimens. The limit to the maximum stress applied was the base material yield strength determined via the tensile tests, which led to a maximum stress range of Δσmax = 218 N/mm2 (σmax = 436 N/mm2). To minimize bending stresses from straightening of the specimens due to clamping, steel plates compensating angular and linear misalignment of the specimens were attached between the grip section of the specimens and the testing machine clamps; see Fig. 5. As suggested in [19], a largely undistorted determination of the effects of misalignments was ensured this way and the effect of secondary bending as described in [18] could be determined without a substantial amount of additional static stresses from clamping. Statistical evaluation of the fatigue test results was carried out according to the background document to EN 1993-1-9 [20]. Runouts as well as specimens with cracks in the base metal area were excluded from statistical evaluation.

Clamping of a series 4 specimen (left) and general geometry of steel plates used for compensation of misalignment during clamping (right)
The dimensions of the steel plates used for compensation of misalignment during clamping for the different groups of specimens are summarized in Table 5.
2.4 Numerical and analytical investigations
Finite element analysis
Fatigue strength values were also determined by the effective notch stress (ENS) and structural hot-spot stress (SHSS) approach using finite element analysis (FEA) via Ansys Mechanical 2023R1 (Ansys, Inc.). To determine the local stress distribution at each specimen, a parametric, two-dimensional model was constructed and geometrically adjusted according to the individual specimen measurements (plane stress/plain strain element type PLANE183). As geometric input parameters, linear and angular misalignment, weld width and convexity (top and bottom), and all four weld toe transition angles were defined. Input values were taken from the measurements of the specimens in the as welded state. The weld toe transition was rounded with a radius of 1 mm [2, 3, 21]. As suggested in [8], the same approach was chosen for the HFMI treated specimens. Meshing was performed in accordance with Eurocode [2] and IIW guidelines [3, 21] and verified by mesh refinement analysis. Compared to the experimental fatigue tests, the remaining misalignment between the specimens and the plates used for misalignment compensation during clamping was neglected in the model and the simulation. Here, the left side was clamped rigidly and straight. The right side was clamped rigidly with the given angular misalignment and loaded linearly with 1 N/mm2 assuming linear-elastic material behavior (fixed ends acc. to [18]; elastic modulus E = 210 MPa, Poisson’s ratio ν = 0.3). Model, mesh, and stress distribution of specimen 13-AW of series 4 are shown exemplarily in Fig. 6.

Numerical analysis shell model and principal stress distribution for specimen 13-AW of series 4
ENS approach
The maximum principal stress determined at the rounded weld toe was divided by 1 N/mm2 to obtain the corresponding stress concentration factor (SCF) or notch factor Kw [21]. Referring to [10, 11], to investigate a possible non-linear correlation between load and stress concentration due to the misalignment of the specimens, SCF values were also determined with an increased nominal load of 1000 N/mm2 for the different specimen groups. Generally, effective notch stresses were determined acc. to EN 1993-1-9 [2], so only the extent of misalignment exceeding the more onerous of the tolerances indicated in the EN 1993-1-9 [2] detail category tables and EN 1090-2 [5] or ISO 5817 [4], respectively, was considered (see Table 1). Therefore, linear misalignment was reduced by 0.4 mm and angular misalignment by 1° for all specimens for SCF calculation.
To statistically evaluate the numerical analysis results and to determine the characteristic fatigue strength for effective notch stresses ΔσENS,C, effective notch stress S-N diagrams were derived from the experimental test results by multiplying the individual nominal stress ranges of the test specimens with the SCF values determined for each specimen. Also, a sensitivity analysis was conducted to determine the influence of the individual imperfections on the numerically determined fatigue strength in relation to the specimen geometry. This was done by varying the extent of individual imperfections stepwise up to the experimental setup limits and by keeping the rest of the imperfection parameters at quality level B90 [4] limits for effective notch stress calculation. For the sensitivity analysis, effective notch stresses were determined using the actual values of imperfections without exclusion of tolerances as indicated in EN 1090-2 [5], ISO 5817 [4], or in the EN 1993-1-9 [2] detail category tables.
SHSS approach
The structural hot-spot stress approach was primarily used to validate the numerically obtained results by comparing them with values determined based on strain gauge measurements (see Section 2.5). To numerically evaluate the hot-spot stress range at the weld toe, stress ranges Δσ0.4t and Δσ1.0t, located a distance of 0.4 t and 1.0 t relative to the weld toe, were extracted from the finite element analyses corresponding to three specimens that were equipped with strain gauges before fatigue testing (Section 2.5). The structural hot-spot stress range Δσhs was extrapolated linearly from Δσ0.4t and Δσ1.0t acc. to IIW recommendations [22]; see Eq. (1):
The stress concentration factor KS was then determined using modified nominal stress range Δσnom [22]; see Eq. (2):
As angular and linear misalignment was taken into account in the finite element model, stress magnification factor km accounting for misalignments was not considered [22]. Thus, Δσnom can be considered equal to nominal stress range Δσ. Finally, the characteristic fatigue strength ΔσC was derived from the structural hot-spot S-N curve as proposed in the IIW guideline [22]; see Eq. (3). The reference S-N curve for as-welded butt welds is FAT 100 [22]. For HFMI treated post-treated details, IIW recommendations only cover load carrying fillet welds (FAT 160 for steel with a yield strength fy of 355 N/mm2 ≤ fy ≤ 550 N/mm2) and non-load carrying fillet welds (FAT 180 for 355 N/mm2 ≤ fy ≤ 550 N/mm2) [8]. Corresponding to the use of FAT 100 for butt joints and non-load carrying fillet welds in the as welded condition [22], FAT 180 was chosen for the calculation of HFMI treated butt welds as well. However, as the fatigue tests were performed with a stress ratio of R = 0.5, the reference FAT classes were reduced acc. to IIW guidelines by 3 FAT classes, resulting in FAT 71 for the as welded specimen [22] and FAT 125 for the HFMI treated specimens [8]. As an additional bonus, the stress concentration factor KS was reduced by 5%, as all misalignments were considered in the geometric model. Otherwise, misalignment effects would have been considered twice, as the reference FAT class covers misalignment effects of up to 5% already [22]:
Analytical nominal stress approach
For comparison of characteristic fatigue strength values determined by different approaches, ΔσC was also determined analytically acc. to IIW recommendations [2]. To do so, the allowable stress range for butt welds was divided by the effective stress magnification factor km,eff; see Eq. (4):
Effective stress magnification factor km,eff was determined by division of the calculated stress magnification factor by the stress magnification factor already covered in the FAT class (km,eff = 1.15 for FAT90) [2]. As the specimens contained both linear (axial) and angular misalignment, the calculated stress magnification factor was obtained acc. to Eq. (5) [2]:
For calculation of km,axial acc. to [2], clamping lengths l1 and l2 were assumed to be 100 mm, the same as in the actual fatigue tests and FE model. As the clamping does not allow any rotation, λ was defined to be 6.75 in accordance with [11]. The individual sample geometries measured were used for axial misalignment e and sheet thickness t. For calculation of km,angular acc. to [2], Young’s modulus E was assumed with 210,000 N/mm2, offset y was determined from the angular misalignment α measured at the corresponding samples and clamping lengths l1 and l2, and as maximum stress applied the nominal material yield strength fy = 355 N/mm2 was used.
2.5 Strain gauge measurements
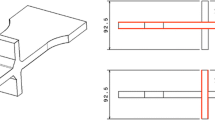
To validate the numerical calculations, structural hot-spot stress ranges [22] were determined experimentally at three randomly selected specimens (as welded and HFMI treated). To experimentally determine the structural hot-spot stress range at the weld toe, the specimens were fitted with the strain gauges (Type K-CLY-0006-1-120-3-030, Hottinger Brüel & Kjaer GmbH) at a distance of 0.4 t and 1.0 t relative to the weld acc. to IIW guidelines (type “a” hot-spot) [22]; see Fig. 7.

Strain gauge positioning (sample 3 of series 2 AW). a Schematic drawing, side view. b Top view. c Bottom view
Corresponding to the numerical analysis, the structural hot-spot stress range Δσhs was obtained by linear extrapolation of Δσ0.4t and Δσ1.0t acc. to Eq. (1). The stress concentration factor KS was determined acc. to Eq. (2). Finally, the characteristic fatigue strength ∆σc was calculated acc. to Eq. (3) under the same considerations as assumed for numerical fatigue strength determination (reference FAT class 180; fatigue class reduction due to stress ratio; reduction of KS by 5% due to use of specimens with severe misalignment) [22].
3 Results and discussion
3.1 Fatigue test results—nominal stress approach
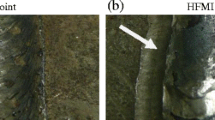
The typical fracture surface of one of the fatigue test specimens is shown in Fig. 8a. Fatigue fracture zone and fast fracture zone can be distinguished clearly. Due to continuous testing at constant load levels, progression marks (beach marks) did not occur. As stated above, only specimens with fatigue cracks initiating at the weld toe were considered for statistical evaluation. Although all edges of the specimens were ground, crack initiation was located at the specimen edge with some of the tested specimens; see Fig. 8b. As test results with fractures initiating from the specimen edge can be considered to be more conservative than those with cracks initiating away from the edge, those were included in the statistical evaluation of the test series.

Fractured specimens of series 3 (AW) after fatigue testing; a fracture surface of a completely fractured specimen; arrows indicating the direction of fatigue crack propagation; b fatigue crack which initiated from the edge of a specimen
The fatigue test results and their statistical evaluation based on nominal stresses and a fixed slope according to [20] are shown in Fig. 9. Due to setting the upper limit of the stress range according to the base material yield strength and the high stress ratio of R = 0.5, which in combination reduced the maximum applicable stress range to 218 N/mm2, only few specimen failures could be generated below a couple hundred thousand load cycles. The therefore narrow range of load cycles till failure available for statistical evaluation, combined with a low amount of evaluable specimen failures in some of the test series, led to a high vertical scatter TS acc. to [23], which caused a conservative determination of the characteristic value of fatigue resistance and made statistical evaluation with variable slope not appropriate for some of the series. Thus, the test results of series 1, 2, and 3 (AW) were evaluated collectively, as they are in a comparable range. Collective statistical evaluation of series 1, 2, and 3 (AW) led to a characteristic value of fatigue resistance (fatigue strength) of ΔσC = 107 N/mm2 with a fixed slope of m = 3. The high degree of both types of misalignment (angular and linear) in series 4 led to a distinct decrease in fatigue strength (ΔσC = 86 N/mm2; m = 3) compared to the collectively evaluated series. For the HFMI treated specimens, an improvement in fatigue strength could be determined for both specimen groups (18% for series 1, 2, and 3 with ΔσC = 127 N/mm2 at m = 5; 13% for series 4 with ΔσC = 97 N/mm2 at m = 5). Despite the high level of imperfections, almost all test series and evaluation groups show a fatigue strength higher than the normative reference value applicable for corresponding constructional details within fatigue design limits (Detail Category 100 acc. to [2]).

S-N diagrams for the as welded and HFMI treated specimens; statistical evaluation acc. to Eurocode 3 [20] by nominal stress method assuming fixed slope
The complete statistical analysis of the individual and the grouped specimen series is summarized in Table 6. Statistical analysis with fixed slope led to a less conservative characteristic value of fatigue strength ΔσC compared to statistical evaluation with variable slope for almost all specimen series and evaluation groups. The improvement in fatigue strength varies between 9 and 35%, depending on series and evaluation method. A complete summary of the fatigue test results is given in the Online Resource for this publication.
3.2 Numerical analysis—effective notch stress approach
The fatigue test results and their statistical evaluation based on effective notch stresses and a fixed slope according to [2, 20] are shown in Fig. 10. As the individual specimen geometry is already considered in the stress concentration factor applied, all test series were evaluated collectively. Collective statistical evaluation of the as welded series led to a characteristic value of fatigue resistance of ΔσENS,C = 261 N/mm2 with a fixed slope of m = 3, which is considerably higher than the reference value of 225 N/mm2, which can be applied independently of the stress ratio for welded constructional details acc. to Eurocode 3 [2]. IIW guidelines suggest a reduction of the reference FAT class depending on stress ratio, which is a more conservative approach and would lead to a reduction of FAT 225 by three FAT class down to FAT 160 [3]. According to Eurocode 3 [2], the influence of stress ratio only exists for non-welded constructional details and for welded details with thermal stress relies or PWT, such as HFMI treatment [2]. However, Eurocode 3 [2] does not cover how to apply the effective notch stress method for HFMI treated welds. Thus, for evaluation of the HFMI treated specimens, a fixed slope of m = 5 and an improved master S-N curve for FAT 320 were applied acc. to IIW guidelines [8]. As specified for the nominal stress method acc. to the IIW guideline, the stress ratio influence was considered by reducing FAT 320 by three FAT classes, resulting in FAT 225 for the HFMI treated specimens, as well [8]. This way, no benefit could be gained from HFMI treatment in terms of ENS fatigue assessment compared to the Eurocode approach used for constructional details in the as welded condition. However, collective statistical evaluation of the HFMI treated specimens led to a fatigue strength of ΔσENS,C,HFMI 313 N/mm2, which is clearly above the adjusted IIW HFMI master S-N curve of FAT 225. The SCF values calculated acc. to EN 1993-1-9 [2] for the individual specimens are given in the Online Resource for this publication.

Effective notch stress S-N diagrams for the as welded and HFMI treated specimens
Furthermore, the deviation of the SCF values determined with a nominal load of 1000 N/mm2 compared to the SCF values determined with a nominal load of 1 N/mm2 was less than 1% in all cases, so the correlation between load and stress concentration can be assumed linear. The results of the sensitivity analysis are shown in Fig. 11. A steady decline in fatigue strength can be seen for linear and angular misalignment. FAT 90 could not be numerically determined for an angular misalignment of 1° nor could it for a linear misalignment of 1 mm (quality level B/B90 limits). However, FAT63 is met for 2° of angular misalignment and for a linear misalignment of 1.2 mm as well (quality level C63 limit for the individual misalignment values only). With numerically determined characteristic fatigue strength values above 70 N/mm2 for all variations examined, the variation of local weld geometry parameters impacted the determined fatigue strength less strongly. An increase of excess weld metal reduced the initial fatigue strength but seemed to have a limit in fatigue strength reduction of slightly less than one fatigue class for the specimen geometry given. For the weld toe transition, a decrease of the weld toe angle below 135° barely led to a fatigue strength reduction, while an increase in weld toe angle above 150° led to a distinct fatigue strength improvement. For SCF calculation, the actual quality level limits were used for modeling. Misalignments already covered in the FAT 225 master curve for effective notch stresses were considered for calculation of ΔσC by increasing the numerically determined characteristic fatigue strength values by 5% [3]. Generally, at quality level B/B90 [4] limits detail category 80 or FAT 80, respectively, could be roughly confirmed by the numerical analysis. SCF values determined for the individual data points are given in the Online Resource for this publication.

Sensitivity analysis regarding the influence of individual misalignment parameters on the characteristic value of fatigue resistance for effective notch stresses, keeping all other parameters at the limits of quality level B/B90 acc. to ISO 5817 in relation to the specimen dimensions
3.3 Comparison of mechanical stress concepts and validation of numerical analysis
Table 7 shows the characteristic fatigue strength values determined based on experimental testing as well as on analytical and numerical approaches using different mechanical stress concepts. Consistent with a conservative assessment approach, the fatigue strength values determined by SHSS and ENS approaches are distinctly lower than the experimentally determined fatigue strength values. However, the analytically determined nominal stress fatigue strength values deviate from the numerically determined fatigue strength values by about 10% (IIW approach). With a deviation of less than 5%, the fatigue strength values determined numerically by ENS and SHSS approaches are approximately equivalent. Also, the experimentally determined SHSS fatigue strength values diverge from the numerically determined SHSS fatigue strength values by no more than 15%.
3.4 Discussion
The high fatigue strength exhibited by the specimens despite severe misalignments is in line with test results in similar investigations [10, 11]. The comparatively high scatter in the fatigue test results might be explained by the large degree and scatter of misalignments and the high variance in local weld toe geometry. Furthermore, the leveling plates used for clamping do not fit each specimen perfectly, but are a general fit for each specimen group, so bending stresses from clamping/straightening of the specimens might have increased the scatter as well. Still, the fatigue test results are better than expected. Also, butt welds are generally considered to be mild notches, exhibiting high fatigue strengths and shallow S-N curves, especially with thin plates [24, 25]. Furthermore, according to IIW guidelines, a benign plate thickness effect might be applied for specimens with a thickness below the reference thickness of tref = 25 mm (see Eq. (6)), with teff being the actual specimen thickness and n being a thickness correction exponent depending on joint category (n = 0.2 for transverse butt welds [3]).
Considering a benign plate thickness correction factor, the nominal stress Detail Category (Eurocode) or fatigue class FAT (IIW) might be lifted by a factor of f(t) = 1.256. This results in FAT 100 for the as welded butt joints, assuming Detail Category 80 for regular transversally loaded butt joints welded from both sides acc. to EN 1993-1-9 [2] or FAT 80 acc. to IIW guidelines [3], respectively. This way, the fatigue strength of series 4 (AW) would be below the adjusted normative reference value. However, the fatigue strength of series 1, 2, and 3 in the as welded condition would still be above expectations, even considering a benign thickness correction factor; see Fig. 9. The fatigue strength proposed by ISO 5817 [4] in relation to quality levels of imperfections is exceeded by far for all of the AW series. As welded specimens of series 3 would be in Detail Category 63, which corresponds so FAT 78 considering a benign thickness effect. Specimens of all other series could not even be considered for cyclic loading acc. to EN 1090-2 [5], as they are worse than quality level C/C63 in at least one aspect. EN 1090-2 [5] requires Execution Class 2 (EXC2) for welds subject to fatigue design acc. to EN 1993-1-9 [2]. EXC2 requires at least ISO 5817 quality level C [4, 5].
Taking into account the high fatigue strength of the as welded specimens, the margin for fatigue improvement by HFMI treatment was expected to be comparatively low. Furthermore, the threshold for a beneficial effect of HFMI-treatment for transverse butt welds depends on the HFMI Detail Category ΔσC,HFMI acc. to EN 1993-1-9 [2]. For lower HMFI Detail Categories, the minimum number of cycles Nmin,HFMI for HFMI treatment to be beneficial is higher than for nominally higher Detail Categories. For ΔσC,HFMI = 100 N/mm2, this threshold value is 907,200 cycles [2]. However, HFMI treatment of the specimens with severe imperfections led to a fatigue improvement similar to what could be expected for specimens with imperfections within fatigue design limits. Acc. to Eurocode 3, for HFMI treated transverse butt welds subjected to loads with a stress ratio of R = 0.5 (S355 ≤ S < S650), Detail Category 100 can be assumed [2], which is one Detail Category above the regular Detail Category 90, which is assumed for as welded transverse butt joints to be used for HFMI treatment acc. to Eurocode 3 [2]. Regarding the IIW guidelines, for steel with a yield strength fy of 355 N/mm2 ≤ fy ≤ 550 N/mm2, a fatigue improvement of 5 FAT classes can be assumed [8]. In case of 0.4 ≤ R ≤ 0.52, the fatigue improvement must be reduced by at least three FAT classes [8], resulting in a remaining improvement of two FAT classes or FAT 100, respectively, the same as allowed acc. to EN 1993-1-9 [2]. Depending on test series and evaluation method (fixed slope or variable slope), the relative fatigue improvement determined by testing varied between one to two Detail Categories, with the difference between two Detail Categories being about 12.5%. Considering a benign thickness correction factor acc. to IIW guidelines as described above, FAT 125 could be expected for HFMI treated specimens within fatigue design limits and with a wall thickness of 8 mm. As with the AW series, the collectively evaluated fatigue strength of the HFMI treated specimens of series 1, 2, and 3 would therefore still be above expectations (ΔσC = 127 N/mm2), and only the fatigue strength of HFMI treated series 4 specimens would fall below the adjusted normative reference value (ΔσC = 97 N/mm2).
Regarding the test setup it shall be noted that local plastic deformation cannot be excluded during testing of specimens with pronounced angular and linear misalignment. However, the effect of this kind of local plastic deformation on the fatigue test results might be neglected, as the same kind of deformation would be present at real structural details with comparable degrees of misalignment, too, making the test results representative for this kind of application. Furthermore, local plastic deformation under load would also be expected in specimens with less pronounced misalignments, even if to a lesser extent. To generate fractures at the lower end of the high cycle fatigue range, testing at lower stress ratios (e.g., R = 0.1) could be considered for supplementary fatigue tests. Besides, setting a fixed limit for angular misalignment in terms of its effect on fatigue strength, as proposed in ISO 5817 Annex C [4], seems debatable for welded structures of varying dimensions, since the magnitude of local stresses under load and the corresponding reduction in fatigue strength from misalignment depend strongly on the length of the welded members.
Evaluation of the as welded fatigue test results by individual numerical analysis of the specimens using the effective notch stress method shows that the fatigue strength determined by testing is higher than numerical analysis only would suggest; see Fig. 10. In terms of numerical fatigue assessment by ENS, no benefit could be gained from HFMI treatment acc. to IIW guidelines [8] compared to the Eurocode approach for as welded constructional details [2]. The different ways to deal with the influence of stress ratio on fatigue strength make a considerable difference in the fatigue strength determined by the two approaches for the as welded specimens. The less conservative Eurocode approach of not considering a stress ratio influence for fatigue strength determination of specimens in the as welded condition was validated by the fatigue test results [2]. However, comparing the experimentally determined fatigue strength values against IIW reference values only, the assessment of HFMI treated butt welds (ΔσENS,C,HFMI = 313 N/mm2; + 39% compared to FAT 225) is slightly less conservative than the assessment of butt welds in the as welded condition (ΔσENS,C,AW = 261 N/mm2; + 63% compared to FAT 160). Also, it appears that the notch factors determined for specimens with a high degree of linear misalignment and only minor angular misalignment lead to lower notch stresses compared specimens witch a high degree of angular misalignment, which implies that angular misalignment is of greater impact than linear misalignment regarding notch factor magnitude and fatigue strength reduction for this specific specimen geometry and testing setup. This was confirmed by the sensitivity analysis, which also revealed that the local weld geometry is of lesser impact than the global specimen characteristics regarding fatigue strength. The use of a thickness correction factor is not required for fatigue assessment by effective notch stresses, as it is a highly local method [3].
Overall, the analytically and numerically determined fatigue strength values obtained for the individual specimen geometries are in good agreement with each other. A slight deviation of the analytically determined fatigue strength to the fatigue strength determined by local approaches (SHSS and ENS) was to be expected and found to be reasonably low. The divergence of the experimentally determined SHSS fatigue strength to the numerically determined SHSS fatigue strength can be deemed acceptable. Therefore, the numerical investigations are assumed to be validated by the strain gauge measurements. The severe underestimation of fatigue strength determined analytically, numerically, or based on strain gauge measurements compared to fatigue strength values determined by statistical evaluation of actual fatigue tests is highlighted by the comparison of the fatigue strength values obtained according to the different approaches. Overall, the experimentally determined fatigue strength was underestimated by about 42 to 62%, depending on the approach used and the condition of the specimen (AW or HFMI treated). This shows that fatigue testing can still provide substantial benefits for fatigue assessment of welded components, especially when PWT methods such as HFMI treatment are applied.
4 Summary and conclusions
The influence of angular and linear misalignment on the fatigue strength of transversally loaded butt welds (t = 8 mm) was examined at S355 [13] butt joint specimens, which were purposely manufactured with different degrees of linear and angular misalignment outside the limits of quality level B acc. to ISO 5817 [4]. Also, the effect of HFMI post weld treatment on the fatigue strength of such welded constructional details was investigated. The results suggest that subsequent HFMI treatment can compensate for the reduction in fatigue strength due to macrogeometric imperfections (angular and linear misalignment) from fabrication The following conclusions were drawn from statistical evaluation of the fatigue test results analyzed by nominal stress and effective notch stress method:
-
a)
Thin-walled transversally loaded butt joints show a high level of fatigue strength despite a high degree of angular and/or linear misalignment (ΔσC,AW = 107 N/mm2, m = 3); the applicability of a benign thickness correction factor according to IIW guidelines [3] is supported by the fatigue tests conducted.
-
b)
In the as welded condition, the negative influence of linear and angular misalignment on the fatigue strength of transversally loaded butt welds is far less pronounced than quality levels acc. to ISO 5817 Annex C [4] and the limits of imperfections acc. to Eurocode 3 [2] would suggest, indicating a very conservative design of this constructional detail according to regulations.
-
c)
The relative fatigue strength improvement by HFMI treatment for transversally loaded butt weld specimens with misalignments worse than quality level B [4] is comparable to the relative fatigue strength improvement to be considered acc. to Eurocode 3 [2] and IIW guidelines [8] for HFMI treated transversally loaded butt welds with imperfections of quality level B [4] (ΔσC,HFMI = 127 N/mm2, m = 5; nominal stress approach).
-
d)
For transversally loaded butt weld specimens with misalignments within quality level C63 [4], HFMI treatment can raise the fatigue strength at least to the normative reference value of according welded constructional details without significant imperfections (Detail Category 80 [2]), even taking into account a benign plate thickness correction factor acc. to IIW guidelines [3] (Detail Category 100; nominal stress approach).
-
e)
For transversally loaded butt weld specimens with misalignments within quality level C63 [4], HFMI treatment might even raise the fatigue strength to the nominal normative reference value of HFMI treated transversally loaded butt welds without significant imperfections (Detail Category 100 [2]), even taking into account a benign plate thickness correction factor acc. to IIW guidelines [3] (Detail Category 125; nominal stress approach).
-
f)
Evaluating the fatigue strength of transversally loaded butt welds in the as welded condition by effective notch stress method leads to conservative results and can be applied to specimens with misalignments outside usual fatigue design limits for imperfections. Consideration of an influence of stress ratio on fatigue strength makes the assessment of welded constructional details in the as welded condition via IIW guidelines [3] even more conservative compared to the Eurocode [2] approach, which denies an influence of stress ratio on fatigue strength for as welded constructional details.
-
g)
For HFMI treated welds, the effective notch stress approach acc. to IIW guidelines [3, 8] can be safely used for the fatigue assessment of transversally loaded butt welds with misalignments outside usual fatigue design limits for imperfections, but might lead to a severe underestimation of the fatigue strength of corresponding welds compared to the assessment of transversally loaded butt welds in the as welded condition.
-
h)
Compliance with fixed limit values for angular misalignment acc. to ISO 5817 [4] Annex C may not guarantee achieving normative fatigue strength values for transversally loaded butt joints, as local stresses and the corresponding reduction in fatigue strength from misalignment depend strongly on the length of the welded members under load.
Data availability
Supplementary information to this publication can be found in an openly shared data repository (Open Science Framework: https://doi.org/10.17605/OSF.IO/WD9ZX). This Online Resource contains the documentation of the specimen geometry, the fatigue test results, and SCF values for every specimen as well as the database for the sensitivity analysis conducted in this study.
References
Jonsson B, Dobmann G, Hobbacher AF, Kassner M, Marquis G (2016) IIW guidelines on weld quality in relationship to fatigue strength. Springer International Publishing, Cham, Switzerland. https://doi.org/10.1007/978-3-319-19198-0
prEN 1993-1-9:2023-03 (2023) Eurocode 3: design of steel structures—part 1–9: Fatigue. DIN Deutsches Institut für Normung, Berlin, Germany. https://doi.org/10.31030/3412135
Hobbacher AF (2016) Recommendations for fatigue design of welded joints and components—IIW document IIW-2259-15. Springer International Publishing, Cham, Switzerland. https://doi.org/10.1007/978-3-319-23757-2
DIN EN ISO 5817:2014-06 (2014) Welding—fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded)—quality levels for imperfections. DIN Deutsches Institut für Normung, Berlin, Germany. https://doi.org/10.31030/2060318
DIN EN 1090-2:2018-09 (2018) Execution of steel structures and aluminium structures—part 2: technical requirements for steel structures. DIN Deutsches Institut für Normung, Berlin, Germany. https://doi.org/10.31030/2758614
Haagensen PJ, Maddox SJ (2013) IIW recommendations on methods for improving the fatigue strength of welded joints. Woodhead Publishing, Sawston, Cambridge, United Kingdom
Khurshid M, Barsoum Z, Marquis G (2014) Behavior of compressive residual stresses in high strength steel welds induced by high frequency mechanical impact treatment. J Press Vessel Technol Trans ASME 136:1–8. https://doi.org/10.1115/1.4026651
Marquis G, Barsoum Z (2016) IIW Recommendations for the HFMI treatment for improving the fatigue strength of welded joints. Springer Singapore, Singapore. https://doi.org/10.1007/978-981-10-2504-4
DASt-Richtlinie 026 (2019) Ermüdungsbemessung bei Anwendung höherfrequenter Hämmerverfahren. Deutscher Ausschuss für Stahlbau DASt, Berlin, Germany. https://doi.org/10.1002/9783433610503.ch7 (in German)
Ottersböck MJ, Leitner M, Stoschka M (2018) Impact of angular distortion on the fatigue performance of high-strength steel T-joints in as-welded and high frequency mechanical impact-treated condition. Metals 8(5):302. https://doi.org/10.3390/met8050302
Ottersböck MJ, Leitner M, Stoschka M, Maurer W (2019) Analysis of fatigue notch effect due to axial misalignment for ultra high-strength steel butt joints. Weld World 63:851–865. https://doi.org/10.1007/s40194-019-00713-4
Aldén R, Barsoum Z, Vouristo T, Al-Emrani M (2020) Robustness of the HFMI techniques and the effect of weld quality on the fatigue life improvement of welded joints. Weld World 64:1947–1956. https://doi.org/10.1007/s40194-020-00974-4
DIN EN 10025-2:2019-10 (2019) Hot rolled products of structural steels—part 2: technical delivery conditions for non-alloy structural steels. DIN Deutsches Institut für Normung, Berlin, Germany. https://doi.org/10.31030/3035421
DIN EN ISO 6892-1:2020-06 (2020) Metallic materials—tensile testing—part 1: method of test at room temperature. DIN Deutsches Institut für Normung, Berlin, Germany. https://doi.org/10.31030/3132591
DIN EN ISO 9692-1:2013-12 (2013) Welding and allied processes—types of joint preparation—part 1: manual metal-arc welding, gas-shielded metal-arc welding, gas welding, TIG welding and beam welding of steels. DIN Deutsches Institut für Normung, Berlin, Germany. https://doi.org/10.31030/2067108
DIN EN ISO 17632-1:2016-05 (2016) Welding consumables—tubular cored electrodes for gas shielded and non-gas shielded metal arc welding of non-alloy and fine grain steels—classification. DIN Deutsches Institut für Normung, Berlin, Germany. https://doi.org/10.31030/2407426
DIN EN ISO 14175-1:2008-06 (2008) Welding consumables—gases and gas mixtures for fusion welding and allied processes. DIN Deutsches Institut für Normung, Berlin, Germany. https://doi.org/10.31030/1401612
ISO/TR 14345:2012-06 (2012) Fatigue—fatigue testing of welded components—guidance. International Organization for Standardization, Vernier, Switzerland
DVS 2403:2020-10 (2020) Empfehlungen für die Durchführung, Auswertung und Dokumentation von Schwingfestigkeitsversuchen an Schweißverbindungen metallischer Werkstoffe. DVS Media, Düsseldorf, Germany (in German)
ECCS Technical Committee 6 (2018) Background information on fatigue design rules—statistical evaluation, 2nd edn. European Convention for Constructional Steelwork, Brussels, Belgium
Fricke W (2012) IIW recommendations for the fatigue assessment of welded structures by notch stress analysis: IIW-2006-09. Woodhead Publishing, Sawston, Cambridge, United Kingdom
Niemi E, Fricke W, Maddox SJ (2018) Structural hot-spot stress approach to fatigue analysis of welded components—designer’s guide, 2nd edn. Springer Singapore, Singapore. https://doi.org/10.1007/978-981-10-5568-3
Haibach E (2006) Betriebsfestigkeit. Springer, Berlin, Germany. https://doi.org/10.1007/3-540-29364-7 (in German)
Leitner M, Stoschka M, Eichsleder W (2014) Fatigue enhancement of thin-walled, high-strength steel joints by high-frequency mechanical impact treatment. Weld World 58:29–39. https://doi.org/10.1007/s40194-013-0097-4
Pedersen MM (2019) Thickness effect in fatigue of welded butt joints: a review of experimental works. Int J Steel Struct 19(6):1930–1938. https://doi.org/10.1007/s13296-019-00254-y
Acknowledgements
The project is carried out at KIT Karlsruhe, University of Stuttgart and Fraunhofer IGP, Rostock.
Funding
Open Access funding enabled and organized by Projekt DEAL. The investigations are part of the publicly funded research project IGF 21410 BG/FOSTA-P-1505 “Bonus Fatigue.” The research project IGF 21410 BG/FOSTA-P-1505 “Bonus Fatigue” from the Research Association for Steel Application (FOSTA), Düsseldorf, is supported by the Federal Ministry of Economic Affairs and Climate Action of the German Federation of Industrial Research Associations (AiF) as part of the program for promoting industrial cooperative research (IGF) on the basis of a decision by the German Bundestag.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Andreas Gericke and Knuth-Michael Henkel conceived the original idea. Specimen manufacturing was supervised by Benjamin Ripsch. The parametric model of the specimens was designed by Göran Gabriel. Fatigue tests were supervised and statistically evaluated by Benjamin Ripsch. Strain gauge measurements and finite element analysis were performed and evaluated by Göran Gabriel. The first draft of the manuscript was written by Benjamin Ripsch and Göran Gabriel. All authors commented on previous versions of the manuscript. Andreas Gericke and Knuth-Michael Henkel supervised the project and acquired funding. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission XIII Fatigue of Welded Components and Structures
Supplementary information
ESM 1
(XLSX 81 kb)
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Ripsch, B., Gabriel, G., Gericke, A. et al. Investigations on the influence of angular and linear misalignment on the fatigue strength of HFMI-treated structural steel butt joints. Weld World (2024). https://doi.org/10.1007/s40194-024-01728-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40194-024-01728-2