
Abstract
Gas metal arc (GMA) welding requires improved process stability, higher quality and efficiency, and quantitative control of the heat input and deposition. These requirements can be achieved by appropriately controlling the metal transfer phenomenon. However, this control method has primarily been applied to short-circuit transfer, and very few examples of its application to free-flight transfer exist. Therefore, the effect of wire feed control on free-flight transfer remains unclear. In this study, the influence of wire feed control on the free-flight transfer phenomenon in the GMA welding process using an aluminum wire electrode was investigated through experimental observations, and free-flight transfer control was attempted.
It was observed the free-flight transfer phenomenon, particularly globular transfer, under low-current conditions with controlled wire feeding under various feed conditions, using wire feed–retract speeds and cycles as parameters. The observation results revealed two patterns with different timings of droplet detachment under long- and short-period conditions. Furthermore, the observation of the droplet detachment motions revealed that the inertia caused by the acceleration or deceleration of the feed speed acts on the droplet. Moreover, the difference between the two transfer patterns is primarily caused by the inertia acting on the droplet before and after switching the wire feed–retract direction and the size of the droplet at that time. Based on this, free-flight transfer can be stabilized by reconfiguring the feed conditions.
Similar content being viewed by others


1 Introduction
The metal transfer phenomenon observed in gas metal arc (GMA) welding is directly related to the weld quality and workability because it dominates the arc plasma and weld pool stability. Arc instability can cause various welding problems. Therefore, quantitative control of this phenomenon is important for improving the stability of the welding process and enhancing the welding quality and efficiency. The metal transfer phenomenon exhibits different transfer modes depending on the welding parameters [1], and the stability of the droplet behavior depends on these modes. The driving forces of metal transfer, such as the surface tension and electromagnetic force, affect the transfer pattern. The driving forces change depending on the welding parameters, such as the welding current, arc voltage, shielding gas, wire material, and polarity, and determine the transfer mode [2,3,4,5,6]. Many studies have been conducted to investigate the metal transfer phenomenon. For example, Rhee et al. experimentally clarified the effect of shielding gases on the metal transfer frequency and transition current from globular to spray transfer [3]. Various control methods are available for the metal transfer phenomenon. The most representative example is the pulsed GMA welding method, which uses a pulsed current to detach a droplet at a fixed time. In addition, in the short-circuit transfer control method, wire feeding control is combined with the current waveform. Various studies have been conducted to clarify this phenomenon and improve the controllability of these control methods using both experimental and numerical approaches [7,8,9,10,11,12,13,14]. For example, Ueguri et al. studied metal transfer in pulsed GMA welding with a mild steel electrode and investigated the effect of the pulse current [8]. Using a process that combined the current waveform and wire feeding, Pickin et al. reported the basic operating principles of the cold metal transfer (CMT) process and evaluated the effects of process on the welding of aluminum alloys [12]. In addition, Ogino et al. used a numerical simulation to visualize the behavior of arc plasma and metal transfer in pulsed metal inert gas (MIG) welding and clarified the relationship between the current waveform and the arc and molten metal behavior, including the effect of the wire material properties [10].
Although wire feeding has been used to control the metal transfer phenomenon, it has mostly been used to control short-circuit transfer, and the mechanism when applied to free-flight transfer has not been completely clarified. Wu et al. reported that the free-flight metal transfer process was improved by applying the mechanical external force using electrode wire oscillation [15]. Recently, Kitamura et al. reported a study on a wire feed control process that did not assume short-circuit transfer [16]. Kitamura et al. controlled the metal transfer phenomenon by synchronizing wire feed control that repeats the wire in advance and retreat movements in CO2 gas arc welding using a pulsed current. Thus, it can be inferred that the control of the droplet transfer phenomenon through wire feeding may be applicable not only to short-circuit transfer but also to free-flight transfer. However, the effects of the parameters related to wire feed control, such as the feeding waveform, on the free-flight transfer phenomenon are unclear, and the process itself is not fully understood. If the metal transfer phenomenon can be controlled using wire feed control, current-independent metal transfer will be possible. Therefore, the metal transfer phenomenon can be changed without changing the heat input; mass and heat transfer into the base metal can be controlled separately. Utilizing this advantage will expand the scope of applications of GMA welding process.
The objective of this study was to clarify the effect of wire feeding on the free-flight transfer phenomenon and to control free-flight transfer using wire feed control. Based on experimental observations using a high-speed camera, the influence of wire feeding parameters on the phenomenon was analyzed, and the feeding conditions that can achieve stable free-flight transfer were examined.
2 Experimental equipment and conditions
In this study, bead-on-plate welding in the flat position was conducted to observe the free-flight transfer controlled by wire feeding. The configuration of the experimental equipment is shown in Fig. 1. The wire feeder and power source systems were configured to operate independently. A constant-current welding power source (DAIHEN, T500P) was used, and an AC servo pull feeder was used as the wire feeder. The wire feeder rotated a servo motor by sending an arbitrary analog signal to a servo amplifier to control the feeding direction and speed of the wire. The wire was cut to an appropriate length, straightened, and inserted into the feeder. High-speed cameras (MEMRECAM Q1v and ACS-3, nac Image Technology) were used to investigate the metal transfer phenomenon in detail. The observation conditions were a frame rate of 10,000 fps and an exposure time of 20.0 μs. A laser light source (wavelength 960 nm) was used, and a bandpass filter (center wavelength 975 nm, FWHM 25 mm) was mounted to facilitate the observation of metal transfer. The standard experimental conditions are listed in Table 1. A constant current was used for all the experiments.

Experimental equipment
First, the metal transfer phenomenon at a constant wire feeding speed was examined under basic experimental conditions. The wire feeding speed was set to 70 mm/s to maintain a constant arc length. Figure 2 shows the observation results obtained using a high-speed camera. Here, the moment when the droplet detached from the wire tip was set as 0.0 ms, and one cycle of the metal transfer is shown.

Observation results of metal transfer at 110 A
Globular transfer was observed under these conditions. Figure 3 summarizes the metal transfer cycles. As shown in the histogram, the transfer cycle was approximately 30–33 ms. This figure also shows that the metal transfer cycle varied. In this study, controlling of the metal transfer cycle was attempted by periodically changing the wire feed speed and direction.

Histogram of the globular transfer cycle observed at 110 A
In this study, the feed–retract speed and cycle were considered as parameters related to the wire feed control of the free-flight transfer phenomenon. A schematic of the temporal change in the wire feeding velocity used in this study is shown in Fig. 4. In this study, the wire feeding was controlled such that feeding and retraction were repeated at a constant cycle. The retraction speed \({v}_{R}\) was set to 140, 210, and 350 mm/s based on the feeding speed of 70 mm/s with a constant wire feeding speed. The feeding speed \({v}_{F}\) was set to 280, 350, and 490 mm/s to enable the arc length to return to its initial value; that is, the average feeding speed was set to 70 mm/s. The feed–retract cycle T was varied at 30, 20, 15, and 10 ms, with the retraction and feed periods being the same. The acceleration of the feeding velocity \(dv/dt\) was set to \(\pm\) 29.4 mm/s2 under all conditions.

Schematic of the wire feed waveform
3 Free-flight transfer phenomenon in the wire feed control process
3.1 Observation results of free-flight transfer phenomenon
This section describes the observation results of the metal transfer when the wire feeding speed was controlled. Under most conditions used in this study, one metal transfer occurred during one feed–retract cycle. However, under the conditions of feed–retract cycles of 15 and 10 ms and retraction speeds of 140 and 210 mm/s, respectively, one metal transfer occurred every two feed–retract cycles. In this study, the timing of the metal transfer was focused. Two patterns of droplet transfer timing were observed, depending on the wire feed conditions. In the first pattern, the droplet detached at the start phase of feed deceleration in the feeding direction, and in the second pattern, the droplet detached at the end phase of acceleration in the retraction direction. Figure 5 summarizes the observed metal-transfer patterns under each feed condition. The patterns are classified as “feeding duration” when more than 80% of the observed droplet detachment occurred during the feed cycle, “retraction duration” when more than 80% occurred during the retract cycle, and “mixed” for the other conditions. As shown in Fig. 5, under long-cycle conditions such as 30 ms, the droplets tended to detach during the feed duration. In contrast, droplets tended to detach during retraction under short-cycle conditions, such as 15 and 10 ms. In the 20-ms condition, which was intermediate between these two conditions, both patterns were observed randomly. Thus, it was confirmed that the metal transfer pattern depends on the length of the cycle.

Metal transfer patterns under each feed condition
3.2 Mechanism of the metal transfer depending on the feed condition
To investigate how different metal transfers are caused by different cycle conditions, more detailed observations of the droplet behavior under each condition were conducted. Figures 6 and 7 show the time variation of the wire feeding speed and corresponding droplet appearance for each pattern, respectively. The time variation of the velocity indicates one cycle of metal transfer from the moment of droplet detachment from the wire to the moment when the next droplet detaches.

Series of droplet motions in metal transfer pattern when the droplet detaches before switching direction (feed–retract cycle 30.0 ms, retract speed 210 mm/s, feed speed 350 mm/s)

Series of droplet motions in metal transfer pattern when the droplet detaches after switching direction (feed–retract cycle 10.0 ms, retract speed 350 mm/s, feed speed 490 mm/s)
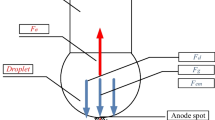
In the globular transfer mode observed in the low current range, it is known that the surface tension is the dominant driving force acting on the droplet [2]. Since the surface tension acts to hold the droplet on the wire tip, gravity is usually the most influential factor in droplet detachment. It is expected that moving the wire by feed control generates inertial forces on the droplet due to the change in velocity. Therefore, under this experimental condition, metal transfer is considered to be determined by the balance of the surface tension, gravity, and inertial force.
Figure 6 shows the droplet behavior when the droplet detaches during the feed–duration cycle, which is often observed under long-cycle conditions. In the graph, the timing of droplet detachment is defined as 0 ms, and the wire feeding velocity and droplet detachment timing are plotted until the next droplet detaches. After detachment, the droplet grows during retraction, as expressed in (1). When the wire is switched from retraction to feeding, an inertial force acts on the droplet owing to the acceleration of the feeding speed in the feeding direction; the droplet is lifted in the retraction direction and begins to oscillate, as expressed in (2). After switching to feeding, the droplet begins to elongate in the feeding direction owing to the oscillation, as expressed in (3). If the droplet is fully elongated during feeding before the acceleration phase in the retraction direction, gravity acting on the droplet causes it to detach without lifting again because it has grown sufficiently large to detach, as expressed in (4). The above phenomenon is the sequence of metal transfer in the pattern of droplet detachment during the feed duration under long-cycle conditions.
In contrast, Fig. 7 shows the droplet behavior when the droplet detaches during the retraction cycle, which is often observed under short-cycle conditions. Here, as in the previous case, the droplet grows during retraction, as expressed in (1). When switching from retraction to feeding, the wire is fed in the feeding direction without droplet deformation because the droplet size is small, and the effect of surface tension acting on it is relatively larger than that of inertial force and gravity, as expressed in (2). Subsequently, when the feeding direction is switched from feeding to retraction, the droplet elongates owing to the effect of the inertial force and gravity, as expressed in (3), and detaches as if it were torn off at the start of retraction, as expressed in (4). This phenomenon is the sequence of metal transfers in the droplet detachment pattern during the retraction cycle.
Based on the above results, the mechanism of metal transfer depending on the number of feed–retract cycles is summarized in Fig. 8. First, as shown in Fig. 8a, in the long-cycle condition, the droplet grows significantly during the retraction duration and is lifted by inertia when the feeding velocity switches from retraction to feeding, which causes oscillation. Subsequently, the droplet elongates owing to the oscillation and detaches from the wire tip owing to gravity. However, for the short-cycle condition, as shown in Fig. 8b, the droplet that grows during the retraction duration is small, and the influence of the inertial force is small. Consequently, droplet oscillations do not occur. During the feeding period, the droplet continues to grow, and when the wire feeding direction is switched from feeding to retraction, the droplet elongates owing to the effect of the inertial force and gravity and detaches from the wire tip at the start of retraction. Based on this mechanism of metal transfer, the reason a droplet is not detached from the wire tip in one cycle under the short-cycle condition with retraction speeds of 140 and 210 mm/s is considered to be that the difference between the retraction and feeding speeds is small and the acceleration time is short; thus, the inertial force does not act sufficiently to detach the droplet.

Mechanism of metal transfer controlled by wire feeding
Thus, the main driving factor for droplet detachment under long-cycle conditions is the oscillation of the droplet after the wire feeding direction switches from retraction to feeding. However, the main driving force for droplet detachment under short-cycle conditions is the inertial force that occurs when the wire feeding direction switches from feeding to retraction. Because the droplet oscillation phenomenon strongly depends on droplet size, controlling droplet detachment using oscillation is very difficult. Therefore, controlling of the metal transfer phenomenon under a wider range of conditions was attempted by using the inertial force when the wire feeding velocity from feeding to retraction was observed in the short-cycle condition. This is a similar concept to the approach of using the downward momentum of oscillation excited by a sudden current change and the electromagnetic force to detach the droplet [17].
Based on the above droplet transfer mechanism, as a method of controlling the free-flight transfer phenomenon using wire feed control, a one-drop-per-stroke cycle, in which the inertial force was used as the driving force for droplet detachment at the start of retraction, was considered. The metal transfer mechanism of this one-drop-per-stroke control is shown in Fig. 8b, which enables a stable metal transfer cycle, and the droplet behavior synchronizes the feed–retract cycles.
3.3 Feed conditions to achieve one-drop-per-stroke control under long-cycle conditions
This section describes expanding the wire feeding conditions to achieve one drop per stroke and investigates the wire feed conditions under long-cycle conditions. By expanding the feed conditions to one drop per stroke using the same mechanism, the variation in droplet size can be controlled under the same current conditions.
To cause the droplet to detach at the start of retraction under long-cycle conditions, the droplet detaching must be prevented during feeding. This can be achieved by suppressing the droplet oscillation, which is the primary cause of droplet detachment. Because the inertial force acting on the droplets is the cause of oscillation, suppression of droplet oscillation was attempted by using wire feed conditions in which the switching from retraction to feeding is more gradual to reduce the effect of the inertial force. As shown in Fig. 9, the acceleration during the switching from retraction to feeding was changed from 29.4 to 14.7 mm/s2, which is half of the standard condition.

Change in feed condition to control long-cycle conditions
Figure 10 shows the results of the metal transfer. By reducing the acceleration from retraction to feeding, the oscillation of the droplet during the feed period was suppressed, as observed in (2), and the droplet elongation behavior during the feed period was suppressed, as shown in (3), thereby preventing the droplet from detaching. The wire feeding direction is switched to the retraction direction, as shown in (4). Therefore, the droplet behavior can be controlled, and a stable drop per stroke control can be achieved.

Observation results under conditions of changing acceleration when switching from retraction to feeding (feed–retract cycle 20.0 ms, retract speed 140 mm/s, feed speed 280 mm/s)
The same approach was used in experiments with a 30.0-ms cycle, but the timing of droplet detachment could not be completely controlled. Therefore, in addition to suppressing droplet oscillation by reducing the acceleration from retraction to feeding, it was considered to change the balance between the feed and retract periods such that the droplet size was small when the wire feeding direction switched from retraction to feeding, to reduce the influence of oscillation on the droplet. As shown in Fig. 11, the feed conditions were changed to shorten the retraction period and reduce the droplet size when the wire feeding direction was switched from retraction to feeding. Specifically, the retraction duration and feeding duration were set to 5.0 ms and 25.0 ms, respectively, to fix the feed–retract cycles that were 30.0 ms. The wire feeding speed was set to 350 mm/s for retraction and 154 mm/s for feeding. The acceleration during the switching of the feeding direction from retraction to feeding was set to 14.7 mm/s2.

Change in feed condition to control the 30-ms cycle condition
Figure 12 shows the observation results of the metal transfer under the feeding conditions shown in Fig. 11. As shown in (2), by shortening the retraction period, the wire feed direction switches from retraction to feeding with small droplets, thereby suppressing droplet oscillation. Under these conditions, the droplet primarily grows during the feeding duration; however, because the wire feed speed is constant during this period, no droplet oscillation occurs, and the droplet detaches at the start of retraction owing to the inertial force caused by the feeding direction switching from feeding to retraction. Thus, one drop per stroke control was achieved even under the 30-ms cycle condition.

Observation results under conditions of shortened retraction time (feed–retract cycle 30.0 ms, retraction speed 350 mm/s, feed speed 154 mm/s, retraction time 5.0 ms, feed time 25.0 ms)
From the above experiments, a stable one-drop-per-stroke transfer was obtained by controlling the acceleration from retraction to feeding and shortening the retraction period, even under long-cycle conditions. Thus, stable metal transfer can be controlled, even under long-cycle conditions, by examining the feed conditions based on the predictions obtained from the observation results. Figure 13 shows the appearance of detached droplets under each cycle condition, and Fig. 14 shows the relationship between the average droplet size (diameter) and the feed–retract cycle. As shown in these figures, the droplet size clearly decreases as the cycle condition becomes shorter. In this study, the current was kept constant at 110 A under all conditions; therefore, the change in the heat input was very small. The average wire feed speed was set to 70 mm/s for all conditions. In other words, by controlling the metal transfer cycle through wire feed control, the metal transfer cycle can be stabilized and only the droplet size can be changed while maintaining the heat input and weld deposit.

Comparison of droplet size for different cycle conditions

Droplet size depending on the feed–retract cycle
4 Conclusion
This study aimed to clarify the effect of wire feeding control on the free-flight transfer phenomenon in GMA welding and to investigate the control parameters of free-flight transfer. The following is a summary of the results of this study.
-
1.
In globular transfer controlled by the wire feeding velocity, the observed results show that the metal transfer behavior can be changed when the wire feed direction is switched, and the inertial force caused by the acceleration/deceleration of the wire feeding speed acts as a force that changes the droplet behavior.
-
2.
It was confirmed that there were two metal transfer patterns depending on the length of the feed–retract cycle. Under the short-cycle condition, droplet detachment occurs during retraction. In contrast, under the long-cycle condition, droplet detachment occurred during feeding.
-
3.
A detailed observation of the droplet behavior revealed that the acceleration of the wire feeding velocity and the droplet size have a significant effect on the determination of the metal transfer pattern.
-
4.
A one-drop-per-stroke control method was proposed as a control method to transfer the droplet at a fixed time within one stroke. Stable metal transfer was achieved by adjusting the feeding conditions of the acceleration and retraction duration.
Data Availability
The data that support the findings of this study are available from the corresponding author, YO, upon reasonable request.
References
Scotti A, Ponomarev V, Lucas W (2012) A scientific application oriented classification for metal transfer modes in GMA welding. J Mater Process Technol 212(6):1406–1413
Ogino Y, Hirata Y (2015) Numerical simulation of metal transfer in argon gas-shielded GMAW. Weld World 59:465–473
Rhee S, Kannatey-Asibu E Jr (1992) Observation of metal transfer during gas metal arc welding. Weld J 71:381–386
Kim YS, Eagar TW (1993) Analysis of metal transfer in gas metal arc welding. Weld J 72:269–278
Kataoka T, Ikeda R, Ono M, Yasuda K, Hirata Y (2009) Effect of REM addition of wire on CO2 gas shielded arc phenomenon. Weld Int 23(7):517–522
Zhao Y, Chung H (2017) Numerical simulation of droplet transfer behavior in variable polarity gas metal arc welding. Int J Heat Mass Tran 111:1129–1141
Amin M (1983) Pulsed current parameters for arc stability and controlled metal transfer in arc welding. Me Constr 15(5):272–278
Ueguri S, Hara K, Komura H (1985) Study of metal transfer in pulsed GMA welding. Weld J 6:242–250
Wu CS, Chen MA, Lu MA (2005) Effect of current waveforms on metal transfer in pulsed gas metal arc welding. Meas Sci Technol 16(12):2459–2465
Ogino Y, Hirata Y, Asai S (2017) Numerical simulation of metal transfer in pulsed-MIG welding. Weld World 61:1289–1296
Himmelbauer K (2005) The CMT-process—a revolution in welding technology. IIW Doc XII-1875–05
Pickin CG, Young K (2006) Evaluation of cold metal transfer (CMT) process for welding aluminium alloy. Sci Technol Weld Joi 11(5):583–585
Pang J, Hu S, Shen J, Wang P, Liang Y (2016) Arc characteristics and metal transfer behavior of CMT + P welding process. J Mater Process Technol 238:212–217
Eda S, Ogino Y, Asai S (2020) Numerical simulation of dynamic behavior in controlled short-circuit transfer process. Weld World 64:353–364
Wu Y, Kovacevic R (2002) Mechanically assisted droplet transfer process in gas metal arc welding. P I Mech Eeg B-J Eng 216(4):555–564
Kitamura Y, Yamazaki K, Nakatsukasa S, Ogawa A, Inoue Y (2022) Development of non-short-circuit type wire feed controlled GMAW process. IIW Doc. XII-2514–2022
Zhang YM, Liguo E, Kovacevic R (1998) Active metal transfer control by monitoring excited droplet oscillation. Weld J 77(9):388–395
Acknowledgements
This paper is based on results obtained from a project, JPNP14014, commissioned by the New Energy and Industrial Technology Development Organization (NEDO).
Funding
Open Access funding provided by Osaka University.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission XII—Arc Welding Processes and Production Systems.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Maruyama, T., Ogino, Y. & Sano, T. Visualization and control of the free-flight transfer phenomenon in the wire feed control process. Weld World (2024). https://doi.org/10.1007/s40194-024-01748-y
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40194-024-01748-y