
Indirect Freeze Crystallization—An Emerging Technology for Valuable Resource Recovery from Wastewater


1
Institute for Nanotechnology and Water Sustainability, College of Science, Engineering and Technology, University of South Africa, Private Bag X6, Science Campus, Florida 1709, Gauteng, South Africa
2
ROC Water Technologies, Pretoria 0001, Gauteng, South Africa
*
Author to whom correspondence should be addressed.
Minerals 2024, 14(4), 427; https://doi.org/10.3390/min14040427
Submission received: 13 March 2024
/
Revised: 18 April 2024
/
Accepted: 19 April 2024
/
Published: 20 April 2024
(This article belongs to the Special Issue Acid Mine Drainage: A Challenge or an Opportunity?)
Abstract
:This paper explores the efficiency and potential of indirect freeze crystallization (IFC) as a valuable resource-recovery technology in wastewater treatment, particularly focusing on acid mine water and hazardous material wastewater-treatment plants. Wastewater treatment poses challenges to recovering valuable resources effectively, enforcing the need for sustainable and resource-efficient technologies like freeze crystallization. Through a thorough examination of IFC principles and mechanisms, this paper aims to highlight its applications, advantages, and limitations. The investigation includes a comprehensive literature review and detailed methodology from one of the IFC pilot plants, as well as a critical analysis of the environmental and economic implications of IFC. By addressing scaling challenges in reverse osmosis and proposing an environmentally friendly brine disposal method through IFC, this paper contributes to reducing the environmental footprint associated with wastewater treatment. Additionally, this paper highlights the importance of extracting valuable resources from highly saline water and emphasises the potential economic and environmental benefits of resource recovery, particularly focusing on the promising technology of IFC.
1. Introduction
1.1. Overview
Wastewater treatment is an important aspect of environmental management, yet it comes with challenges to effectively recovering valuable resources. This study explores the existing issues in wastewater treatment (e.g., [1,2,3]), emphasising the need for sustainable and resource-efficient technologies such as freeze crystallization [direct, e.g., vacuum and secondary refrigerant, and indirect, e.g., eutectic, HybridICE, progressive, suspension, and pipe freeze; [4,5,6]]. Wastewater treatment in this context refers to the treatment of mining-influenced water, industrial wastewater, municipal wastewater, and hazardous material wastewater. With the spotlight being on freeze crystallization technologies in this study, pipe freeze crystallization, which is a type of indirect freeze crystallization (IFC) is thoroughly examined [5,7]. Freeze crystallization offers distinct advantages over traditional methods by using the principles of phase separation through controlled freezing. Unlike conventional techniques, such as evaporation ponds or biological processes, freeze crystallization enables the selective recovery of valuable resources from wastewater streams while minimising environmental impact. Specifically, pipe freeze crystallization has emerged as a promising technology due to its ability to separate different components of wastewater into high-purity fractions. Through exploiting the differences in solubility and freezing points of various compounds, pipe freeze crystallization allows for the efficient recovery of salts and clean water, thereby ensuring that wastewater-treatment plants discharge less or no brine in water courses. This review aims to provide a comprehensive overview of indirect freeze crystallization, with a focus on pipe freeze crystallization, highlighting its operational principles, advantages and limitations compared to traditional methods, and highlighting the future prospects for innovation and implementation.
Freeze crystallization technologies can be applied in different wastewater-treatment plants; however, in this study, acid mine water and hazardous material wastewater-treatment plants are the focus, as this is where IFC has been applied by the authors. The assumptions made in this review are based on the small-scale plants in which the authors are involved (A-Thermal/ROC Water Technologies, Midrand, South Africa, and coal mines in the Mpumalanga province of South Africa). In terms of acid mine water, IFC is currently being applied in brines from coal mines, which is generated after reverse osmosis (RO). The concentration of acid mine water is around 5000 mg/L, which is too low for the IFC method to be used. Thus, RO is first applied to acid mine water before IFC can be used; this approach increases the brine concentration to at least 30,000 mg/L. With high-pressure RO, the brine concentration can be as high as 90,000 mg/L. Acid mine water, which is produced when pyrites in coal or gold ore are converted to sulfuric acid and ferrous sulfate [8,9], causes corrosion to equipment (e.g., [10,11]), which is a challenge in many industries and requires immediate attention. When acid water is neutralised with lime, the water becomes oversaturated with respect to gypsum, resulting in gypsum scaling of the equipment. This neutralised water needs to be desalinated so it can be used for domestic and industrial purposes. Reverse osmosis (RO; [12,13]) is used to desalinate this water; however, two common problems are encountered in this process: (i) scaling of membranes with gypsum (e.g., [14,15]) and (ii) disposal of the brine, which is illegal and violates environmental management acts in many countries (e.g., [16]).
Current legislation in many countries requires zero waste disposal at industrial sites; thus, solid and liquid waste streams need to be removed. These challenges can be overcome by using Na2CO3 for neutralisation in the pre-treatment stage [17,18]. Therefore, gypsum formation, which results in gypsum scaling of the membranes, can be avoided, and brine with a high salt concentration can be produced, resulting in a smaller volume of brine. Furthermore, the challenge of brine disposal can be addressed by introducing a freeze crystallization process [4,7,19,20,21,22,23,24], where clean water, Na2SO4 and NaCl salts are recovered from brine. However, Na2SO4 has a low economic value due to its limited market, which represents a challenge to freeze crystallization methodology. Therefore, through thermal processing, Na2SO4 can be converted to Na2CO3, which is used in the manufacturing of detergents, soaps, glass, and paper.
This study is important in the wastewater-management sector, as it introduces novel technological advancements in the treatment of wastewater, such as the incorporation of Na2CO3 in pre-treatment and the development of the freeze crystallization process. Therefore, this study further aligns with the global commitment to environmental sustainability. By addressing scaling challenges in RO and introducing an eco-friendlier brine disposal method through IFC, this study will help in the reduction of the environmental footprint associated with wastewater treatment.
1.2. Importance of Resource Recovery from Wastewater
This study highlights the importance of extracting valuable resources from wastewater, specifically focusing on emerging technologies such as the IFC. Pipe freeze crystallization, which is a type of IFC introduced by Maree [7] is a promising emerging technology for recovering clean water in the form of ice and valuable salts such as Na2SO4 and NaCl. Furthermore, this study underlines the potential economic and environmental benefits of resource recovery, putting the spotlight on IFC. In their study, Randall and Nathoo [20] demonstrated a procedure to recover valuable products such as clean water in the form of ice and salts such as NaCl using the eutectic freeze crystallization technology from RO brine, seawater, and urine “waste” waters.
Resource recovery from wastewater is important for addressing environmental challenges and ensuring sustainable development. By using technologies like IFC, wastewater can be transformed from just a disposal problem into a valuable resource. The recovery of clean water and valuable salts not only solves environmental pollution but also presents economic opportunities for industries. Additionally, the emphasis on resource recovery aligns with the principles of circular economy. This is where waste is minimised, and resources are efficiently utilised. Thus, by prioritising resource recovery in wastewater treatment, a move towards a more sustainable and resource-conscious future is possible.
2. Literature Review
2.1. Current Challenges in Wastewater Treatment
Current wastewater-treatment processes, including mining-influenced water, industrial, hazardous and municipal wastewater, face challenges that drive the need for innovative solutions. With expanding urbanisation and industrial activities, the volume and complexity of wastewater is steadily increasing (e.g., [25]). One pressing challenge is the persistence of emerging contaminants, such as pharmaceuticals and personal care products (e.g., [26,27]), which conventional treatment methods cannot effectively remove. Additionally, nutrient overloads, particularly excessive nitrogen and phosphorus [28], pose a threat to the aquatic systems and accelerate the need for additional advanced treatment strategies such as freeze crystallization technologies. Currently, RO is the preferred method to manage emerging contaminants. However, the resultant brine still contains a considerable amount of salt, and this cannot be discharged to water courses. Therefore, this is where freeze crystallization methods can be applied to ensure that industries do not discharge brine to clean water bodies. Furthermore, the focus on the increasing water-scarcity problem in arid and semi-arid regions such as South Africa increases the need for wastewater treatment to embrace sustainable practices such as freeze crystallization technologies [19,21,22]. Addressing these challenges requires a comprehensive understanding of current issues and treatment methods to act as a solid foundation for more efficient and sustainable wastewater-treatment approaches.
2.2. Existing Resource-Recovery Methods
2.2.1. Introduction
As the water industries see the need to transition towards circular economies, extracting resources from wastewater consistently gains momentum. Several resource-recovery methods have previously been and are continuously being used [29,30], each with its strengths and limitations. Anaerobic digestion, for example, has proven to be effective in producing biogas from organic matter in wastewater (e.g., [31,32]). Meanwhile, membrane technologies enable the selective separation of valuable components as explained in detail by Chen, et al. [33] and Bashiri, et al. [34]. Adsorption processes [35,36] and chemical precipitation methods [37,38] contribute to recovering pollutants while yielding recoverable materials. Despite these efforts, challenges still exist in achieving high selectivity and efficiency. For effective treatment of wastewater, these mentioned methods can be used as pre-treatment to RO; then, freeze crystallization can be applied to ensure effective recovery of salts and clean water.
There has been progress made over the years in developing innovative technologies or approaches to recover products from mining-influenced waters. Some of the conventional approaches and emerging technologies used to recover valuable products and remove metals or potentially toxic elements from mining-influenced waters, particularly acid mine drainage (AMD), include the ferrite process [39], recovery of magnetic adsorbents [40], and the use of magnetic bimetallic materials [41,42]. These methods typically involve chemical processes or adsorption mechanisms to extract valuable resources or mitigate environmental pollution. For example, the ferrite process explored by Igarashi, Herrera, Uchiyama, Miyamae, Iyatomi, Hashimoto, and Tabelin [39] presents a two-step neutralization ferrite-formation process aimed at treating AMD-containing hazardous elements, such as zinc, copper, and arsenic. While this process demonstrates effectiveness in removing these contaminants and stabilizing sludges, it still faces challenges related to the partitioning of hazardous elements, sludge stability, and the influence of coexisting ions.
Similarly, Aghaei, Tadesse, Tabelin and Alorro [41], Aghaei, Wang, Tadesse, Tabelin, Quadir, and Alorro [42] introduce the use of Fe-Al bimetallic materials for Hg removal from mining-influenced waters, showcasing promising results in terms of Hg removal efficiency and the material’s reusability. However, when compared to these conventional methods, pipe freeze crystallization technology offers distinct advantages, especially in the context of brine treatment for resource recovery. Freeze crystallization, particularly pipe freeze crystallization, provides a sustainable and resource-efficient solution for recovering valuable resources from brine, particularly addressing challenges associated with highly saline water. This method can effectively concentrate dissolved substances in wastewater streams, allowing for the recovery of valuable resources, such as salts and clean water. Additionally, the method’s ability to selectively crystallize specific compounds enhances the efficiency of resource-recovery processes, making it a promising technology for the treatment of various wastewater types, including acid mine water.
2.2.2. Evaporation Ponds
Natural evaporation ponds for brine storage and treatment in South Africa and mining-dominated countries is a widely used methodology, but it is deemed inadequate in terms of environmental safety and human health. Charisiadis [43] characterises these ponds as shallow, earthen basins, specifically constructed to exploit solar irradiation for concentrate evaporation. It is important to incorporate impermeable linings to protect the underlying aquifer, with a dual lining being obligatory for highly contaminating metals [44,45]. This necessity extends to ponds used for acid mine drainage from coal and gold mines characterised by high concentrations of Fe and sulfide minerals. Evaporation induces the precipitation of mineral concentrates, yielding salt crystals that are subsequently collected and disposed of (Figure 1). The depth of the freeboard and the extent of the open surface area are pivotal design considerations, ensuring resilience during unforeseen and critical scenarios.
These evaporation ponds find optimal suitability for the disposal of saline wastewater in arid, warm climates characterised by high evaporation rates. Charisiadis [43] categorises them into conventional types (solely for disposal purposes) and solar salinity gradient types (for electricity generation using solar energy). It is important to enforce leak-detection mechanisms and groundwater-monitoring systems to mitigate the contamination of water systems. Ahmed, Shayya, Hoey, and Al-Handaly [44] highlight the necessity for mechanically robust, impermeable liners, along with meticulous joint sealing and continuous monitoring of reservoir parameters, including the installation of sensors for real-time data transmission to the central controlling server. The increasing number and size of desalination plants, coupled with increasingly stringent discharge regulations, pose a persistent challenge in saline wastewater management, as explained by El-Naas [46]. In their investigation, Amma and Ashraf [47] explained the factors influencing disposal costs, which include treatment efficacy, concentrate quality, and technology adoption. Evaporation ponds show several disadvantages when compared to freezing methods (e.g., [48]). Therefore, the industry is driven to explore alternative avenues for the recovery of valuable resources from brine, aligning with the proposed cost-effective saline wastewater-treatment technology explained in this study.
2.2.3. Biological Processes
Biological processes play a key role in the treatment of wastewaters, particularly in the removal of organic matter, suspended solids, and various pollutants. These processes rely on microorganisms that break down colloidal and dissolved organic matter as their source of nutrients [49]. Typically applied in municipal and industrial wastewater treatment, biological processes offer an effective means of wastewater purification. However, they may not be suitable for certain types of wastewaters, like mining-influenced water, limiting their applicability compared to freeze crystallization technologies. Despite their effectiveness, biological processes have drawbacks, such as high energy consumption in aerobic conditions, the formation of solids requiring disposal, production of noxious compounds and aerosols, susceptibility to chemicals, and relatively slower treatment rates compared to other processes such as chemical ones [50].
2.2.4. Membrane Processes
Membrane processes have a long history, dating back to the 1960s when they were first used for water treatment. However, despite their early introduction, they have not gained significant traction and are rarely implemented in practical treatment plants. Membranes serve as a separation technology primarily used for the separation of salts from brines (e.g., [51]). The primary objective in membrane manufacturing is to produce robust membranes capable of enduring high permeate influx while exhibiting a high degree of selectivity. Typically, membranes are composed of thin layers of material with a specific range of pore sizes. Various materials are used in the design and fabrication of membranes, differing in physical structure and chemical composition. However, the key distinguishing factor among membranes lies in the mechanism by which separation is achieved [52]. One major drawback of membrane processes is the reliance on labour-intensive trial and error during fabrication and design, leading to membranes being less favoured within the wastewater-treatment sector.
2.2.5. Sorption Processes
Sorption processes are commonly used in wastewater treatment for the removal of contaminants from aqueous solutions. These processes involve the transfer of pollutants from the liquid phase onto a solid surface, known as the sorbent. Sorption mechanisms include adsorption, where contaminants adhere to the surface of the sorbent through physical or chemical interactions [53], and absorption, where contaminants are taken up into the structure of the sorbent material [49]. Various sorbents can be applied in wastewater treatment, ranging from natural materials like activated carbon, zeolites, and clay minerals to synthetic polymers and resins. The selection of sorbent depends on factors such as the type and concentration of contaminants, the desired removal efficiency, and cost considerations. Challenges, such as sorbent regeneration, disposal of spent sorbents, and potential leaching of contaminants from saturated sorbents, need to be addressed to ensure the sustainability of sorption-based treatment methods [54].
2.2.6. Chemical Processes
Chemical processes are fundamental components of wastewater treatment, involving the use of chemical reactions to remove contaminants and improve water quality. These processes consist of a lot of methods, including coagulation, precipitation, oxidation reduction, and disinfection. Coagulation is a chemical process where coagulants, such as Al2(SO4)3 or FeCl3, are added to wastewater to break down suspended particles and facilitate their aggregation into larger particles [55]. Precipitation involves the addition of chemicals, such as lime, to induce the formation of insoluble compounds and ultimately remove dissolved contaminants through precipitation reactions [56]. Oxidation-reduction (redox) processes involve the transfer of electrons between chemical species, leading to the conversion of pollutants into less harmful or more easily removable particles. Examples of redox processes include the use of chlorine or ozone for disinfection, as well as advanced oxidation processes like UV/hydrogen peroxide or ozone/hydrogen peroxide for the degradation of organic pollutants [57]. While chemical processes offer effective solutions for pollutant removal, careful consideration must be given to factors such as chemical dosage, reaction kinetics, and the generation of potentially harmful by-products to ensure the sustainability and environmental safety of wastewater-treatment operations.
2.3. Freeze Crystallization
2.3.1. Background
Freeze crystallization is an important method for separating clean water from salt solutions by forming ice crystals and crystallizing the salt, in which ice is, therefore, melted to purify the water. Discovered by Thomas Bartolinus in 1680, it gained commercial traction in the 1950s [58] through advancements proposed by Karnofsky and Steinhoff [59] and Wiegandt, et al. [60]. The principle that drives this method revolves around crystallization, isolating impurities through ions during slow freezing. It involves freezing a solution and forming ice crystals while concentrating contaminants in the remaining solution [61]. Therefore, clean water is recovered by disintegrating, washing, and melting the ice crystals.
The freeze crystallization approach is cheaper and does not require a lot of equipment to implement, i.e., it involves unit operations like heat exchangers, crystallizers, separators and melters, which ultimately form an integrated wastewater-purification system [5,19]. Its benefits include low energy requirements when compared to other methods such as evaporation systems. Additionally, it is a chemical-free separation method and offers simultaneous crystallization and recovery of water (ice) and salt.
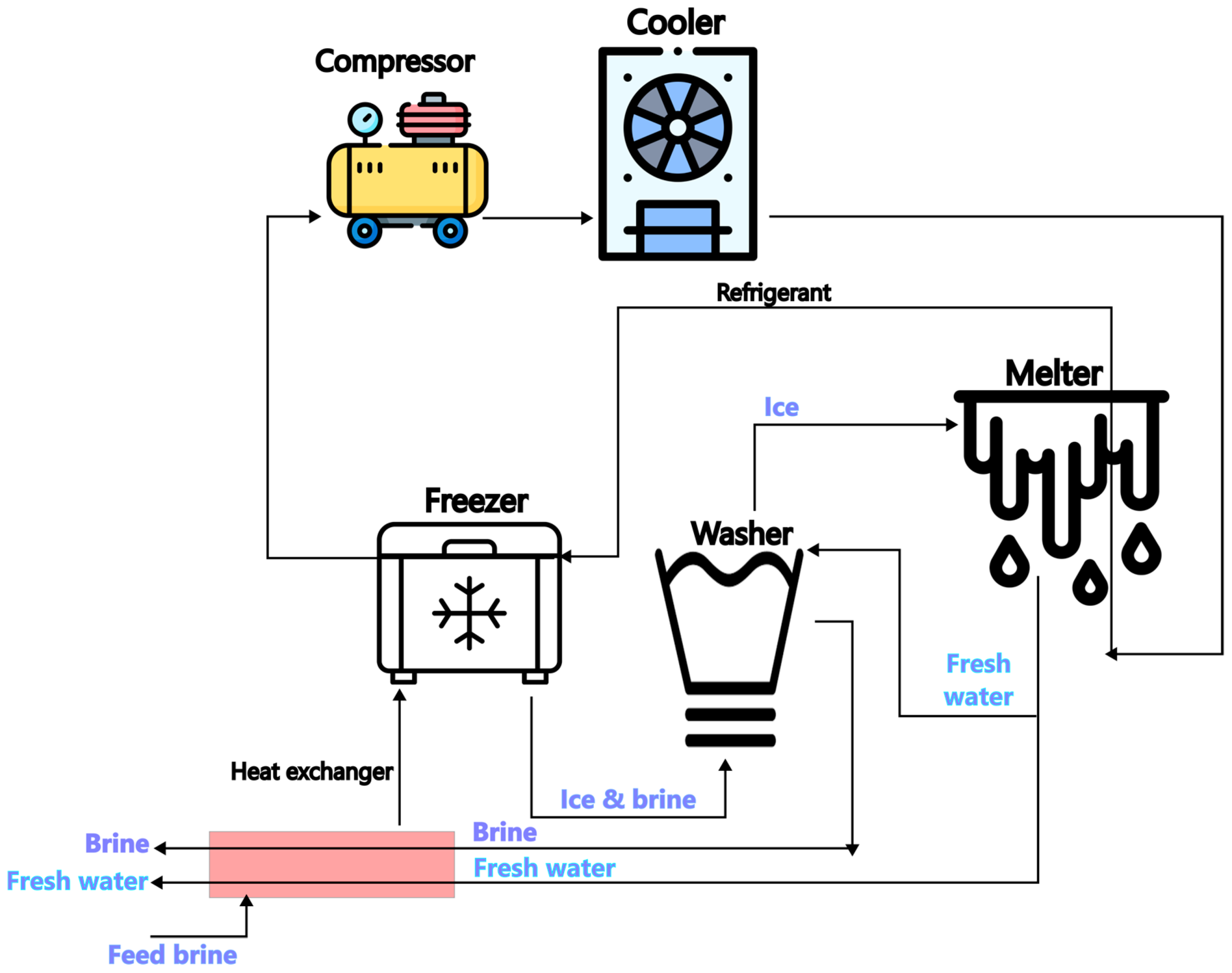
The method of indirect freeze crystallization (IFC) involves the usage of physical barriers to isolate saline wastewater from the refrigerant, whereby ice crystals nucleate on surfaces through mechanical refrigeration. Heat transfer occurs across heat-exchanger boundaries, thereby facilitating the formation of ice crystals [62]. In its mechanism, IFC consists of both progressive freeze crystallization occurring on a chilled plate [63] and suspension freezing, offering adaptable solutions for the treatment of saline wastewater (Figure 2; [24]). This approach offers advantages, such as controlled energy transfer and minimised equipment movement, thereby enhancing its efficacy.
The processes in direct freezing are like the general freeze crystallization processes where a solution undergoes freezing [23]. By maintaining supersaturation conditions, nucleation and crystal growth are therefore enabled, which is an important step in the process [64]. The selection of a refrigerant with precise attributes is crucial, including a freezing point of −4 °C or below (operating under these conditions minimises energy usage), along with characteristics such as non-toxicity, immiscibility with water, non-flammability, and chemical stability. The refrigerant, introduced in liquid form at the base of the crystallizer and exiting as vapour at the top, undergoes expansion through a nozzle, thereby vaporising and precipitating ice or solute crystals within the process solution (Figure 3; [65]).
By comparing existing resource-recovery methods with (pipe) freeze crystallization, it becomes evident that traditional techniques often fall short of achieving the level of selectivity and efficiency required for sustainable wastewater treatment. While evaporation ponds and biological processes have been widely employed, they suffer from limitations, such as low recovery rates, high energy consumption, and environmental concerns associated with residual brine discharge. Membrane processes, although effective in certain applications, may not be suitable for treating complex wastewaters containing high concentrations of dissolved solids. In contrast, the pipe freeze crystallization method offers the advantage of simultaneous separation and recovery of multiple components, making them particularly well-suited for handling concentrated brines. In addition, the operational flexibility and scalability of pipe freeze crystallization provide versatility in addressing diverse wastewater streams. This method enables the recovery of high-purity products with minimal energy input and environmental impact. Through exploring the advancements and applications of freeze crystallization in wastewater treatment, this review aims to bridge the gap between theoretical understanding and practical implementation, paving the way for more efficient and environmentally friendly resource-recovery processes.
Recent reviews on freeze crystallization methods, such as those by Janajreh, Zhang, El Kadi, and Ghaffour [5] and Randall and Nathoo [4], have provided valuable insights into the principles and applications of various freeze crystallization techniques. Janajreh, Zhang, El Kadi, and Ghaffour [5] focused primarily on the theoretical aspects of freeze crystallization and its applications in separation processes, while Randall and Nathoo [4] explored the specific method of eutectic freeze crystallization and its potential for treating saline wastewaters. However, these reviews did not explore the unique characteristics and applications of pipe freeze crystallization, which is the focal point of this manuscript. Pipe freeze crystallization, introduced by Maree [7], offers a distinct approach to treating saline wastewaters by using indirect freezing to separate salts and clean water.
2.3.2. Indirect Freeze Crystallization
Progressive Freeze Crystallization
Progressive freeze concentration (PFC) entails the formation of large single crystals of ice on the system, which allows them to grow on a cooling surface, facilitating easy separation between the ice crystals and the mother liquor. It is a type of freeze concentration process that involves the production of ice crystals layer by layer on a surface that is cooled until a large, single-crystal block is formed [66].
The concentration efficiency of the process is proven to be higher when the process is taking place under appropriate operating conditions with a low crystal rate; however, in addition to that, the purity of the crystals of ice produced by the PFC process is high. The large, single-crystal block makes it easy to separate the crystal from the mother liquor, thus resulting in a maintenance cost that is low. Separation of the concentrate from crystals of ice in some PFC is achieved by means of gravity, and no devices for separation, such as wash columns, centrifuges, or pressers, are required. The conventional PFC is also associated with the production of ice of higher purity but with lower productivity than suspension freeze concentration [66]. The main disadvantage of PFC is that, during the formation of ice crystals, impurities are entrapped within the ice-crystal structure, thus making the process inefficient compared to suspension freeze concentration [67].
Suspension Freeze Crystallization
Suspension freeze crystallization (SFC), which is mostly used in the food-processing industry, forms several ice crystals, which can be obtained by applying a scraper mechanism on the cooling surfaces and a stirrer to distribute the cool energy through the total solution. Van der Ham, Witkamp, de Graauw, and van Rosmalen [21] observed that rapid nucleation and crystal formation result in impure ice crystals due to fast growth. This problem can be solved by making provision for slow crystal growth in a separate tank with a long residence time. The addition of ice seed crystals also contributes to a better-quality ice during batch operations, as it suppresses secondary nucleation [68,69]. Crystals with a small particle size are preferred over crystals with a larger particle size for several reasons, including (i) to provide a larger number of seed particles that could prevent the formation of new nucleation sites [70] and (ii) to allow a rapid rate of crystallization [68].
Seeding needs to be applied shortly after the solubility of ice or salt is exceeded to avoid the metastable limit. Lewis, Nathoo, Thomsen, Kramer, Witkamp, Reddy, and Randall [22] have used a cooling rate of 15 °C/h to 6 °C/h to avoid secondary nucleation. During SFC, the formation of two ice particles takes place in two process stages in the suspension of the in-process saline wastewater. During the first stage, ice crystals are generated in the ice nucleator and are then moved to the re-crystallizer, where the development of the petite crystals takes place through the principle of Ostwald ripening [62]. SFC yields small ice crystals in the suspension of the process mother liquor and is mainly characterised by the formation of the size distribution of crystals growing isothermally. The system for SFC consists of crystallization, growth, and ice crystal separation where a scrapped surface heat exchange and a re-crystallizer are involved.
Some disadvantages associated with SFC include poor energy utilisation due to isolation of the cooling surfaces with an ice layer, limited size of crystals, low purity of the formed ice, and high investment costs, and separation of the concentrated liquid from the ice crystals also poses a challenge [66].
Eutectic Freeze Crystallization
Eutectic Freeze Crystallization operates by segregating aqueous solutions into ice and solidified solutes, functioning at the eutectic point. This point signifies equilibrium among ice crystals, salt, and a solution with a specified concentration [24,71,72,73]. The gradual freezing of a solution containing dissolved impurities leads to ice-crystal formation on the surface, thereby enriching the remaining solution with contaminants. The procedure yields nearly clean water by isolating, rinsing, and washing the ice crystals, thereby leaving behind a solution comprising pure salt, which crystallizes at the eutectic temperature (Figure 4A; [21,74,75]). Understanding the eutectic concentration and temperature is imperative for operational success. The procedure involves chilling a diluted solution to initiate ice crystallization, followed by further cooling to reach the eutectic point, facilitating concurrent ice and salt crystallization (Figure 4B).
HybridICE Freeze Crystallization
Mtombeni [76] assessed the HybridICE freeze crystallization technique. This innovative approach involves the mechanical scraping of ice crystals from a rotating chilled surface. The HybridICE setup integrates a refrigeration unit with a scrapped surface heat exchanger. Using a closed-loop system for the circulation of saline wastewater ensures the continuous extraction of pure water in the form of ice crystals from the concentrate [6,76,77]. The procedure involves phases for ice-crystal nucleation and ripening, followed by the transfer of a slurry to an ice filter for recrystallization. The HybridICE technology enables the production of pure ice without necessitating washing, highlighting efficiency in the desalination process (Figure 5).
2.3.3. Direct Freeze Crystallization
Vacuum Freeze Crystallization
Vacuum Freeze Crystallization uses a high vacuum to induce water evaporation, thereby facilitating ice crystallization through the reduction of solution temperature [78]. Widely applied in the food, chemical, and pharmaceutical sectors, this technique effectively segregates and purifies solids from liquids. Ice crystals form under conditions of low temperature and pressure, initially freezing the solution into a solid mass [79]. Subsequent placement of the frozen mass within a vacuum chamber, under reduced temperature and pressure, prompts the ice to transition directly from solid to vapour without undergoing melting. Following this sublimation process, a concentrated solution remains, containing the desired solids. While this method offers advantages, such as preserving the crystal structure and shape and yielding high-purity solids, its slow process and substantial development expenses pose significant limitations [65].
Secondary Refrigerant Freeze Crystallization
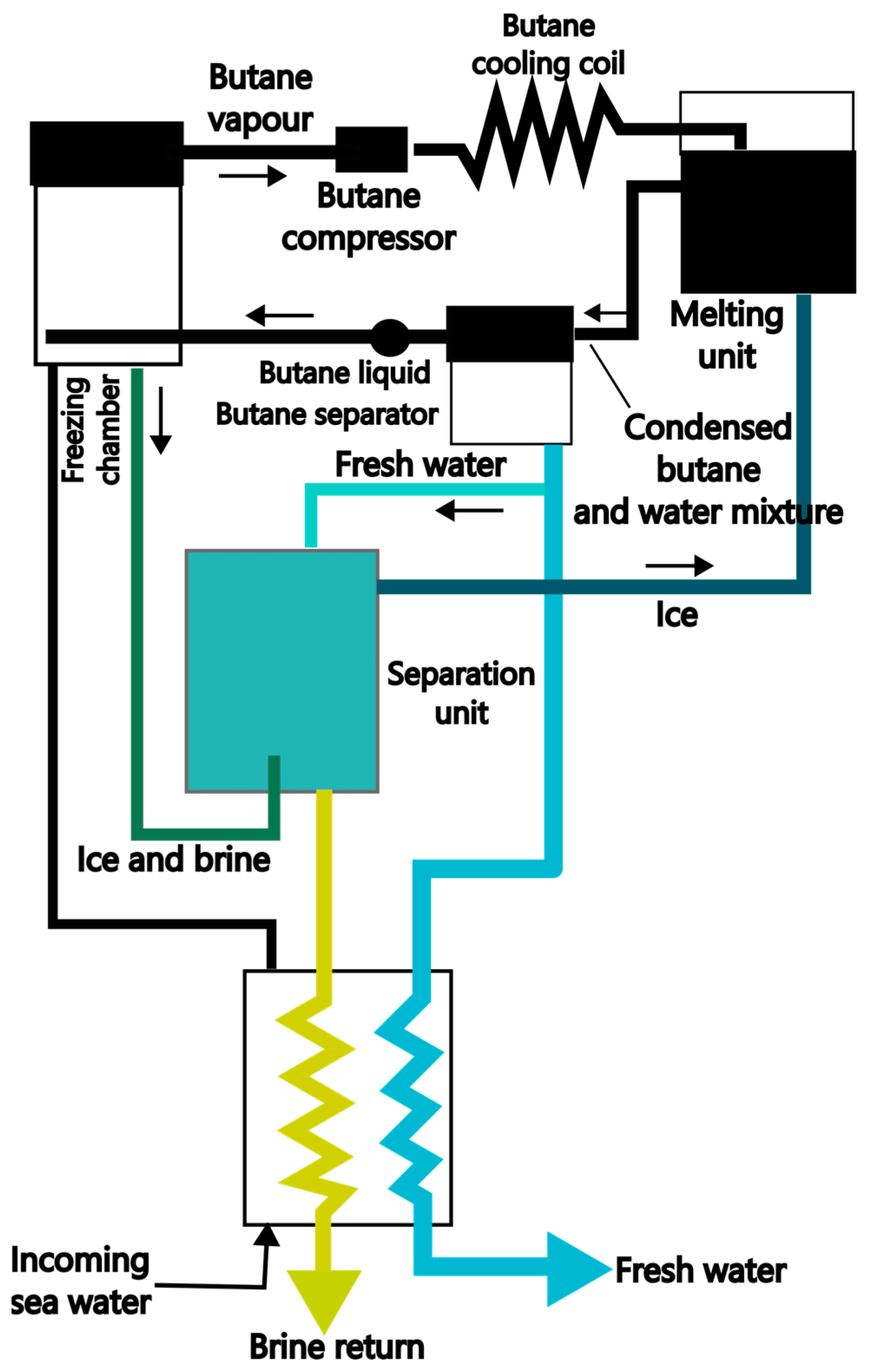
The mechanism of secondary refrigerant freezing involves the interaction between highly saline water and an immiscible refrigerant, thereby initiating ice-crystal formation through the refrigerant’s evaporation. This technique makes use of butane due to its boiling point’s proximity to that of water. Its operational concept centres on circulating highly saline wastewater within a closed-loop system through heat exchangers, facilitating the ongoing extraction of pure water in the form of ice crystals from the concentrate (Figure 6; [80]).
2.4. Indirect (Pipe) Freeze Crystallization—Principles and Mechanisms
Indirect (pipe) freeze crystallization (IFC) principles are based on the basics of freeze crystallization but with a distinctive indirect approach. As wastewater undergoes controlled freezing, ice crystals form, acting as carriers for targeted contaminants and valuable resources [23,81]. The indirect nature of IFC involves the subsequent separation of these ice crystals from the liquid phase, offering an efficient method of resource recovery. These principles aim at exploiting the differential solubilities of various components in wastewater at freezing temperatures. The IFC process is thus controlled by the solubility properties, i.e., the maximum quantity of a substance that can completely dissolve in each solvent amount [6,82]. The solubility of various salts recovered through the freezing process, including Na2SO4 and NaCl, varies with temperature and concentration. In all the cases of the freezing process, different hydrated forms of Na2SO4 are found, with solubility decreasing with a decreasing temperature. Additionally, Na2SO4 solubility decreases with the presence of NaCl.
Crystallization, an important process of freeze crystallization, produces crystalline material from a gas or liquid depending on the limited solubility of the solutes under specific conditions. Furthermore, the freeze crystallization process begins with achieving supersaturation, where the difference in solute concentration between a supersaturated state and a saturated solution drives crystallization. Supersaturation is regulated through cooling, representing the thermodynamic driving force for crystallization [83]. Through careful control of freezing conditions, IFC facilitates the selective crystallization of components, making it an efficient solution to simultaneously solve pollution challenges and recover valuable resources from wastewater.
3. Methodology
3.1. Experimental Setup of Pipe Freeze Crystallization
The experimental setup for IFC at the A-Thermal/ROC Water Technologies treatment plant involves several key components: a chiller, cooling reactor, clarifier (Figure 7), and ice separator (which will be involved in the current upgrade of the plant). Currently, the plant only recovers Na2SO4; however, the experimental setup explained in this review covers all the components including the ice separator. These components work collaboratively to facilitate the brine-treatment process efficiently. The chiller functions to decrease the temperature of the brine solution, ensuring the precipitation of Na2SO4 and ice formation during the freeze crystallization process. Operating alongside the chiller, the cooling reactor provides controlled cooling conditions, essential for optimal Na2SO4 separation and recovery. After the crystallization step, the clarifier separates solid crystals from the liquid brine, enhancing the Na2SO4 recovery process. Additionally, the ice separator helps in the separation of ice from the brine solution, allowing for the recovery of clean water and concentrated NaCl. This integrated system is designed to maximise product recovery while minimising waste during brine treatment.
In addition to these, the experimental setup uses OLI software (version 11.5.1.7) to predict the behaviour of various compounds within the solution. Using advanced computational models and algorithms, OLI software accurately simulates and analyses the interactions between different chemical species in aqueous environments. By forecasting factors such as solubility, speciation, and phase equilibria, OLI software provides insights into compound behaviour under diverse conditions. This understanding helps with informed decision-making and optimisation of the treatment process, ensuring efficient operation of the IFC plant.
In the ongoing upgrade of the IFC plant at A-Thermal/ROC Water Technologies, the experimental setup will incorporate instrumentation for real-time monitoring and control of the process parameters. Sensors will be strategically placed throughout the system to measure variables, such as temperature, pressure, flow rates, and concentrations of key compounds. This data will continuously be fed into a central control system, which will dynamically adjust the operating conditions to maintain optimal performance. Additionally, the control system will be equipped with algorithms that enable predictive maintenance, allowing for proactive identification and resolution of potential issues before they affect the efficiency of the treatment process. This integration of advanced instrumentation and control technologies will enhance the reliability and effectiveness of the IFC plant, ensuring consistent and high-quality product recovery while minimising downtime and operational costs.
3.2. Processes
To manipulate the cooling rate and residence time in the heat exchanger, a recycle pump capable of achieving a flow rate of 1500 L/h is used in various settings. Different pipe lengths ranging from 180 to 360 m are used for cooling purposes, and the optimal residence time is determined at each length. Additionally, a 15 kW chiller at a −6 °C set-point is used to cool a secondary refrigerant, consisting of a water–methanol mixture, to temperatures between −1 and −4 °C. The Na2SO4-rich brine is subsequently cooled to temperatures ranging from 5 to −3 °C by passing it through the heat exchanger at varying flow rates to ensure the ideal residence time for Na2SO4 recovery. Further cooling of the brine to temperatures between −4 and −6 °C in the upgraded plant will facilitate ice formation for the recovery of clean water.
For future applications, the feed and recycle pump flow ratio will be manipulated to determine the required flow rates to yield crystal growth that can result in clean ice. The slurry from the heat exchanger is directed into the clarifier, allowing separation through settling, as the denser salt crystals settle out. Regarding ice formation, the ice slurry will be pumped directly into the ice separator, where the ice will be trapped on the net, while impurities are filtered out, resulting in clean ice. Temperature monitoring of the feed before and after the heat exchanger, as well as the secondary refrigerant before and after the cooling reactor, are conducted. Additionally, an electrical energy meter is used to assess the energy consumption of the chiller throughout the experimental processes.
4. Advantages and Limitations
From an environmental perspective, the implementation of freeze crystallization, particularly pipe freeze crystallization, offers significant advantages over traditional methods by reducing the discharge of brine and harmful contaminants into water bodies. Through selectively recovering salts and clean water in the form of ice, freeze crystallization minimises the environmental impact of wastewater-treatment processes and mitigates the risk of water pollution. Furthermore, the potential for resource recovery from concentrated brines enhances the sustainability and circularity of industrial operations. However, despite its numerous benefits, freeze crystallization also presents certain limitations and challenges that need to be addressed for practical implementation. These include the high energy requirements associated with freezing and thawing cycles, the need for specialised equipment and infrastructure, and the potential for fouling and scaling in the crystallization chambers. Additionally, the economic feasibility of freeze crystallization compared to traditional methods depends on factors such as capital investment, operational costs, and market demand for recovered products.
Assessing the environmental effects of freeze crystallization technologies is important in determining its sustainability and ecological footprint. Freeze technologies have several environmental advantages, primarily in their ability to minimise chemical usage in wastewater treatment (e.g., [4,24]). Through the conduction of resource recovery in a controlled manner, freeze crystallization contributes to reduced discharge of harmful substances into the environment. Furthermore, this process uses energy efficiently, as the latent heat released during freezing is used for crystallization [84]. However, before freeze crystallization can be applied, comprehensive evaluation and proper planning are required to understand the potential limitations, such as the energy consumption associated with refrigeration and the nature of residual brine from the process.
Examining the economic implications of freezing technologies is important for determining their feasibility and practical application. Freezing technologies present economic advantages through their dual benefits of wastewater treatment and resource recovery [4,85]. The reduction in illegal disposal costs, coupled with the potential revenue generation from recovered resources enhances its economic viability. However, challenges exist, including the initial capital investment for implementing freeze crystallization (IFC) technology and the operational costs associated with refrigeration and equipment maintenance; but, the economic benefits outweigh the challenges. In the process of implementing IFC, a thorough cost–benefit analysis is imperative to highlight the economic dynamics, ensuring that the advantages outweigh the limitations and justifying the adoption of IFC in various wastewater-treatment scenarios.
The cost–benefit analysis of pipe freeze crystallization compared to other methods for treating brine shows significant cost savings and potential revenue generation. Pipe freeze crystallization incurs a cost of ZAR 496.67/t compared to ZAR 2500/t for disposal at toxic waste-disposal sites, highlighting a substantial cost advantage. Thus, ZAR 496.67/t is the total running cost, which includes capital redemption, electricity, labour, maintenance, and chemical costs, which is significantly lower than the disposal cost of ZAR 2 500/t (Table 1). Additionally, the potential for processing recovered Na2SO4 into saleable forms like Na2CO3, with a selling price of ZAR 10,000/t compared to Na2SO4’s ZAR 700/t, presents an additional avenue for revenue generation, further enhancing the economic viability of pipe freeze crystallization.
The capital cost of establishing a pipe freeze crystallization plant, estimated at ZAR 1,500,000 for a 100 kg/h ice plant, translates to a capital redemption cost of ZAR 218.06/m3 over 120 months at a 5% interest rate (Table 2). Despite this initial investment, the long-term operational savings and revenue potential outweigh the capital expenditure, making pipe freeze crystallization a cost-effective and financially viable solution for brine treatment.
5. Future Prospects
As the demand for sustainable wastewater-treatment solutions continues to grow, the development and optimization of freeze crystallization technologies hold promise for addressing emerging challenges and opportunities in resource recovery. Emerging trends in freeze crystallization research, such as the integration of novel materials and process innovations, offer potential improvements in efficiency, selectivity, and scalability. Additionally, advancements in modelling and simulation techniques enable researchers to better understand the complex phenomena involved in freeze crystallization and optimise process parameters for specific applications. Furthermore, ongoing research efforts focus on enhancing the economic viability and practical feasibility of freeze crystallization technologies through process intensification, energy optimization, and integration with the existing wastewater-treatment infrastructure. Through leveraging synergies between freeze crystallization and complementary technologies, such as membrane filtration and ion exchange, hybrid approaches that maximize resource recovery while minimising environmental impact can be developed. Additionally, the exploration of novel applications, such as the treatment of emerging contaminants and the recovery of valuable by-products, opens new avenues for innovation and commercialisation in the field of wastewater treatment and resource recovery.
It is crucial to stay up to date with the continuous advancements in technologies used for resource recovery. As technology continually evolves, emerging trends in resource recovery accelerate innovations in selective extraction methods and enhanced usage of recovered materials [86,87]. Integration of advanced sensors, artificial intelligence, predictive machine-learning (ML) models and automation can advance the technologies [88,89], optimising the efficiency of resource-recovery processes. For example, predictive ML models can be used to forecast the chemistry of wastewater which will be pumped from the main source to the treatment plant (e.g., [89,90]) and membranes can be developed based on this information. The combination of efficient membranes with freeze technology can ensure that wastewater is treated effectively and efficiently. The exploration of similarities between different recovery technologies could lead to novel and comprehensive solutions. Evaluating these emerging trends ensures that wastewater-treatment strategies align with the evolving needs of sustainable resource management.
Identifying areas of potential improvement in IFC is crucial for refining its efficacy and expanding its applicability. Ongoing research aims to enhance the scalability of IFC technology, making it feasible for large-scale wastewater-treatment plants. Improvements in refrigeration technology and system design are explored to minimise energy consumption and operational costs [6,91]. Additionally, understanding the kinetics and dynamics of IFC at varying scales provides insights into optimising the process. Furthermore, collaborative efforts between researchers and industry are vital for unlocking the full potential of IFC and addressing challenges for its integration into future wastewater-treatment frameworks.
6. Conclusions and Recommendations
Indirect freeze crystallization stands out as a promising technology for wastewater treatment, particularly for addressing the challenges associated with resource recovery and environmental sustainability. Through a thorough exploration of IFC principles, mechanisms, and applications, it is evident that this innovative approach offers important advantages over traditional methods for the treatment/disposal of highly saline solutions. IFC not only enables the efficient recovery of valuable resources, such as clean water and salts, from highly saline solutions but also minimises environmental impacts by reducing energy consumption and waste generation. By addressing scaling challenges in RO (to produce brine with high salt concentrations) and providing an environmentally friendly solution for brine disposal, IFC aligns with global commitments to environmental sustainability and circular economy principles.
Despite its potential, IFC still faces challenges that need to be addressed to realise its full benefits. These include the need for further research and development to optimise system design, enhance resource-recovery rates, and improve economic viability. Additionally, efforts are needed to explore new markets and applications for recovered salts to maximise their economic value. Based on the findings presented in this study, several recommendations can be proposed to further advance the utilisation of IFC as a sustainable and efficient technology for wastewater treatment. There is a critical need for continued investment in research and development to optimise IFC systems and enhance their performance. This includes exploring advanced refrigeration technologies, developing novel materials for heat exchangers and crystallizers and improving process control and automation.
Efforts should be directed towards market research and commercialisation to identify new applications and markets for recovered salts. Collaborations with industry partners and stakeholders can accelerate the commercialisation of IFC technology and drive market adoption. Through this approach, market needs and preferences can be better understood, and the economic value of recovered salts can be enhanced which will ensure the long-term viability of IFC systems.
Policy and regulatory support are also essential to incentivise the adoption of IFC technology and promote sustainable wastewater-management practices. Governments and regulatory bodies should provide financial incentives and regulatory guidance and facilitate technology transfer and adoption. This can help in overcoming barriers to implementation and encourage widespread adoption of IFC technology. Collaboration and partnerships between academia, industry, and government are essential to drive innovation, overcome technical challenges, and promote the widespread adoption of IFC technology. This approach can ensure that stakeholders leverage their expertise and resources to accelerate the development and deployment of IFC solutions.
Author Contributions
Conceptualization, Writing—original draft, reviewing and editing, Investigation, Methodology: K.S.M.; Methodology, Writing—reviewing and editing: M.M. All authors have read and agreed to the published version of the manuscript.
Funding
This work is based on research supported by the DTI under THRIP, ROC Water Technologies, TIA South Africa Seed Fund, F’SAGRI and NIPMO, who sponsored the grant for the innovation award of 2021 NSTF-South32, which was received by ROC Water Technologies.
Acknowledgments
This work is based on research supported by the Department of Trade and Industry (DTI) under the Technology and Human Resources for Industry Programme (THRIP), ROC Water Technologies, Technology Innovation Agency (TIA) South Africa Seed Fund, French South African Agricultural Institute (F’SAGRI), and National Intellectual Property Management Office (NIPMO), who sponsored the grant for the innovation award of 2021 NSTF-South32, that was received by ROC Water Technologies. We thank the University of South Africa (UNISA), the Institute for Nanotechnology and Water Sustainability for providing us with research facilities. Thanks to the anonymous reviewers and academic editors who provided valuable comments which helped improve this paper.
Conflicts of Interest
The authors declare that this study received partial funding from ROC Water Technologies which developed the pipe freeze crystallization technology with patent registration numbers: 2019/03795 for the Republic of South Africa, 201204324 (pending) for Australia, 3,092,764 (pending) for Canada, and 17/027,873 (pending) for the United States of America. However, the company was not involved in the preparation and finalization of this study such as study design, methodology, the writing of this review or the decision to submit it for publication.
References
- Herrera-Navarrete, R.; Colín-Cruz, A.; Arellano-Wences, H.J.; Sampedro-Rosas, M.L.; Rosas-Acevedo, J.L.; Rodríguez-Herrera, A.L. Municipal Wastewater Treatment Plants: Gap, Challenges, and Opportunities in Environmental Management. Environ. Manag. 2022, 69, 75–88. [Google Scholar] [CrossRef] [PubMed]
- Hosomi, M. New Challenges on Wastewater Treatment. Clean Technol. Environ. Policy 2016, 18, 627–628. [Google Scholar] [CrossRef]
- Parde, D.; Behera, M. Challenges of Wastewater and Wastewater Management. In Sustainable Industrial Wastewater Treatment and Pollution Control; Shah, M.P., Ed.; Springer: Singapore, 2023; pp. 229–255. [Google Scholar] [CrossRef]
- Randall, D.G.; Nathoo, J. A Succinct Review of the Treatment of Reverse Osmosis Brines Using Freeze Crystallization. J. Water Process. Eng. 2015, 8, 186–194. [Google Scholar] [CrossRef]
- Janajreh, I.; Zhang, H.; El Kadi, K.; Ghaffour, N. Freeze Desalination: Current Research Development and Future Prospects. Water Res. 2023, 229, 119389. [Google Scholar] [CrossRef] [PubMed]
- Mtombeni, T.; Maree, J.P.; Zvinowanda, C.M.; Asante, J.K.O.; Oosthuizen, F.S.; Louw, W.J. Evaluation of the Performance of a New Freeze Desalination Technology. Int. J. Environ. Sci. Technol. 2013, 10, 545–550. [Google Scholar] [CrossRef]
- Maree, J.P. Pipe Freeze Crystallization. Patent RSA No: 2019/03795, Australia No: 201204324 (pending), Canada No: 3,092,764 (pending), USA No: 17/027,873 (pending), 25 August 2021. [Google Scholar]
- Nordstrom, D.K. Mine Waters: Acidic to Circumneutral. Elements 2011, 7, 393–398. [Google Scholar] [CrossRef]
- Schmiermund, R.L.; Drozd, M.A. Acid Mine Drainage and Other Mining-Influenced Waters (Miw). In Mining Environmental Handbook: Effects of Mining on the Environment and American Environmental Controls on Mining; Marcus, J.J., Ed.; Imperial College Press: London, UK, 1997; pp. 599–617. [Google Scholar]
- Fortes, J.C.; Dávila, J.M.; Sarmiento, A.M.; Luís, A.T.; Santisteban, M.; Díaz-Curie, J.; Córdoba, F.; Grande, J.A. Corrosion of Metallic and Structural Elements Exposed to Acid Mine Drainage (Amd). Mine Water Environ. 2020, 39, 195–203. [Google Scholar] [CrossRef]
- Fortes, J.C.; Castilla-Gutierrrez, J.; Sarmiento, A.; Grande, J.A. Corrosion of Carbon Steel in Extreme Environments by Acid Mine Water: Experimental Study of the Process Using a Factorial Analysis Tool. Minerals 2022, 12, 1030. [Google Scholar] [CrossRef]
- Greenlee, L.F.; Lawler, D.F.; Freeman, B.D.; Marrot, B.; Moulin, P. Reverse Osmosis Desalination: Water Sources, Technology, and Today’s Challenges. Water Res. 2009, 43, 2317–2348. [Google Scholar] [CrossRef]
- Sherwood, T.K.; Brian, P.L.T.; Fisher, R.E. Desalination by Reverse Osmosis. Ind. Eng. Chem. Fundam. 1967, 6, 2–12. [Google Scholar] [CrossRef]
- Wang, Y.-N.; Järvelä, E.; Wei, J.; Zhang, M.; Kyllönen, H.; Wang, R.; Tang, C.Y. Gypsum Scaling and Membrane Integrity of Osmotically Driven Membranes: The Effect of Membrane Materials and Operating Conditions. Desalination 2016, 377, 1–10. [Google Scholar] [CrossRef]
- Mi, B.; Elimelech, M. Gypsum Scaling and Cleaning in Forward Osmosis: Measurements and Mechanisms. Environ. Sci. Technol. 2010, 44, 2022–2028. [Google Scholar] [CrossRef]
- Department of Environmental Affairs. National Environmental Management: Waste Act, 2008 (Act No. 59 of 2008): Landfill, National Norms and Standards for Disposal of Waste to Landfill; Government of South Africa: Pretoria, South Africa, 2013. [Google Scholar]
- Kaur, K.; Phutela, U.G. Sodium Carbonate Pretreatment: An Approach towards Desilication of Paddy Straw and Enhancement in Biogas Production. Paddy Water Environ. 2016, 14, 113–121. [Google Scholar] [CrossRef]
- Maree, J.P.; van Vuuren, D.S. Nano Calcium Carbonate. RSA Patent University of Limpopo and ROC Water Technologies 2022/10509, 28 June 2023. [Google Scholar]
- Tau, A.L.; Maree, J.P.; Adeniyi, A.; Onyango, M.S. Treatment of Flue Gas Desulphurisation Effluent with Freeze Crystallization. In Proceedings of the 35th International Conference on “Chemical, Biological and Environmental Engineering”, Johannesburg, South Africa, 14–15 November 2022; pp. 6–7. [Google Scholar]
- Randall, D.; Nathoo, J. Resource Recovery by Freezing: A Thermodynamic Comparison between a Reverse Osmosis Brine, Seawater and Stored Urine. J. Water Process Eng. 2018, 26, 242–249. [Google Scholar] [CrossRef]
- van der Ham, F.; Witkamp, G.; de Graauw, J.; van Rosmalen, G. Eutectic Freeze Crystallization: Application to Process Streams and Waste Water Purification. Chem. Eng. Process. Process Intensif. 1998, 37, 207–213. [Google Scholar] [CrossRef]
- Lewis, A.; Nathoo, J.; Thomsen, K.; Kramer, H.; Witkamp, G.; Reddy, S.; Randall, D. Design of a Eutectic Freeze Crystallization Process for Multicomponent Waste Water Stream. Chem. Eng. Res. Des. 2010, 88, 1290–1296. [Google Scholar] [CrossRef]
- El Kadi, K.; Janajreh, I. Desalination by Freeze Crystallization: An Overview. Int. J. Therm. Environ. Eng. 2017, 15, 103–110. [Google Scholar] [CrossRef]
- Randall, D.; Nathoo, J.; Lewis, A. A Case Study for Treating a Reverse Osmosis Brine Using Eutectic Freeze Crystallization—Approaching a Zero Waste Process. Desalination 2011, 266, 256–262. [Google Scholar] [CrossRef]
- Hayzoun, H.; Garnier, C.; Durrieu, G.; Lenoble, V.; Bancon-Montigny, C.; Ouammou, A.; Mounier, S. Impact of Rapid Urbanisation and Industrialisation on River Sediment Metal Contamination. Environ. Monit. Assess. 2014, 186, 2851–2865. [Google Scholar] [CrossRef]
- Wang, J.; Wang, S. Removal of Pharmaceuticals and Personal Care Products (Ppcps) from Wastewater: A Review. J. Environ. Manag. 2016, 182, 620–640. [Google Scholar] [CrossRef]
- Yang, X.; Flowers, R.C.; Weinberg, H.S.; Singer, P.C. Occurrence and Removal of Pharmaceuticals and Personal Care Products (Ppcps) in an Advanced Wastewater Reclamation Plant. Water Res. 2011, 45, 5218–5228. [Google Scholar] [CrossRef]
- Sedlak, R.I. Phosphorus and Nitrogen Removal from Municipal Wastewater: Principles and Practice, 1st ed.; Routledge: New York, NY, USA, 2018. [Google Scholar] [CrossRef]
- Diaz-Elsayed, N.; Rezaei, N.; Ndiaye, A.; Zhang, Q. Trends in the Environmental and Economic Sustainability of Wastewater-Based Resource Recovery: A Review. J. Clean. Prod. 2020, 265, 121598. [Google Scholar] [CrossRef]
- Diaz-Elsayed, N.; Rezaei, N.; Guo, T.; Mohebbi, S.; Zhang, Q. Wastewater-Based Resource Recovery Technologies across Scale: A Review. Resour. Conserv. Recycl. 2019, 145, 94–112. [Google Scholar] [CrossRef]
- Wainaina, S.; Awasthi, M.K.; Sarsaiya, S.; Chen, H.; Singh, E.; Kumar, A.; Ravindran, B.; Awasthi, S.K.; Liu, T.; Duan, Y.; et al. Resource Recovery and Circular Economy from Organic Solid Waste Using Aerobic and Anaerobic Digestion Technologies. Bioresour. Technol. 2020, 301, 122778. [Google Scholar] [CrossRef]
- Puyol, D.; Batstone, D.J.; Hülsen, T.; Astals, S.; Peces, M.; Krömer, J.O. Resource Recovery from Wastewater by Biological Technologies: Opportunities, Challenges, and Prospects. Front. Microbiol. 2017, 7, 2106. [Google Scholar] [CrossRef]
- Chen, Z.; Li, Z.; Chen, J.; Kallem, P.; Banat, F.; Qiu, H. Recent Advances in Selective Separation Technologies of Rare Earth Elements: A Review. J. Environ. Chem. Eng. 2022, 10, 107104. [Google Scholar] [CrossRef]
- Bashiri, A.; Nikzad, A.; Maleki, R.; Asadnia, M.; Razmjou, A. Rare Earth Elements Recovery Using Selective Membranes Via Extraction and Rejection. Membranes 2022, 12, 80. [Google Scholar] [CrossRef]
- Shinde, P.A.; Ukarde, T.M.; Gogate, P.R.; Pawar, H.S. An Integrated Approach of Adsorption and Membrane Separation for Treatment of Sewage Water and Resource Recovery. J. Water Process Eng. 2021, 40, 101795. [Google Scholar] [CrossRef]
- TaNakhjiri, A.T.; Sanaeepur, H.; Amooghin, A.E.; Shirazi, M.M.A. Recovery of Precious Metals from Industrial Wastewater towards Resource Recovery and Environmental Sustainability: A Critical Review. Desalination 2022, 527, 115510. [Google Scholar] [CrossRef]
- Yigit, N.; Mazlum, S. Phosphate Recovery Potential from Wastewater by Chemical Precipitation at Batch Conditions. Environ. Technol. 2007, 28, 83–93. [Google Scholar] [CrossRef]
- Kang, J.; Sun, W.; Hu, Y.; Gao, Z.; Liu, R.; Zhang, Q.; Liu, H.; Meng, X. The Utilization of Waste by-Products for Removing Silicate from Mineral Processing Wastewater Via Chemical Precipitation. Water Res. 2017, 125, 318–324. [Google Scholar] [CrossRef]
- Igarashi, T.; Herrera, P.S.; Uchiyama, H.; Miyamae, H.; Iyatomi, N.; Hashimoto, K.; Tabelin, C.B. The Two-Step Neutralization Ferrite-Formation Process for Sustainable Acid Mine Drainage Treatment: Removal of Copper, Zinc and Arsenic, and the Influence of Coexisting Ions on Ferritization. Sci. Total Environ. 2020, 715, 136877. [Google Scholar] [CrossRef]
- Opiso, E.M.; Tabelin, C.B.; Ramos, L.M.; Gabiana, L.J.R.; Banda, M.H.T.; Delfinado, J.R.Y.; Orbecido, A.H.; Zoleta, J.B.; Park, I.; Arima, T.; et al. Development of a Three-Step Approach to Repurpose Nickel-Laterite Mining Waste into Magnetite Adsorbents for as(III) and as(V) Removal: Synthesis, Characterization and Adsorption Studies. J. Environ. Chem. Eng. 2023, 11, 108992. [Google Scholar] [CrossRef]
- Aghaei, E.; Tadesse, B.; Tabelin, C.B.; Alorro, R.D. Mercury Sequestration from Synthetic and Real Gold Processing Wastewaters Using Fe–Al Bimetallic Particles. J. Clean. Prod. 2022, 372, 133482. [Google Scholar] [CrossRef]
- Aghaei, E.; Wang, Z.; Tadesse, B.; Tabelin, C.B.; Quadir, Z.; Alorro, R.D. Performance Evaluation of Fe-Al Bimetallic Particles for the Removal of Potentially Toxic Elements from Combined Acid Mine Drainage-Effluents from Refractory Gold Ore Processing. Minerals 2021, 11, 590. [Google Scholar] [CrossRef]
- Charisiadis, C. Brine Zero Liquid Discharge (Zld) Fundamentals and Design; a Guide to the Basic Conceptualization of the Zld/Mld Process Design and the Relative Technologies Involved, 1st ed.; Lenntech B.V.: Delfgauw, The Netherlands, 2018. [Google Scholar] [CrossRef]
- Ahmed, M.; Shayya, W.H.; Hoey, D.; Al-Handaly, J. Brine Disposal from Inland Desalination Plants: Research Needs Assessment. Water Int. 2002, 27, 194–201. [Google Scholar] [CrossRef]
- Panagopoulos, A.; Haralambous, K.-J.; Loizidou, M. Desalination Brine Disposal Methods and Treatment Technologies—A Review. Sci. Total Environ. 2019, 693, 133545. [Google Scholar] [CrossRef]
- El-Naas, M.H. Reject Brine Management. In Desalination, Trends and Technologies; Schorr, M., Ed.; InTech: Rijeka, Croatia, 2011; pp. 237–252. [Google Scholar]
- Amma, L.V.; Ashraf, F. Brine Management in Reverse Osmosis Desalination: A Uae Perspective. In Proceedings of the Advances in Science and Engineering Technology International Conferences (ASET), Dubai, United Arab Emirates, 4 February–9 April 2020; pp. 1–6. [Google Scholar]
- Fernández-Torres, M.; Randall, D.; Melamu, R.; von Blottnitz, H. A Comparative Life Cycle Assessment of Eutectic Freeze Crystallisation and Evaporative Crystallisation for the Treatment of Saline Wastewater. Desalination 2012, 306, 17–23. [Google Scholar] [CrossRef]
- Stuetz, R. Principles of Water and Wastewater Treatment Processes; Stephenson, T., Ed.; Water and Wastewater Process Technologies Series; IWA Publishing: London, UK, 2009. [Google Scholar]
- Hussain, A.; Kumari, R.; Sachan, S.G.; Sachan, A. Chapter 8—Biological Wastewater Treatment Technology: Advancement and Drawbacks. In Microbial Ecology of Wastewater Treatment Plants; Shah, M., Rodriguez-Couto, S., Eds.; Elsevier: Amsterdam, The Netherlands, 2021; pp. 175–192. [Google Scholar] [CrossRef]
- Chakachaka, V.; Mahlangu, O.; Tshangana, C.; Mamba, B.; Muleja, A. Highly Adhesive Cofe2o4 Nanoengineered Pes Membranes for Salts and Naproxen Removal and Antimicrobial Activities. J. Membr. Sci. 2023, 676, 121612. [Google Scholar] [CrossRef]
- Goh, P.; Ismail, A. A Review on Inorganic Membranes for Desalination and Wastewater Treatment. Desalination 2018, 434, 60–80. [Google Scholar] [CrossRef]
- Cooney, D.O. Adsorption Design for Wastewater Treatment; Lewis Publishers: New York, NY, USA, 1998. [Google Scholar]
- Crini, G.; Badot, P.M. Sorption Processes and Pollution: Conventional and Non-Conventional Sorbents for Pollutant Removal from Wastewaters; Presses Universitaires de Franche-Comté: Besançon, France, 2010. [Google Scholar]
- Bratby, J. Coagulation and Flocculation in Water and Wastewater Treatment, 3rd ed.; IWA Publishing: London, UK, 2016. [Google Scholar]
- Baltpurvins, K.; Burns, R.; Lawrance, G. Heavy Metals in Wastewater: Modelling the Hydroxide Precipitation of Copper(Ii) from Wastewater Using Lime as the Precipitant. Waste Manag. 1996, 16, 717–725. [Google Scholar] [CrossRef]
- Khan, Q.; Sayed, M.; Khan, J.A.; Rehman, F.; Noreen, S.; Sohni, S.; Gul, I. Advanced Oxidation/Reduction Processes (Ao/Rps) for Wastewater Treatment, Current Challenges, and Future Perspectives: A Review. Environ. Sci. Pollut. Res. 2024, 31, 1863–1889. [Google Scholar] [CrossRef]
- Hendrickson, H.M.; Moulton, R.W. Research and Development of Processes for Desalting Water by Freezing; United States Department of the Interior, Office of Saline Water: Seattle, WA, USA, 1956; p. 140. [Google Scholar]
- Karnofsky, G.; Steinhoff, P.F. Saline Water Conversion by Direct Freezing with Butane; United States Department of Interior, Office of Saline Water: Seattle, WA, USA, 1960; p. 130. [Google Scholar]
- Wiegandt, H.F.; Harriott, P.; Leinroth, J.P. Desalting of Seawater by Freezing; United States Department of Interior, Office of Saline Water: Seattle, WA, USA, 1968; p. 134. [Google Scholar]
- McCloskey, J.P.; Karlsson, J.O.M. Temporally Resolved Imaging of Ice Nucleation and Growth in Highly Supercooled Water. In Proceedings of the 38th Annual Northeast Bioengineering Conference, Philadelphia, PA, USA, 16–18 March 2012; pp. 195–196. [Google Scholar]
- Jayakody, H.; Al-Dadah, R.; Mahmoud, S. Cryogenic Energy for Indirect Freeze Desalination—Numerical and Experimental Investigation. Processes 2019, 8, 19. [Google Scholar] [CrossRef]
- Fujioka, R.; Wang, L.P.; Dodbiba, G.; Fujita, T. Application of Progressive Freeze-Concentration for Desalination. Desalination 2013, 319, 33–37. [Google Scholar] [CrossRef]
- Richardson, J.F. Coulson and Richardson’s Chemical Engineering, 1st ed.; Elsevier: Oxford, UK, 2002. [Google Scholar]
- Rahman, M.S.; Ahmed, M.; Chen, X.D. Freezing-Melting Process and Desalination: I. Review of the State-of-the-Art. Sep. Purif. Rev. 2006, 35, 59–96. [Google Scholar] [CrossRef]
- Samsuri, S.; Amran, N.A.; Yahya, N.; Jusoh, M. Review on Progressive Freeze Concentration Designs. Chem. Eng. Commun. 2016, 203, 345–363. [Google Scholar] [CrossRef]
- Miyawaki, O.; Kato, S.; Watabe, K. Yield Improvement in Progressive Freeze-Concentration by Partial Melting of Ice. J. Food Eng. 2012, 108, 377–382. [Google Scholar] [CrossRef]
- Lung-Somarriba, B.L.M.; Moscosa-Santillan, M.; Porte, C.; Delacroix, A. Effect of Seeded Surface Area on Crystal Size Distribution in Glycine Batch Cooling Crystallization: A Seeding Methodology. J. Cryst. Growth 2004, 270, 624–632. [Google Scholar] [CrossRef]
- KKubota, N.; Doki, N.; Yokota, M.; Sato, A. Seeding Policy in Batch Cooling Crystallization. Powder Technol. 2001, 121, 31–38. [Google Scholar] [CrossRef]
- Mountadar, S.; Guessous, M.; Rich, A.; Karmil, F.; Belghiti, H.E.A.; Siniti, M.; Tahiri, S. Desalination of Spent Ion-Exchange Resin Regeneration Solutions by Suspension Freeze Crystallization. Desalination 2019, 468, 114059. [Google Scholar] [CrossRef]
- van der Ham, F.; Witkamp, G.; de Graauw, J.; van Rosmalen, G. Eutectic Freeze Crystallization Simultaneous Formation and Separation of Two Solid Phases. J. Cryst. Growth 1999, 199, 744–748. [Google Scholar] [CrossRef]
- Genceli, F.E. Scaling-Up Eutectic Freeze Crystallization. Master of Science in Chemical Engineering; Istanbul Technical University: Istanbul, Turkey, 2008. [Google Scholar]
- Lewis, A.E.; Nathoo, J.; Reddy, S.T.; Randall, D.; Zibi, L.; Jivanji, R. Novel Technology for Recovery of Water and Solid Salts from Hypersaline Brines: Eutectic Freeze Crystallization; Water Research Commission: Pretoria, South Africa, 2008. [Google Scholar]
- Chivavava, J.; Rodriguez-Pascual, M.; Lewis, A.E. Effect of Operating Conditions on Ice Characteristics in Continuous Eutectic Freeze Crystallization. Chem. Eng. Technol. 2014, 37, 1314–1320. [Google Scholar] [CrossRef]
- Nathoo, J.; Jivanji, R.; Lewis, A.E. Freezing Your Brines Off: Eutectic Freeze Crystallization for Brine Treatment. In Proceedings of the International Mine Water Association Conference (IMWA), Pretoria, South Africa, 19–23 October 2009; pp. 431–437. [Google Scholar]
- Mtombeni, T. Brine Treatment Using Freeze Desalination Technology. Master’s Thesis, Tshwane University of Technology, Pretoria, South Africa, 2013. [Google Scholar]
- Adeniyi, A.; Maree, J.P.; Mbaya, R.K.K.; Popoola, A.P.I.; Mtombeni, T.; Zvinowanda, C.M. Hybridice® Filter: Ice Separation in Freeze Desalination of Mine Waste Waters. Water Sci. Technol. 2014, 69, 1820–1827. [Google Scholar] [CrossRef]
- Kucera, J. Desalination: Water from Water, 2nd ed.; Wiley: Hoboken, NJ, USA, 2019. [Google Scholar]
- Roos, A.; Verschuur, R.-J.; Schreurs, B.; Scholz, R.; Jansens, P. Development of a Vacuum Crystallizer for the Freeze Concentration of Industrial Waste Water. Chem. Eng. Res. Des. 2003, 81, 881–892. [Google Scholar] [CrossRef]
- Ahmad, M.M. Assessment of Freezing Desalination Technologies. Ph.D. Thesis, Swansea University, Swansea, UK, 2012. [Google Scholar]
- Abdelmoaty, H.M.; Mahgoub, A.U.; Abdeldayem, A.W. Performance Analysis of Salt Reduction Levels in Indirect Freeze Desalination System with and without Magnetic Field Exposure. Desalination 2021, 508, 115021. [Google Scholar] [CrossRef]
- Koutsoukos, P.G.; Kofina, A.N.; Kanellopoulou, D.G. Solubility of Salts in Water: Key Issue for Crystal Growth and Dissolution Processes. Pure Appl. Chem. 2007, 79, 825–850. [Google Scholar] [CrossRef]
- McGinty, J.; Wheatcroft, H.; Price, C.J.; Sefcik, J. Modelling Solution Speciation to Predict Ph and Supersaturation for Design of Batch and Continuous Organic Salt Crystallisation Processes. Fluid Phase Equilibria 2023, 565, 113676. [Google Scholar] [CrossRef]
- Kolliopoulos, G.; Shum, E.; Papangelakis, V.G. Forward Osmosis and Freeze Crystallization as Low Energy Water Recovery Processes for a Water-Sustainable Industry. Environ. Process. 2018, 5, 59–75. [Google Scholar] [CrossRef]
- Wu, K.-L.; Wang, H.-Y.; Ward, J.D. Economic Comparison of Crystallization Technologies for Different Chemical Products. Ind. Eng. Chem. Res. 2018, 57, 12444–12457. [Google Scholar] [CrossRef]
- Lema, J.M.; Suarez, S. Innovative Wastewater Treatment & Resource Recovery Technologies: Impacts on Energy, Economy and Environment; IWA Publishing: London, UK, 2017. [Google Scholar] [CrossRef]
- Mungray, A.K.; Mungray, A.A.; Sonawane, S.S.; Sonawane, S. Novel Approaches towards Wastewater Treatment and Resource Recovery Technologies; Elsevier: Amsterdam, The Netherlands, 2022. [Google Scholar] [CrossRef]
- More, K.S.; Wolkersdorfer, C.; Kang, N.; Elmaghraby, A.S. Automated Measurement Systems in Mine Water Management and Mine Workings—A Review of Potential Methods. Water Resour. Ind. 2020, 24, 100136. [Google Scholar] [CrossRef]
- More, K.S. and Christian Wolkersdorfer. Application of Machine Learning Algorithms for Nonlinear System Forecasting through Analytics—A Case Study with Mining Influenced Water Data. Water Resour. Ind. 2023, 29, 100209. [Google Scholar] [CrossRef]
- More, K.S.; Wolkersdorfer, C. Predicting and Forecasting Mine Water Parameters Using a Hybrid Intelligent System. Water Resour. Manag. 2022, 36, 2813–2826. [Google Scholar] [CrossRef]
- Zikalala, N.; Maree, J.; Zvinowanda, C.; Akinwekomi, V.; Mtombeni, T.; Mpenyana-Monyatsi, L. Treatment of Sulphate Wastewater by Freeze Desalination. Desalin. Water Treat. 2017, 79, 93–102. [Google Scholar] [CrossRef]
Figure 1.
Brine treatment using evaporation ponds.

Figure 2.
Indirect freeze crystallization process flow diagram.

Figure 3.
Schematic illustration of direct freeze crystallization process (modified after [23]).
Figure 3.
Schematic illustration of direct freeze crystallization process (modified after [23]).

Figure 4.
(A) Salt–water mixture illustration; (B) Phase diagram for binary aqueous Na2SO4 system—A–B: freezing line, water solidifies and forms ice at B, C: Eutectic point, D–E: salt crystallization path, salt crystallizes at E.
Figure 4.
(A) Salt–water mixture illustration; (B) Phase diagram for binary aqueous Na2SO4 system—A–B: freezing line, water solidifies and forms ice at B, C: Eutectic point, D–E: salt crystallization path, salt crystallizes at E.

Figure 5.
Block diagram illustrating the HybridICE freeze crystallization technology (modified after [6,77]).

Figure 6.
Process flow diagram of secondary refrigerant freezing process (modified after [80]).
Figure 6.
Process flow diagram of secondary refrigerant freezing process (modified after [80]).

Figure 7.
Pipe freeze crystallization plant for the recovery of Na2SO4 at ROC Water Technologies, Midrand, South Africa.
Figure 7.
Pipe freeze crystallization plant for the recovery of Na2SO4 at ROC Water Technologies, Midrand, South Africa.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Feasibility of the pipe freeze crystallization technology.
| Cost Item | Unit | Amount |
|---|---|---|
| Capital cost for 0.1 m3/h plant | ZAR | 1,500,000 |
| Capital redemption cost (5%/year; 120 months) | ZAR/m3 | 218.06 |
| Electricity (100 kWh/t ice, ZAR1.80/kWh) | ZAR/m3 | 180.00 |
| Labour | ZAR/m3 | 50.00 |
| Maintenance (20% of Capital redemption cost) | ZAR/m3 | 43.61 |
| Chemicals | ZAR/m3 | 5.00 |
| Total cost of Pipe Freeze Crystallization | ZAR/m3 | 496.67 |
| Disposal cost at toxic waste disposal sites | ZAR/m3 | 2500.00 |
Table 2.
Equipment cost of a 100 kg/h ice plant.
| Cost Item | Unit | Cooling | Freezing | Capital Cost |
|---|---|---|---|---|
| Capacity | t/h | 0.10 | 0.10 | 0.30 |
| Electricity | kW/m3 | 10.45 | 91.67 | 102.12 |
| Electricity cost | ZAR/kWh | 1.50 | 1.50 | |
| Chiller | ZAR | 468,888.89 | ||
| Cooler reactor 1 | ZAR | 150,000.00 | ||
| Cooler reactor 2 | ZAR | 150,000.00 | ||
| Clarifier | ZAR | 60,000.00 | ||
| Ice filter | ZAR | 250,000.00 | ||
| Pumps | ZAR | 200,000.00 | ||
| Electricity | ZAR | 80,000.00 | ||
| Piping | ZAR | 30,000.00 | ||
| Engineering (8%) | ZAR | 111,111.11 | ||
| Capital cost | ZAR | 1,500,000.00 | ||
| Capital cost for the plant with 1 t/h capacity | ZAR/(m3/h) | 9,038,393.79 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
More, K.S.; Mahlangu, M. Indirect Freeze Crystallization—An Emerging Technology for Valuable Resource Recovery from Wastewater. Minerals 2024, 14, 427. https://doi.org/10.3390/min14040427
AMA Style
More KS, Mahlangu M. Indirect Freeze Crystallization—An Emerging Technology for Valuable Resource Recovery from Wastewater. Minerals. 2024; 14(4):427. https://doi.org/10.3390/min14040427
Chicago/Turabian StyleMore, Kagiso S., and Mlungisi Mahlangu. 2024. "Indirect Freeze Crystallization—An Emerging Technology for Valuable Resource Recovery from Wastewater" Minerals 14, no. 4: 427. https://doi.org/10.3390/min14040427
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.