
Abstract
The local yielding behavior in base metal, heat-affected zone, fusion boundary region, and weld metal of low-alloy steel/Alloy 625 filler metal welds was quantified using digital image correlation instrumented cross-weld tensile test. The tested welds exhibited undermatching, matching, or overmatching weld metal yield strength with significant gradients in the local yielding behavior. An undermatching weld yielded at 69 MPa below the base metal yield stress, accumulating to 0.72% total strain. The base metal in an overmatching weld had 110 MPa lower yield strength than the weld metal. The strong strain hardening response in the Alloy 625 weld metal, within the uniform elongation range, and its constraining effect on the fusion boundary region and heat affected zone, led to extensive strain accumulation, necking, and final failure in the base metal of all tested welds. The yielding behavior of the tested welds was compared to stress-based criteria, utilizing minimum specified and as-delivered yield and ultimate tensile strength, and to strain-based criteria. The capability of digital image correlation instrumented cross-weld tensile testing to quantify local yielding and strain accumulation demonstrates potential application in proving conformity to stress-based and strain-based design criteria of dissimilar and matching filler metal welds.
Similar content being viewed by others

1 Introduction
Cross-weld tensile testing (CWTT) is a common destructive test to determine ultimate weld tensile strength (UTS) and elongation at failure [1,2,3,4,5,6,7,8]. However, this test is severely limited in properties determination due to the heterogeneous property distribution in welded joints, which leads to non-uniform tensile response across the joint gauge length. For example, yield strength (YS) is not normally determined during CWTT due to the expected gradient in mechanical properties across the joint [1,2,3]. Cross-weld tensile loading results in heterogeneous strain responses in the various weldment regions, which conventional physically attached extensometers are not normally capable of measuring [1, 9,10,11,12,13,14,15,16,17,18,19,20,21,22,23]. This leads to additional requirements for the qualification of welding procedures in applications such as pipelines [2, 3].
While validating YS is not required by most welding procedure qualification standards, it is an important input for design stress limits as well as fracture toughness, R-curve determination, and engineering critical assessments. Common in matching and dissimilar metal welds (DMWs) is the requirement for ultimate failure in the base metal [2,3,4,5,6]. This refers to overmatching weld metal strength, which is generally preferred for any weld [1,2,3,4,5,6,7,8]. This requirement often means that the base and weld metals must be tested independently and results in extra material, machining, and testing to ensure meeting design requirements [1,2,3].
Overmatching weld metal strength is defined somewhat differently across the various codes. For instance, API 1104 defines overmatching as a specified minimum tensile strength (SMTS) that must be greater than or equal to the base material SMTS [4]. ASME, DNV, and other codes specify overmatching based on YS [2, 3, 5,6,7,8], requiring independent materials testing to verify YS overmatch [2, 3]. Overmatching weld metal strength is a requirement in stress-based design and preferred in strain-based design (SBD) considerations.
SBD requirements are an important topic in line pipe welds. SBD refers to an allowable amount of elastic and plastic strain to be accounted for in the design. This allows for confidence in situations such as ground movement [7]. Traditional stress-based design requirements fail to address some issues related to piping systems such as ground movement or large axial strains along the length of the pipe sections in operation [1,2,3,4,5,6,7]. However, SBD requirements are not well defined in the design standards. Additionally, methods to determine the applicable properties in materials for SBD may be cumbersome to obtain using traditional physically mounted extensometers [12,13,14,15,16,17,18,19,20,21,22,23,24,25,26]. This is especially true in welds where straining is localized due to material properties’ differences across the welded joint. Service failures in the HAZ of welds in thermo-mechanically control processed (TMCP) line pipe steels have been recently reported by the industry [8]. Loss of properties in weldments of ultra-high-strength steels was also reported [9,10,11]. These were related to softening of the intercritical and fine-grained HAZ, the degree of which was controlled by the welding heat input.
Digital image correlation (DIC) is a contactless form of strain measurement which utilizes image matching algorithms to measure local strain. The process is highly accurate as well as fast and robust given advancements in modern computing, imaging, and software capabilities. Numerous examples of local strain measurement for materials characterization exist [12,13,14,15,16,17,18,19,20,21,22,23,24,25,26] since the invention of the DIC [12,13,14,15]. Many examples show clear evidence of strain localization where heterogeneity in the microstructures exist either due to processing such as welding and rolling or through segregation mechanisms [17,18,19,20,21,22,23,24,25,26]. Studies of strain localization have led to the application of DIC to measure strain in specific microstructures during tension testing and the role microstructures may play in strain gradients locally [17,18,19,20,21, 23, 24]. The development of the DIC technique permits the quantification of strain evolution across the weld metal, fusion boundary (FB), heat-affected zone (HAZ), and base metal in welded joints [17, 18, 23, 24]. DIC strain measurement is highly local and enables the study of non-uniform strain fields in DMWs during CWTT [12,13,14,15,16,17,18,19,20,21,22,23,24,25,26].
The objective of this study was to demonstrate the application of DIC-instrumented CWTT in stress- and strain-based design of dissimilar matching and filler metal welds. We quantified the local mechanical properties and strain hardening behavior in the base metal, HAZ, FB region, and weld metal in DMWs of carbon and low-alloy steels welded with Alloy 625 filler metal. Such DMWs exhibit extreme compositional, microstructural, and property gradients across the HAZ and dissimilar FB [27,28,29]. Property gradients, resulting from the base metal manufacturing process and the welding and post weld heat treating (PWHT) procedures, are also present in matching filler metal welds [8,9,10].
The importance of stress-based design for the tested DMWs is related their susceptibility to hydrogen assisted cracking (HAC) during subsea service under cathodic protection [27,28,29]. Catastrophic, brittle failures along the dissimilar FB in such welds have been reported by the oil and gas industry [30, 31]. The effect of FB region microstructure on the HAC susceptibility in DMWs has been extensively studied [27,28,29]. However, the effect of the local mechanical behavior under tensile loading of the dissimilar FB region has not been clarified yet. A database of HAC susceptibility in more than 220 DMWs [32], generated using a recently standardized delayed hydrogen cracking test (DHCT) [33], has demonstrated increased HAC susceptibility in undermatching and matching DMWs, and resistance to HAC in overmatching welds. Therefore, a better understanding of the local strain accumulation and strain hardening kinetic in such welds could provide valuable guidance in controlling property gradients through material selection, welding and PWHT procedures, aiming at improving of their service performance. Although matching filler metal welds were not tested in this study, the analyses of the DMWs test results demonstrate the potential application of DIC-instrumented CWTT in stress- and strain-based design of matching filler metal welds with property gradients.
2 Experimental procedure
2.1 Dissimilar metal welds
Three DMWs were subjected to DIC-instrumented cross-weld tensile testing in this study. The DMW base metals included two heats of Grade F65 steel (ASTM A694) with higher and lower carbon contents (HC and LC), and a heat of Grade F22 steel (ASTM A182). The three steels were supplied in the quench and tempered condition. The F22 steel was unintentionally subjected to heat treatment prior to welding, resulting in a softer base material than in a typical application. The DMWs were produced using Alloy 625 ERNiCrMo-3 filler metals and ENiCrMo-3 electrodes. The chemical compositions of the base metals and Alloy 625 filler metals are shown in Table 1. The as-delivered and minimum specified YS, UTS, and elongation at failure are summarized in Table 2.
Details of the weld geometries, welding processes, and PWHT conditions of the tested DMWs are provided in Table 3. The F65 high- and low-carbon DMWs (F65HC and F65LC) were tested in the as-welded (AW) condition. The F65LC weld was also tested after post-weld stress relieving (PWSR). All three F65 DMWs were constructed using shielded metal arc welding (SMAW). The F22 weld was tested in the PWHT condition and was made using hot wire gas tungsten arc welding (GTAW-HW). These DMWs were selected to represent cases of weld metal YS undermatching, matching, and overmatching the base metal YS in cross-weld tensile testing.
2.2 Cross-weld tensile testing with digital image correlation (CWTT-DIC)
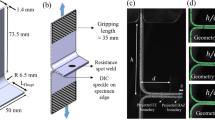
CWTT instrumented with DIC was performed to quantify the local strain and strain hardening behavior in the weld metal, FB region, HAZ, and base metal of the tested DMWs. The CWTT utilized the sample design of the delayed hydrogen cracking test (DHCT) [27, 28, 32, 33] (Fig. 1). Results from previous research have shown that the DHCT geometry results in higher yield and tensile strength compared to a standard dog-bone geometry in tensile testing of F22 steel base metal [17]. The goal of using DHCT sample geometry was, in a parallel study, to evaluate the effect of local mechanical behavior in the dissimilar transition region on the HAC susceptibility of DMWs. The results of that study are the primary subject of a different publication in progress.

CWTT specimen used in DMW cross-weld DIC instrumented tensile testing. The specimen is etched to show the fusion boundary, weld metal, HAZ, and base metal. A DIC spray pattern is applied on half of the gauge section
The gauge sections in the DIC specimens were polished to 1 micron finish using a standard metallography procedure and etched with Kalling’s reagent to reveal the weld metal, FB, HAZ, and base metal regions. A microhardness traverse with a constant step was applied normal to the FB and utilized for spatial calibration of the DIC software. Following etching, half of each specimen’s gauge section was covered with DIC speckle pattern, using a procedure described in [17, 18]. The etched portion of the gauge section was used to define virtual DIC extensometers over the selected DMW regions, as shown in Fig. 2. The virtual extensometers dimensions are provided in Table 4.

Low-magnification camera image of a CWTT specimen gauge section with DIC spray pattern, local fusion zone, weld metal, HAZ, and base metal extensometers, and a physical extensometer
The CWTT was performed utilizing the testing procedure described in [17]. It utilized MTS 810 tensile frame at a displacement rate of 0.001 in./s and two DIC cameras filming both sides of the gauge section. A lower magnification lens camera captured the strain behavior of the entire gauge section at a frequency of 10 frames per second. A higher magnification lens camera was used for high-resolution imaging of the narrow FB region at 5 frames per second. A physical extensometer was utilized for validation of the DIC measurements and determination of the YS of the entire weld. An example of the low-magnification lens image, together with the virtual extensometers and the physical extensometer, is shown in Fig. 2. The DIC images on the local and global extensometers were processed using the VIC-2D™ software for strain quantification. The data extraction and plotting were performed using a combination of MatLab™ and Excel™. The global and local YS values were determined at 0.2% offset on stress–strain plots, as shown in Fig. 3.

Determination of 0.2% offset global and local yield strength: a) global stress–strain curves measured using physical and virtual DIC extensometers, b local stress–strain curves measured using the virtual DIC extensometers shown in Fig. 2
3 Results
The global and local mechanical properties of the tested DMWs are summarized in Table 5. The global YS, UTS, and elongation at failure were determined using the global DIC extensometer. The local YS and local strains at the global YS, UTS, and at base metal (BM) failure were determined using the local DIC extensometers in the base metal, HAZ, fusion boundary (FB), and weld metal (WM).
The global and local stress–strain curves in all tested welds shown in Figs. 4, 5, 6 and 7 demonstrate the global and local YS, the global UTS, and the effect of the weld metal strength on the local strain accumulation in the base metal, HAZ, FB, and weld metal. In the undermatching and matching filler metal welds, the strong strain hardening response in the Alloy 625 weld metal led to local strain accumulation in the HAZ, FB, and base metal both at the UTS and the final failure loads, as shown in Figs. 4a, 5a and 6a and 4b, 5b, and 6b. The HAZ and FB regions in the overmatching filler metal weld experienced faster strain hardening than the weld metal, transferring the strain accumulation in the base metal (Fig. 7a and b). At the stress of final failure in all tested DMWs, the base metal strain significantly exceeded the local strains in the FB, HAZ, and weld metal, leading to base metal failure, as demonstrated in Figs. 4a, 5a, 6a, and 7a.

DIC global and local stress–strain curves in undermatching DMWs F65HC AW

DIC global and local stress–strain curves in undermatching DMW F65LC PWSR

DIC global and local stress–strain curves in matching DMW F65LC AW

DIC global and local stress–strain curves in overmatching DMW F22 PWHT
Figures 4b, 5b, 6b, and 7b show the local strain hardening kinetics at loading up to the global UTS, as well as the local stresses and strain distribution at the SBD strain limitations of ASME and DNV, respectively 2% and 5%. Figures 4c, 5c, 6c, and 7c demonstrate the local yielding behavior and were used to determine the local strain in the base metal, HAZ, FB, and weld metal at the global YS.
The local strain distribution and strain hardening kinetics in selected undermatching, matching, and overmatching DMWs are compared in Fig. 8. The comparison includes strain localization maps and local elongation vs. time curves in a strain range covering the local and global YS, and the global UTS.


Local strain hardening kinetics and strain maps in the range between global YS and global UTS of a F65HC AW undermatching, b F65LC PWSR undermatching, c F65LC AW matching, and d F22 PWHT overmatching DMWs
4 Discussion
The performed DIC-instrumented CWTT allowed determining the local mechanical behavior in the weld metal, FB region, HAZ, and base metal of the tested DMWs. The results of this study were analyzed in relation to the criteria for stress- and strain-based design of welded joints. Additionally, the local strain accumulation across the dissimilar FB was analyzed in relation to the HAC susceptibility in DMWs loaded in tension below the base metal specified minimum YS (SMYS) or the actual YS [27].
4.1 DIC quantification of local mechanical behavior in dissimilar metal welds
Based on the as-delivered materials testing report (MTR) base and weld metal YS and the SMYS, the DMWs tested in this study are classified as welds with undermatching weld metal (Table 2). However, based on the as-delivered UTS and the specified minimum UTS (SMTS), these can be classified as overmatching welds. Considering the local YS, the performed DIC-instrumented CWTT identified undermatching, matching, and overmatching YS welds with ultimate base metal failures (Table 5).
4.1.1 Dissimilar metal welds with undermatching local YS
The F65HC AW and F65LC PWSR welds exhibited local base metal YS significantly exceeding the weld metal, FB, and HAZ YS (Table 5 and Figs. 4 and 5). As a result, the weld metal, FB, and HAZ in both welds underwent total straining (plastic plus elastic) in the range of 0.6 to 0.9% when the tensile loading reached the corresponding global YS values (Table 5). This is clearly demonstrated in the strain maps and by the kinetics of strain accumulation shown in Fig. 8a and b. The FB and HAZ regions of both welds exhibited lower local YS values and experienced higher levels of plastic strain accumulation when loaded between their respective local and global YS values (Figs. 4c, 5c, and 8a and b).
In the stress range between the global YS and UTS, the high base metal strength resulted in more extensive strain accumulation in the weld metal, FB region, and HAZ in both welds, as shown in Table 5 and Figs. 4b, 5b, and 8a and b. The Alloy 625 weld metal in both welds exhibited fast strain hardening and reached the global UTS at lower total strain values than the BM, HAZ, and FB. At about 9% total strain, the fast strain hardening weld metal transferred most of the further strain accumulation in the BM, HAZ, and FB. This is evidenced in the strain vs. time plots and in the strain maps in Fig. 8a and b.
During loading past the global UTS, the FB region and HAZ in F65HC AW continued strain hardening and reached their local UTS strain values before the base metal (Fig. 4b). The FB and HAZ in F65LC PWSR experienced insignificant plastic straining at loading past the global UTS, potentially constrained by the Alloy 625 weld metal (Table 5 and Fig. 5b). The strong strain hardening response in the Alloy 625 weld metal, and its constraining effect on the FB region and HAZ, led to strain localization and final failure in the base metal of both welds. The base metal failures occurred at total strains of 34.5% and 44.5%, respectively, in the F65HC AW and F65LC PWSR welds.
4.1.2 Dissimilar metal weld with matching local YS
The weld and base metals in the F65LC AW weld had equal local YS values and coinciding stress–strain curves when strained up to the global YS load, respectively accumulating total strain of 0.35% and 0.36% (Fig. 6c and Table 5). The HAZ and FB regions had lower local YS, exhibited faster plastic straining, and respectively accumulated 0.67% and 0.73% total strain while being loaded up to the global YS (Figs. 6c and 8c).
In the stress range between the global YS and UTS, the Alloy 625 weld metal exhibited fast strain hardening, resulting in more extensive strain accumulation in the FB region, HAZ and BM. The weld metal reached the global UTS at lower total strain value than the BM, HAZ, and FB, as shown in Table 5 and Figs. 6b and 8c. The FB region and HAZ continued strain hardening and reached their local UTS strain values close below the total strain of the global UTS (Table 4 and Fig. 6b).
The weld metal, FB, and HAZ experienced insignificant plastic straining in the stress range between the global UTS and BM failure. The strong strain hardening response in the Alloy 625 weld metal, and its constraining effect on the FB region and HAZ, led to strain localization and final failure in the base metal at a total local strain of 29.9%.
4.1.3 Dissimilar metal weld with overmatching local YS
The weld metal in the F22 PWHT weld had significantly higher local YS than the F22 base metal, Table 5 and Fig. 7c. The base metal was non-intentionally subjected to heat treatment before welding. This prior heat treatment, together with the conventional PWHT applied after welding, resulted in loss of YS compared to the as-delivered condition (Table 2). The high local YS of the FB region can be attributed to a constraining effect imposed by the weld metal. The high local YS of the HAZ resulted from carbide precipitation and hardening during the second PWHT [27].
At reaching the global YS load, the weld metal, FB, and HAZ were still loaded below their respective local YS values, almost entirely in the elastic regime as shown in Figs. 7c and 8d. This resulted in an extensive plastic strain accumulation in the base metal. In the stress range between the global YS and UTS, the weld metal, FB, and HAZ exhibited fast strain hardening and reached the global UTS at significantly lower total strain values than the BM, resulting in extensive strain accumulation in the base metal (Table 5, Figs. 7b and 8d).
The weld metal, FB, and HAZ experienced insignificant plastic straining in the stress range between the global UTS and BM failure. The strong strain hardening response in the Alloy 625 weld metal, and its constraining effect on the FB region and HAZ, led to strain localization and final failure in the base metal at a total local strain of 38%.
4.2 Design considerations for dissimilar metal welds
4.2.1 Stress-based design
In stress-based designed welded structures, welds are loaded in the elastic range at a percentage of the SMYS or actual YS, where the weld metal YS and/or UTS must overmatch the respective base metal SMYS and SMTS [1,2,3,4,5,6]. All three tested F65 welds had weld metal, FB region, HAZ, and BM local YS values that exceeded the F65 SMYS of 448.2 MPa (Tables 2 and 5). The CWTT global UTS in all three welds also exceeded the SMTS of 530.9 MPa. Therefore, these welds met the SMYS stress-based design requirement.
The CWTT determined that global YS and UTS values and BM local YS values in the F65 welds closely matched or overmatched those of the as-delivered base metal (Tables 2 and 5). However, the weld metal, FB, and HAZ had local YS values lower than the global YS (Figs. 4c, 5c, 6c). To avoid local plastic deformation, the local YS in these regions needs to be considered in the case of DMW design based on percentage of the actual BM YS values.
The F22 weld global YS and UTS, determined using CWTT, were respectively lower than the F22 base metal SMYS and SMTS (Tables 2 and 5). The local YS of the HAZ and base metal were also lower than the F22 base metal SMYS of 517.1 MPa. Therefore, the F22 weld did not satisfy the SMYS and SMTS stress-based design requirements.
All local YS values and the global YS of the F22 DMW were lower than the as-delivered 564.7 MPa YS of the F22 base metal. The global UTS was also lower than the as-delivered UTS of 691.5 MPa. The base metal local YS of 406.8 MPa had the lowest local YS determined in the DIC-instrumented CWTT and needs to be accounted for in the case of actual YS stress-based design.
4.2.2 Strain-based design (SBD)
The goal of SBD is to prevent plastic instability of the pipe structure undergoing large strains caused by imposed displacements [7]. In SBD, pipes can be loaded in the plastic range below a pre-defined strain capacity of the material. The target range of anticipated strain demand for pipeline projects is from 1.0% to one-half of the pipe’s uniform elongation limit. The shape and associated properties of the material’s plastic stress–strain response are central to SBD, since small stress variations above the YS can generate large plastic strains [7]. Many of the tensile strain predictive models assume the materials to have uniform and isotropic properties. The local plastic strain distribution in a pipe or a pipeline-welded joint cannot be determined using a conventional CWTT. As a result, the related SBD codes impose various requirements for the pipes and weld metals mechanical properties [7].
DNV-OS-F101 defines a range of limitations for tensile strain design capacity [3]. Loading of line pipe above the actual YS in the longitudinal direction is limited to not exceed SMYS by more than 120 MPa and not exceed the SMTS. For base metals with SMYS of 415 MPa (Grade X60) or higher, DNV recommends a maximum YS/UTS ratio of 0.92. The DNV allowable strain values are up to 5%. ASME B31.4 [2] applies a more conservative approach, limiting strain to a maximum of 2% and excluding pipelines that could experience cyclic displacement.
The potential application of DIC-instrumented CWTT in SBD is demonstrated in Table 6 and Figs. 4b, 5b, 6b, and 7b. The YS/UTS ratio in all tested welds, including the as-delivered, global, and local properties, is below 0.90 (Tables 2 and 6). The global YS and the BM and WM local YS of the F65 welds are higher than, or very close to, the DNV SMTS longitudinal stress limit (Table 6). The local YS of FB regions and HAZ is up to 20.7 MPa lower than the SMTS. Therefore, the DNV SMTS requirement essentially eliminates the SBD application of the undermatching F65 welds.
The local and global stress ranges in the tested welds at the 2% ASTM and 5% DNV strain limits are summarized in Table 6 and illustrated in Figs. 4b, 5b, 6b, 7b. At 2% strain, the global and most local tensile loads in the F65 welds exceed the DNV SMYS + 120MPa and SMTS limitations for SBD application. However, these welds would satisfy SBD requirements based on the global and MTR YS + 120MPa and UTS values. At 5% strain, all F65 welds would satisfy SBD requirements based on the global UTS. The F65LC AW welds would also satisfy the MTR UTS, while the some of the F65HC AW weld local stress values would be too close below the MTR UTS.
The global and local YS values of the overmatching F22 weld meet both the DNV SMYS + 120 MPa and SMTS requirements for SBD application (Table 6). At 2% and 5% strain, the F22 weld also satisfies these requirements. At both strain levels, this weld would satisfy SBD requirements based on the MTR YS and UTS values but would fail such requirements based on the global YS and UTS.
The above-discussed results illustrate a potential application of DIC-instrumented cross-weld tensile testing in the establishment of SBD requirements for both dissimilar and matching filler metal welds, and for potential relaxation of SMYS- and SMTS-based longitudinal stress limitations. The effects of the short-gauge lengths in the weld FB region and HAZ on the local strain quantification need to be considered in such applications.
4.3 Local mechanical behavior in relation to hydrogen-assisted cracking (HAC) susceptibility in DMWs
The DIC-instrumented CWTT results were analyzed in relation with the HAC susceptibility in DMWs loaded in tension below the base metal SMYS or actual YS [27]. HAC in such welds occurs during service in hydrogen-containing environments and leads to brittle failures along the dissimilar FB [27,28,29, 32].
The performed DIC-instrumented CWTT allowed quantifying the local strain accumulation during loading between the local and the global YS of the tested DMWs (Table 5 and Figs. 4c, 5c, 6c, 7c, and 8). At reaching the global YS, the FB region, HAZ, and WM in the undermatching F65 DMWs accumulated 0.58% to 0.89% total strain, which was significantly larger than in the F65 BM. The strain accumulation in the FB region and HAZ of the F65 matching weld significantly exceeded that in the BM and the WM.
In contrast to the F65 welds, the BM in the overmatching F22 weld accumulated 0.84% strain on loading to the global YS, which was significantly higher than in the WM, FB region, and HAZ (Figs. 7c and 8). The lower strain accumulation in the HAZ and the FB region can be related to a combination of (1) a constraining effect by the fast strain hardening weld metal, (2) precipitation hardening of the HAZ during PWHT, and (3) formation of fresh martensite in the highly diluted FB region due to exceeding its A1 or A3 temperature during PWHT [27,28,29].
The results of this study provide explanation for the HAC susceptibility in a database of more than 220 DMWs [32]. The latter has demonstrated increased susceptibility in undermatching and matching DMWs at loads between 70 and 90% of the base metal YS. Overmatching DMWs sustained the DHCT without failure at loads from 90 to 115% of the base metal YS. Plastic strain accumulation in the FB region at service loads below the global DMW YS will contribute to the process of HAC nucleation and propagation in the FB region by two mechanisms: (1) accelerated hydrogen transport by dislocations as addition to absorption from the environment and concentration driven diffusion and (2) stress and strain concentration at microstructural stress risers and in front of nucleating and/or propagating cracks.
The HAC susceptibility database in combination with the results of this study demonstrate the potential application of DIC instrumented CWTT in materials selection and process development for improved resistance to HAC in DMWs.
5 Summary and conclusion
The performed DIC-instrumented CWTT quantified the local mechanical behavior in the weld metal, FB region, HAZ, and base metal of the tested DMWs. The results of this study demonstrate the potential application of DIC in proving weld conformity to stress-based and strain-based design criteria. The DIC-instrumented CWTT has potential to further the understanding of the failure mechanisms in DMWs and to contribute to improvements in the related design methodologies and standards.
The tested DMWs exhibited significant gradients in the local yielding behavior. The YS in the FB region and HAZ of the undermatching welds was up to 68.9 MPa lower than the base metal YS. In the overmatching weld, the base metal YS was up to 110 MPa lower than the HAZ, FB region, and weld metal YS. Determining local YS values with DIC-instrumented CWTT is essential to avoid local yielding in stress-based design of DMWs that utilizes percentage of the actual base metal YS.
Tensile loading up to the global YS resulted in significant strain concentration, 0.6 to 0.9% total strain, in the FB region and HAZ of the undermatching and matching DMWs. Plastic straining in the FB region and HAZ provides an additional hydrogen transportation mechanism in hydrogen-charging environments. This has been related to increased HAC susceptibility and FB failures in DMWs subjected to electrolytic charging with hydrogen at loads below the global YS.
In all tested DMWs, the Alloy 625 weld metal exhibited the fastest strain hardening response within the global YS-UTS range among all weld regions. The weld metal constraining effect on the FB and HAZ regions led to extensive strain accumulation, necking, and final failure in the base metal. The degree of strain accumulation in the FB and HAZ regions at base metal failure was controlled by the level of under-/overmatching. At the highest level of undermatching, the HAZ accumulated 24.5% strain, while in the overmatching weld, it was only 7.2%.
The capability of DIC-instrumented CWTT to quantify local YS and local strain accumulation, in the uniform elongation range between the global YS and UTS demonstrates potential application in establishment of more realistic, and potentially relaxed, strain-based design requirements for dissimilar and matching filler metal welds. Such application could be quantification of the loss of strength in the inter-critical HAZ of welds in thermo-mechanically control-processed line pipe steels.
References
American Welding Society, American National Standards Institute, & American Welding Society (2016) Standard methods for mechanical testing of welds, 8th edn. American Welding Society
American Society of Mechanical Engineers (2021) Process piping: ASME code for pressure piping, B31. American Society of Mechanical Engineers; WorldCat.org
Norske Veritas (Organization) (2021) Submarine pipeline systems. Det Norske Veritas; WorldCat.org
API (2013) API 1104: Welding of pipelines and related facilities, 21st edn. API; WorldCat.org
Skeels HB, Offshore Technology Conference 2014, O. 2014 2014 05 05-2014 05 08 (2014) API 17TR8—HPHT design guideline for subsea equipment. Proceedings of the Annual Offshore Technology Conference, vol 4. Elsevier, pp 3114–3126
International Organization for Standardization, American National Standards Institute, & NACE International. (2014). Petroleum and natural gas industries—Materials for use in H2S-containing environments in oil and gas production. (Second edition 2009-10-15.). ISO; WorldCat.org
Lower MD (2014) Strain-based design methodology of large diameter grade X80 linepipe. United States. https://doi.org/10.2172/1133475
Bruce WA (2019) Pipeline girth weld strength matching requirements. Weld J 98(10):56–60
Hochhauser F (2012) Influence of the soft zone on the strength of welded modern Hsla steels. Weld World 56(5–6):77–85. https://doi.org/10.1007/BF03321352
Mičian M, Maronek M, Konar R, Harmaniak D, Jambor M, Trško L, Wincek J (2020) Changes of microstructure and mechanical properties of the HAZ of the S960MC steel sheet weld joint. Zavarivanje i Zavarene Konstrukcije 65(3):113–123. https://doi.org/10.5937/zzk2003113M
Gáspár M (2019) Effect of welding heat input on simulated HAZ areas in S960QL high strength steel. Metals 9(11):1226. https://doi.org/10.3390/met9111226
Schreier H, Orteu J, Schreier H (2009) Image correlation for shape, motion and deformation measurements: basic concepts, theory and applications. In Image Correlation for Deformation and Shape Measurements: Basic Concepts, Theory and Applications (pp 1–321). Springer. https://doi.org/10.1007/978-0-387-78747-3
Sutton M (1983) Determination of displacements using an improved digital correlation method. Image Vision Comput 1(3):3. https://doi.org/10.1016/0262-8856(83)90064-1
Sutton M (1986) Application of an optimized digital correlation method to planar deformation analysis. Image Vision Comput 4(3):3. https://doi.org/10.1016/0262-8856(86)90057-0
Bruck HA (1989) Digital image correlation using Newton-Raphson method of partial differential correction. Exp Mech 29(3):3. https://doi.org/10.1007/BF02321405
Chu TC (1985) Applications of digital-image-correlation techniques to experimental mechanics. Exp Mech 25(3):3. https://doi.org/10.1007/BF02325092
Siefert W, Alexandrov BT, Buehner M (2023) Application of digital image correlation in cross weld tensile testing: test method validation. Weld J 102(9):191–200. https://doi.org/10.29391/2023.102.015
Siefert W, Rule J, Alexandrov B, Buehner M, Penso JA (2020) Cross Weld Tensile Testing with Digital Image Correlation to Determine Local Strain Response. PVP2020. https://doi.org/10.1115/PVP2020-21580
Ghadbeigi H, Pinna C, Celotto S, Yates JR (2010) Local plastic strain evolution in a high strength dual-phase steel. Mater Sci Eng 527:18–19. https://doi.org/10.1016/j.msea.2010.04.052. (A, Structural Materials : Properties, Microstructure and Processing)
Kang J, Ososkov Y, Embury JD, Wilkinson DS (2007) Digital image correlation studies for microscopic strain distribution and damage in dual phase steels. Scripta Mater 56(11):11. https://doi.org/10.1016/j.scriptamat.2007.01.031
Kulkarni A, Dwivedi DK, Vasudevan M (2020) Microstructure and mechanical properties of A-TIG welded AISI 316L SS-Alloy 800 dissimilar metal joint. Materials Science & Engineering A, 790. ScienceDirect. https://proxy.lib.ohio-state.edu/login?url=https://search.ebscohost.com/login.aspx?direct=true&db=edselp&AN=S0921509320307644&site=eds-live&scope=site. Accessed 11 Nov 2022
McNeill SR, Peters WH, Sutton MA (1987) Estimation of stress intensity factor by digital image correlation. Eng Fract Mech 28(1):1. https://doi.org/10.1016/0013-7944(87)90124-X
Paul SK, Roy S, Sivaprasad S, Bar HN, Tarafder S (2017) Local ratcheting response in dissimilar metal weld joint: characterization through digital image correlation technique. J Mater Eng Perform 26(10):10. https://doi.org/10.1007/s11665-017-2919-9
Wang D-Q, Zhu M-L, Xuan F-Z (2017) Correlation of local strain with microstructures around fusion zone of a Cr-Ni-Mo-V steel welded joint. Mater Sci Eng 685:205–212. https://doi.org/10.1016/j.msea.2017.01.015. (A, Structural Materials : Properties, Microstructure and Processing)
Tao H, Tong W, Hector LG, Zavattieri PD (2008) Uniaxial tensile and simple shear behavior of resistance spot-welded dual-phase steel joints. J Mater Eng Perform 17(4):517–534 (British Library Document Supply Centre Inside Serials & Conference Proceedings)
Wattrisse B, Chrysochoos A, Muracciole J, Nemoz-Gaillard M (2001) Analysis of strain localization during tensile tests by digital image correlation. Exp Mech 41(1):1. https://doi.org/10.1007/BF02323101
Bourgeois D, Alexandrov BT (2022) Ranking the susceptibility to hydrogen assisted cracking in dissimilar metal welds. Weld World 66:1535s–1550s. https://doi.org/10.1007/s40194-022-01308-2
Alexandrov BT, Lippold JC, Sowards JW, Hope AT, Saltzmann DR (2013) Fusion boundary microstructure evolution associated with embrittlement of ni–base alloy overlays applied to carbon steel. Weld World 57(1):39–53. https://doi.org/10.1007/s40194-012-0007-1
Buntain RJ, Alexandrov BT, Viswanathan G (2020) Characterization of interpass macrosegregation in narrow groove closure welds between low alloy steel pipes with alloy 625 filler metal. Mater Charact 170(2020):110638. https://doi.org/10.1016/j.matchar.2020.110638
Burk J (2010) Thunder Horse—Materials, welding and corrosion challenges and solutions. Proc Offshore Technol Conf 1(1):1
Haldorsen LM, Rørvik G, Dodge M, Sotoudeh K, ASME 2017 36th International Conference on Ocean, O. and A. E. T., Norway Jun. 25-30, 2017 (2017) Recent Experiences With Cracking of Load Bearing Dissimilar Metal Welds on Subsea Production Systems. In Volume 4: Materials Technology. American Society of Mechanical Engineers. https://doi.org/10.1115/OMAE2017-61176
Alexandrov B (2023) Database of hydrogen assisted cracking susceptibility in dissimilar metal welds. AMPP 2023 Annual Conference and Expo, Denver, CO
AMPP Standards Committee (SC) 08, Metallic Material Selection & Testing (2023) AMPP TM21453-2023, Laboratory Testing for Resistance to Environmentally-Assisted Hydrogen Stress Cracking in Welds. Association for Materials Protection and Performance (AMPP)
Acknowledgements
Technical Support was provided by Hongye Chen through sample preparation and testing setup assistance.
Funding
This work was supported by the National Science Foundation (NSF) Manufacturing and Materials Innovation Joining Center (Ma2JIC) under Grant [number GR104966], The American Welding Society (AWS) under Grant [GR125529], and also by TechnipFMC.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission II - Arc Welding and Filler Metals
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Siefert, W., Buehner, M. & Alexandrov, B.T. Quantification of the local mechanical behavior in dissimilar metal welds using digital image correlation instrumented cross-weld tensile testing. Weld World (2024). https://doi.org/10.1007/s40194-024-01738-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40194-024-01738-0