International Journal of Material Forming ( IF 2.4 ) Pub Date : 2023-07-21 , DOI: 10.1007/s12289-023-01774-z Jiawei Jiang , Xunzhong Guo , Yizhou Shen , Yangjiangshan Xu , Zhen Wang , Huaguan Li , Jie Tao
|
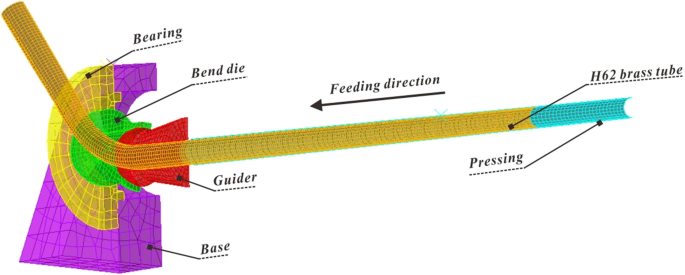
Finite element method and bending experiments were carried out to survey the influence of bending radius on forming quality of H62 brass tubes in free bending process,which are widely used as key components of pipeline system in aerospace, aviation and automotive fields. Different bending radiuses ranged from 45 mm to 100 mm with an interval of 5 mm were employed to survey the forming defects. The results illustrated that both cross-section distortion and wall thickness variations at sections with angles in range of 10–20° and 160–170° were larger than other regions. The severe deformation behaviors usually occurred at the end of the tubes. Moreover, similar to the variation tendency of cross-section distortion, the changing of wall thickness decreases gradually with the increase of bending radius. Furthermore, the positions with the severer forming defects gradually moved towards to two terminals of the tubes with increasing bending radius. The variations of these deformation behaviors were mainly caused by the tangential stress and axial stress which were decomposed by an extra thrust introduced by the bending die. Based on the above force analysis and experimental results, the credible analytical equations were derived to quantify the effect of bending radius on forming precision during the practical bending process.
中文翻译:
少约束自由弯曲过程中弯曲半径对 H62 黄铜管变形行为的影响
摘要:通过有限元方法和弯曲实验,研究了弯曲半径对H62黄铜管自由弯曲成形质量的影响,H62黄铜管广泛用作航天、航空和汽车领域管道系统的关键部件。采用45mm~100mm、间隔5mm的不同弯曲半径来调查成形缺陷。结果表明,角度在10~20°和160~170°范围内的截面的截面变形和壁厚变化均大于其他区域。严重的变形行为通常发生在管端部。而且,与截面变形的变化趋势相似,壁厚的变化随着弯曲半径的增大而逐渐减小。此外,随着弯曲半径的增大,成形缺陷较严重的位置逐渐向管材两端移动。这些变形行为的变化主要是由弯曲模具引入的额外推力分解的切向应力和轴向应力引起的。基于上述受力分析和实验结果,推导出可靠的解析方程来量化实际弯曲过程中弯曲半径对成形精度的影响。


























 京公网安备 11010802027423号
京公网安备 11010802027423号